Golden Bridge Welding Materials Manual
Table of contents Preface ............................................................................................. 1 Classification of "Golden Bridge Welding Materials ..................... 3 4 Featured products of the company .......................................... . Welding rods Brief introduction of welding rod, coating and slag series ............. 6 Golden Bridge 8 Instructions on structural steel welding rods ................................... Welding Materials Concise table of weathering resistant steel and other low-alloy corrosion resistant steel welding rods ........................................ 77 ■ Product sample ■ Instructions on heat resistant steel welding rods ............................. 89 Instructions on low-temperature steel welding rods .......................... 113 1㈀㈀ Instructions on stainless steel welding rods ............................. Schae昀昀er Organization Chart ................................................ 125 Su爀昀acing welding rods ....................................................... 183 Cast iron welding rods ....................................................... ㈀㈀5 Special welding rods for pipeline welding .................................... 232 Welding wires 4 Gas-shielded welding wires ................................................. 24 Argon arc welding wires ..................................................... 欀 Submerged arc welding wires .............................................. 3㌀㠀 Instructions on flux used in submerged arc welding ................. ㌀㠀5 Flux-cored welding wires ................................................... .4㈀ Aluminum and aluminum alloy welding wires ......................... 㠀 4 Quoted standards ................................................................. 4 Symbol description ................................................................ 487 TIANJIN GOLDEN BRIDGE WELDING MATERIALS GOURP CO.,LTD 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - -
Preface Appendix Tianjin Golden Bridge Welding Materials Group Co., Ltd. is a large enterprise I .List ofThose Certified by the Classification Society .............................. .. 4㠀㠀 engaged in professional research and production of welding materials.The II.Golden Bridge Welding Materials Package Weight Table ......................... 491 "Golden Bridge Welding Materials" brand is well-known both at home and " 111. Golden Bridge Welding Materials" Welding Rod Length abroad, its technology can be traced back to welding materials of the Table ................................................................................... 㤀㈀ "Lianhuan" brand in the early 1950s, which are deeply loved by a large number 4 IV.Gas-shielded solid welding wire and flux-cored welding wire of welders. The Group currently has 2 branches, 3 joint ventures, 15 packaging specifications .............................................................. 4㤀㌀ subsidiaries and 12 production bases. Mr. Hou Lizun, the founder of the Group, V.Model preparation instructions of Golden Bridge welding rods .................... 㤀㐀 has been engaged in welding material manufacturing industry for more than 70 4 VI.Common model preparation method of Golden Bridge gasshielded years. He owns multiple proprietary technologies in the fields of raw materials, solid welding wires .................................................................... 49 paint slag series, production equipment, production technology, etc., which has 7 VII.Model preparation method of Golden Bridge flux-cored laid a solid foundation for development of welding technologies in China. Mr. welding wires ......................................................................... 4 Hou Lizun was awarded the highest honor in Chinese welding industry - "China VIII.Common model preparation method of Golden Bridge Welding Lifetime Achievement Award" . Up to now, Mr. Hou Lizun is the only submerged arc welding wires - flux ................................................... 愀넀 one person who has won this great honor in Chinese welding material IX.Storage of welding materials ........................................................ 䈀䨀1 manufacturing industry. X.Hardness Number Comparison Table ............................................... 5 㐀 Our Group is capable of producing more than 400 varieties of welding materials XI.Common Units and Conversion Table ............................................. BJ? such as various welding rods, gas-shielded solid welding wires, XII.Length Unit Conversion Table(mm and inch) ..................................... 㠀 gas-shieldedand self-shielded flux-cored welding wires, submerged arc welding 5 XIII.International standard on the di昀昀usible hydrogen content of wires, flux, welding strips and aluminum welding wires. Products are complete welding materials (deposited metal) ................................................... 5昀꼀 in varieties and specifications and the annual production and sale volume of XIV.Preheating temperature required is determined based on welding materials of the Group reaches more than 1.4 million tons. It is the first carbon equivalent Pcm of steel, di昀昀usible hydrogen content [H] of welding material enterprise in the world whose production and sale volume the specific welding material and plate thickness 㔀 ................................... 5昀꼀 exceeds one million tons, and it ranks first in the industry for 19 consecutive XV.Common welding defects ......................................................... 510 years. Products are widely applied to the manufacturing of ships, bridges, boiler XVI.Common straight carbon steel standard and comparison and pressure containers and rolling stock, and petroleum, chemical between new and old low-alloy structural steel standards ........................... engineering, metallurgy, architecture and other fields. In addition, the Group is 513 XVII.Welding rods recommended for commonly-used carbon able to undertake the research, development and production tasks of welding 514 steel and low-alloy steel ............................................................... materials with special requirements of users, actively research and develop new XVIII.Consumption of filler materials .................................................. 515 welding materials so as to satisfy national demands for high-end equipment XIX.Recommended groove shapes of welding rod arc welding manufacturing and technological development and develop non-ferrous and 1 7 based on plate thickness ............................................................... 5 white environmental-protection welding materials to meet the needs of national XX.Groove shapes and welding parameters of solid gas-shielded key projects. It serves national economic development and national defense welding ................................................................................. 518 construction. Its sales network covers the whole country and its products are XXI. Groove shape and welding process parameters of CO2- exported to more than 100 countries and regions in the world. shielded flux-cored welding ............................................................ 5夀怀 The company has a technology research and development team full of 4 XXII.Generation and prevention of general welding defects .......................... 52 innovative spirit, constantly exploring and pushing forward the forefront of technology. It owns a complete and strict quality management system, as well as objective and scientific inspection and testing mechanism, accompanied with complete testing equipment, which has reached the world advanced level. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 1 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
Classification of "Golden Bridge Major products have been certified by a series of classification societies, such Welding Materials" as CCS,LR, BV, ABS, DNVGL, NK, KR, RS, RINA and BKI and obtained TOV, DB and CE certification. The quality system has not only passed ISO9001 quality certification, but also passed quality certification in fields of nuclear ■ Structural steel weldin rods � (Including weathering resis ant steel and low-alloy corrosion power, boilers and ships. resistant steel welding rods) Golden Bridge Welding Materials Group is dedicated to revitalizing national ■ industry evolution, conforming to national economic construction and 氀氀 ■ Heat resistant steel welding rods development need, actively accelerating its transformation and upgrading pace, 儀⸀ 㨀昀 strengthening management system and mechanism innovation and building the 愀焀 ■ Low-temperature steel welding rods fine and information-based scientific management model; adjusting the product structure, increasing investment in science and technology, realizing 儀⸀ ■ Stainless steel welding rods ⼀儀 achievement transformation and increasing the brand value; formulating the intelligent production plan and promote full-automatic production equipment ■ Surfacing welding rods coverage; adhering to the sustainable development road of green, environmental protection and cleaner production; adhering to the human capital ■ Cast iron welding rods cultivation engineering to ensure the long-term development of the company. ■ Special welding rods for pipeline welding ■ Gas-shielded welding wires The mission of the Group is: Revitalize national industry ■ ■ Solid welding wires ⴀ嬀 evolution, repay country with optimal welding materials. 甀甀 氀氀 ■ Submerged arc welding wires The vision of the Group is: Innovation leads industry 儀⸀ development, create new era of welding consumables. 㨀昀 CO2-shielded flux-cored 愀焀 welding wires The core value of the Group is: Endless in pursuing high quality ■ Flux-cored welding wires 甀甀 ' ⴀ嬀: Self-shielded flux-cored products, flawless in serving for our customers. 氀氀 ⼀儀 ■ Argon arc welding wires welding wires ■ Aluminum and aluminum alloy welding wires ■ Flux (sintered flux) 2- - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 3
Featured products of the company welding wire, the stainless steel flux-cored welding wire with white weld joint and the cryogenic stainless steel flux-cored welding wire. Considering the deposited metal of the conventional stainless steel flux-cored 1.Self-shielded flux-cored welding wires: JC-28, JC-29, JC-29Ni1, welding wires (Q-308L, JQ-309L, JQ-316L, JQ-317L, JQ-347L, JQ-2209, etc.) has JC-30,JC-80, etc. stable mechanical properties, this type of wire has good intergranular corrosion This series of welding wires is flux-cored welding wire of the high-toughness resistance, crack resistance and operation performance.Besides, its welding efficiency self-shielded series, which is researched and developed in an innovative manner is also high. based on the actual pipeline construction demands and the current market status in In addition to features of the conventional stainless steel flux-cored welding wires, after China. Considering gas protection is unnecessary during welding, it is quite suitable welding of the stainless steel flux-cored welding wire with white weld joint (LH-308L, for field construction. As the only successful bidder of similar products in China, it has LH-309L and LH-316L), the generated weld joint appearance is free from the oxidation been successfully applied to the national key project "Line II of West-East Natural Gas tint (bright silver), therefore, the weld joint cleaning and processing procedures Transmission Project" . Now, it is also widely applied to "Line Ill of West-East Natural required after welding of conventional stainless steel welding materials is unnecessary Gas Transmission Project" and "China-Myanmar Pipeline Project" . In addition, it has for this type of welding wires. been applied to metallurgical blast furnace installation, high-rise steel structure The cryogenic stainless steel flux-cored welding wire (JQ-308LT and JQ-316LT) is construction, offshore oil platform construction, etc. mainly applied to welding of structural materials used in cryogenic low-temperature environment in the CNG (compressed natural gas),LNG (liquefied natural gas) and 2.Metal-power gas-shielded flux-cored welding wires: LPG (liquefied petroleum gas) storage and transportation equipment field, because it JQ·YJ503MX-1,JQ.YJ621K2-1Q. ° has good and stable low temperature impact performance at -196 C. This type of welding wire is characterized by good welding performance.high deposition e昀昀iciency, low welding spatter, little slag and stable arc. It is applicable to 5.High-strength gas-shielded solid welding wires: JQ.MG60-G, single-wire or double-wire downward welding or flat fillet welding. Automatic JQ.MG60-G-1, JQ.MG70-G, JQ.MG70-G-1, JQ.MG70-G-2, high-speed welding is achievable and it also has good anti-porosity performance when JQ.MG80-G,JQ.MG80-G-1, JQ.MG90-G, etc. being applied to welding of steel plates covered with primer and rusty surface. The Mn-Si-Ni-Mo-Cr alloy system is adopted for this series of welding wires for reinforcement so that the tensile strength can reach 620-890 MPa. After addition of 3.Ultralow-hydrogen high-toughness structural steel welding proper amount of refined grains of microelements, the low-temperature impact rods:J507RH, J557RH, J607RH, JQ.J607RHQG, J707RH, J807RH, toughness of the deposited metal becomes good. This series of welding wires is etc. characterized by good operability, stable arc, low spatter and beautiful weld joint This series of welding rods is of ultralow-hydrogen, high-toughness type,characterized appearance. Now, it is widely applied to industries of coal machine, heavy-duty by good welding performance, stable arc, uniform coating melting, low spatter, easy machinery, water and electricity, etc. slag removal and beautiful weld joint appearance;in addition, the deposited metal contains extremely low diffusible hydrogen.which makes it have good crack resistance, 6.Welding wires for automatic welding of pipeline as well as comprehensive mechanical properties and excellent low temperature impact This series of welding wires for full-automatic welding of pipeline can be classified into toughness under low temperature. Its current adjustment range is wide and all-position three categories: Metal-powder-cored flux-cored welding wires (JQ-70M and JQ-80M), welding is possible. ° rich argon-shielded flux-cored welding wires(JQ-81T1 M and JQ-91T1 M) and JQ.J607RHQG still owns relatively high impact toughness at -60 C . ° gas-shielded solid welding wires (JQ.X70 and JQ.X80). These three categories of J707RH still owns relatively high impact toughness at -50 C. welding wires are especially suitable for semi-automatic and full-automatic root 4.Products of stainless steel flux-cored welding wire series: welding, filling and cosmetic welding of long-distance transport pipelines. Among This series of welding wires is of CO2-shielded ultra-low carbon stainless steel which, JQ-81T1M gas-shielded flux-cored welding wires and JQ-70M flux-cored type and it is classified into the conventional stainless steel flux-cored 4- - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 5
Instructions on structural ⼀戀 steel welding rods ∀䌀 0 Structural steel welding rods are suitable for welding of carbon steel and ⸀尀 low-alloy steel. 䌀氀 Selection of welding rods is based on chemical composition of steel, as well as 䌀㨀 requirements for mechanical properties and crack resistance.At the same time, ∀䌀 factors such as welding structure, steel plate thickness, working conditions, stress, and performance of welding machines shall be considered for comprehensive 1 analysis. If necessary,conduct the welding test, formulate corresponding process 儀⤀ measures,and then determine the selected welding rods. ⸀猀 1.For welding of structural steel, the welding rod corresponding to the strength grade of the steel ⼀戀 is generally selected. At the same time.considering steel with complex structure, thick plate, large 挀漀 ⸀尀 rigidity.dynamic load and poor weldability, the low hydrogen welding rod characterized by good 琀昀 plasticity, high impact toughness and good crack resistance is generally selected. When there are 尀尀 0 special requirements for the welding position, corresponding special welding rods, such as 琀昀 vertical downward welding rods, backing welding rods, and all-position welding rods for pipelines, ⸀尀 尀尀 shall be used. Iron-powder welding rods can be selected in order to increase welding efficiency. ⼀戀 2.lf the weld joint cools down within a short period, has high strength and is easy to crack, the - 0 welding rod whose strength is one grade lower than that of the base metal can be selected. 3.ln case of multi-layer welding of thick plates or normalizing treatment after welding, it is � ⸀ necessary to prevent occurrence of too low weld joint strength. 4.For dissimilar steel welding between low carbon steel and low-alloy steel or between low-alloy ⸀猀 steel and low-alloy steel, the welding rod corresponding to the steel with low strength grade is 氀氀 ⼀戀 generally selected.and considering the low-alloy steel factors, the low-hydrogen type is preferred. ·㨀鸀 5.For welding of medium-carbon steel, the high carbon content of steel increases the welding 䌀㨀 ⴀ㸀Ⰰ-ⴀ⬀-ⴀ堀娀ꄀ-ⴀ⬀-⬀ⴀ娀ꄀ-ⴀ⬀-⬀ⴀ娀ꄀⴀꄀⴀ⬀-⬀ⴀ-ⴀꄀⴀ⬀---ⴀꄀⴀ⬀-ⴀⰀ cracking tendency. Therefore, the low-hydrogen welding rod is used in general, supported by 0 椀숀挀Ⰰ ⸀ ⸀ u preheating, slow cooling and post-heating methods, as well as appropriate welding processes. u u u u u u u u u ⸀ u 愀㨀 愀㨀 0 0 0 0 0 0 0 0 0 0 愀㨀 0 ⸀儀 � g 6.Cast steel has poor weldability, because its carbon content is generally high, thickness of the u u 愀Ⰰ� u ⸀儀 u ⸀儀 ⸀儀 ⸀儀 ⸀儀 ⸀儀 u u u ⸀儀 ⸀儀 workpiece is large, the structure is complicated and cracking traces can be easily generated 0 0 0 㰀笀 during welding. When the cast steel contains many alloying elements, such properties are more 㬀㬀 � 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 㰀笀 �⸀䔀 prominent. In general, low-hydrogen welding rods are selected, and meanwhile.preheating, slow cooling and other methods, together with corresponding welding processes are adopted. 7.ln order to ensure welding quality, the weld crater of the workpiece shall be thoroughly cleaned, free from oil stain, rust, water, paint and dirt, which is quite important for application of low-hydrogen welding rods. ° 8.For low-hydrogen welding rods, they must be baked at 350-400 C for 1 h before welding, and bake them immediately before use. Otherwise, a series of defects such as pores, slag inclusions ∀儀 ∀儀 ℀甀 ℀甀 ∀儀 and cracking traces, are easily generated. Cellulose welding rods generally do not need to be 猀琀 猀琀 � � 0 0 0 N N baked. Once they are affected with damp, they shall be baked at the temperature specified by the ∀儀 ∀儀 ∀儀 ∀儀 0 0 0 ℀甀 ℀甀 ℀甀 猀琀 猀琀 猀琀 猀琀 instructions before welding. However, too high temperature will damage their welding w w w w w w w performance. 9.For low-hydrogen welding rods, repeated baking is generally not allowed to prevent the coating from getting crisp and peeling off 0 堀儀 堀儀 ℀甀 椀甀 ꜀✀ 10.The welding current specified in the instructions is the reference value.which shall be 䤀儀 � 䤀儀 0 䤀儀 z 愀椀 䰀䰀 愀椀 N 䤀儀 specifically controlled in actual operation. For example, for workpiece preheating, the current can 䰀䰀 猀琀 � lⴀ퐀 䰀䰀 䰀䰀 䰀䰀 0 N be 5%-15% lower than the normal current; the current required for vertical welding and overhead � N � ℀甀 0 氀ꀀ N � ⠀ 猀琀 ⴀ夀 ℀甀 0 0 N 猀琀 N welding is 10%-15% smaller than that for downward welding; and the current required for DC is 堀儀 ⴀ夀 ⴀ夀 ⴀ夀 ℀甀 ℀甀 猀琀 N ∀儀 ⴀ夀 ⴀ夀 ⴀ夀 about 10% smaller than that for AC. When a DC welding machine is used, pay attention to the 猀琀 ㈀ⴀ ⴀ夀 polarity connected for welding as specified in the instructions; otherwise the welding process may be affected 儀⤀ 挀Ⰰ M M M N N 㰀鬀 ∀✀ N N N N 0. 8 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 9
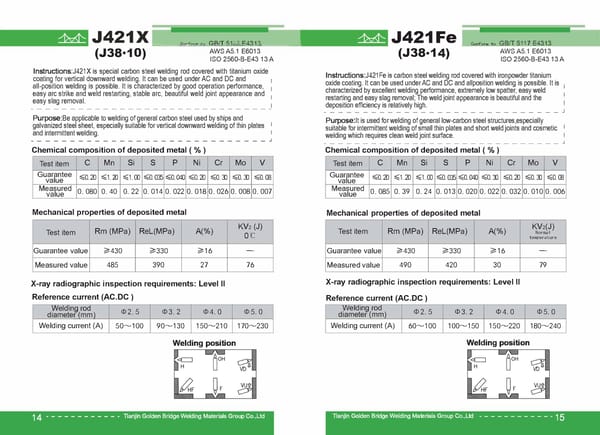
J422 J421Fe16 Conform to GB⸀茀 511㜀⸀ E4303 Conform to GB⸀茀 511㜀⸀ E4324 ISO 2560-B-E43 24 A ISO 2560-B-E 43 03 A (J40•50) J421Fe18 lnst爀甀ctions:J421 Fe16 and J421 Fe18 are carbon steel welding rods covered with lnst爀甀ctions:J422 is carbon steel welding rod covered with titanium-calcium iron-powder titanium oxide coating. They can be used under AC and DC and are coating. It can be used under AC and DC and all-position welding is possible. It applicable to downward welding and flat fillet welding. It is easy to restart a weld, owns excellent welding performance and good mechanical properties; it is spatter is low and slag removal is easy. The weld joint appearance is beautiful, and the characterized by stable arc, low spatter, easy slag removal, as well as easy weld 1 restarting; the weld joint appearance is beautiful, wide, narrow, thin and thick weld deposition efficiency respectively reaches about 160% and 180%. _____________________________ J ripples are all possible.welding operation is easy with high e昀昀iciency. Purpose:They are used for downward welding and flat fillet welding of general : 1 low-carbon steel structures. Pu爀瀀ose:lt is used for welding of relatively important low-carbon steel structures, and -----------------------------� 1 low-alloy steel structures of low strength grade such as Q235, 09MnV and 09Mn2. _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Cr C Si s p Ni Mo V Test item Mn Cr C Si s p Ni Mo V Test item Guarantee �0.㐀怀 �0.20 �1. �0.氀氀 �0.㈀ �0.氀氀 �0. �o. ㌀攀 �1.㈀ value Guarantee �1. �O. 氀氀 �0.20 �0.氀氀 �0. �o. 㐀怀 �1.20 �o. 20 �-㌀攀 value Measured 0.077 0. 78 0.40 0.014 0.023 0.025 0.035 0.007 0.008 value Measured 0.078 0.39 0. 18 0.018 0.023 0.020 0.032 0.008 0.005 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2 (J) Rm (MPa) ReL(MPa) A(%) Rm (MPa) ReL(MPa) A(%) Normal Test item Test item temperature 0뀀䌀 -20뀀䌀 - �16 �20 �430 �330 �430 �330 �27 Guarantee value �47 Guarantee value 510 420 26 96 475 29.5 97 390 73 Measured value Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II Reference current (AC.DC ) Reference current (AC.DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) diamete爀∀(mm) Welding current (A) Welding current (A) 110~160 160~240 210~270 40~70 60~100 80~140 160~220 200~240 Welding position Welding position - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 17 - - - 1 6 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - -
J426 J422Fe Conform to GB/⸀吀 511㜀⸀ E4303 Conform to GB/T 511㜀⸀ E4316 ISO 2560-B-E 43 03 A ISO 2560-B-E 43 16 A (J48•46) lnst爀甀ctions:J422Fe is carbon steel welding rod covered with ironpowder lnst爀甀ctions:J426 is carbon steel welding rod covered with lowhydrogen potassium titanium-calcium coating. It can be used under AC and DC and all-position welding is coating. It can be used under AC and DC and allposition welding is possible. Its 1 1 possible. It is characterized by stable arc, low spatter, easy slag removal, as well as deposited metal has excellent mechanical properties and crack resistance, as well as easy weld restarting; The weld jointappearance is beautiful and the deposition efficiency I good low temperature impact toughness. 1 is relatively high. Purpose:lt is applicable to welding of relatively important lowcarbon steel structures. Pu爀瀀ose:lt is used for welding of important low-carbon steel and lowalloy steel structures such as ships, bridges and pressure vessels. - - - - - - - - - - - - - - - - - - - - - - - - - - - - - _I _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mo Mn Mo C Si s p Ni Cr V C Si s p Ni Cr V Test item Test item Guarantee Guarantee �0.㐀怀 �0.㐀怀 �0.20 �1.㈀ �1. �o. 0㌀㔀 �0.氀氀 �0.㈀ �0.氀氀 �0. �o. 20 �1.20 �1. �O. 氀氀 �0.20 �0.氀氀 �0.䌀䔀 �-0㌀㔀 value value Measured Measured 0.080 0.40 0. 21 0.019 0.023 0.015 0.026 0.007 0.008 0.062 0.83 0.30 0.010 0.019 0. 031 0.030 0.007 0.018 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2 (J) Test item Rm (MPa) ReL(MPa) A(%) Rm (MPa) ReL(MPa) A(%) Test item 0뀀䌀 -30뀀䌀 Guarantee value �20 �20 �27 �430 �330 �27 �430 �330 Guarantee value 490 29 79 172 390 495 395 33 Measured value Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II + Reference current (AC.DC ) Reference current (AC.DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) diamete爀✀(mm) 80~140 140~220 180~240 60~100 80~140 110~210 160~230 Welding current (A) Welding current (A) Welding position Welding position Precautions ° 1 Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the weldment must beremoved before welding. 3Short arc operation is required for welding, and string bead is preferred. - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 19 - - - 18 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - -
J427 J427 � D -Con=fo=,m-to㨀褀/�T�s1�1㜀⸀�E4=31㴀㔀 ___ _ Conform to GB/I 511㜀⸀ E4315 ISO 2560-B-E 43 15 A I SO 2560-B-E 43 15 A (J48•47) lnstructions:J427D is special carbon steel welding rod for backing welding covered lnstructions:J427 is carbon steel welding rod covered with lowhydrogen sodium with low-hydrogen sodium coating. Adopt DCRP. The characteristics of the welding rod coating. Adopt DCRP and all-position welding is possible. Its deposited metal has include: The arc has certain blowing force. When backing welding is performed, adopt 1 excellent mechanical properties and crack resistance, as well as good low temperature single-side welding with back formation. In _addition, arc is stable, slag removal is easy 1 impact toughness. and the weld joint generated on the back side 1s beautiful. Select appropriate process to 1 prevent defects such as pores and slag inclusion. 1 --------------------------- Purpose: It is used for welding of important pressure load or low:carbon steel . thick-plate structures and low-alloy steel structures such as machinery, ships, bridges Purpose:lt is exclusively used for backing welding of carbon steel and low-alloy steel : 1 and pressure vessels. st sp c rr s e c n n t r _ _____________________________ j � � 㨀㨀' � � 㨀开 � � � � � � _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ , Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Ni Cr Mo V Test item C Mn Si s p Ni Cr Mo V Test item Guarantee �0. 䤀ꘀ �0. 䤀ꘀ �0. 㐀0 �0.20 �1.㈀ �1. �0.㈀ �0. �o. 0㔀 value Guarantee �0. 0㔀 �0. 䤀ꘀ �0. 㐀0 �0.㈀ �1.20 �1. �0.氀氀 �0.20 �0. value Measured 0.056 0. 70 0.50 0.012 0.020 0.032 0.032 0.005 0.015 value Measured 0.075 0.84 0.60 0.010 0.022 0. 031 0.030 0.007 0.013 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) Test item Rm (MPa) ReL(MPa) A(%) KV2(J) -30뀀䌀 Test item Rm (MPa) ReL(MPa) A(%) 뀀䌀 -20 -30뀀䌀 Guarantee value �20 �430 �330 �27 Guarantee value �20 �430 �27 �330 �47 520 420 58 34 Measured value 525 440 178 142 30 Measured value X-ray radiographic inspection requirements: Level I + X-ray radiographic inspection requirements: Level I Reference current (DC ) + Reference current (DC ) 瘀瘀eldmg rod 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 diamete爀∀ (mm) Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) 60~100 80~140 110~210 Welding current (A) 60~100 80~140 110~210 160~230 Welding current (A) Precautions: Welding position ° 1 Welding rods must be baked at 350 C for 1 h before welding -- -- 蠀蜀蠀蠀褀蠀 蜀蘀 Welding position 褀蠀 and they shall be baked immediately before use. Precautions: ° 2.The rust, oil stain, water and other impurities of the 1 Welding rods must be baked at 350 C for 1 h before weldment must be removed before welding. welding and they shall be baked immediately before use. 3Short arc operation is required for welding, without swing, 2.The rust, oil stain, water and other impurities of the and string bead is preferred. weldment must be removed before welding. 4.Arc strike shall be carried out outside the groove and the 3Short arc operation is required for welding, and string arc shall be extinguished at another place after the molten bead is preferred. bath is full - - - - - - - - - - 21 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 20 - - - - - - - - - - -
J427Ni J501Fe Conform to GB⸀茀 511㜀⸀ E4315 Con orm to GB⸀茀 511㜀⸀ E501㬀㐀 ISO 2560-B-E 43 15 A AWSA5.1 E7014 ISO 2560-B-E 49 14 A 1 lnst爀甀ctions:J427Ni is carbon steel welding rod covered with lowhydrogen sodium lnst爀甀ctions:J501 Fe is carbon steel welding rod covered with iron powder titanium I coating. Adopt DCRP and all-position welding is possible. It is characterized by oxide coating. The deposition efficiency is about 110%.11 can be used under AC and DC excellent low temperature impact toughness of the weld metal. and all-position welding is possible. It is characterized by excellent welding performance,! 1 stable arc, low spatter and easy slag removal; The weld joint appearance is beautiful. _____________________________ I I Purpose:1I is used for welding of important structures of low carbon steel and low-alloy steel of corresponding strength, such as steel for shipbuilding Pu爀瀀ose:1I is used for welding of carbon steel and low-alloy structures.such as (Q235 series Grades A, B, D and E), boilers, bridges.pressure vessels and other welding of ships, vehicles and mechanical structures of 16Mn, etc. 1 structures subjected to dynamic loads under low temperature conditions. _____________________________ J _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni Cr Mo V C Si s p Ni Cr Mo V Test item Test item Guarantee Guarantee �0.㐀怀 �0.0㌀㔀 �0.㜀 �0. 15 �0.20 �1.㈀ �1. �0.㈀ �0.氀氀 �0. �0. 堀꼀 �0.20 �0.氀氀 �0.䌀䔀 �o. 0㌀㔀 �1.25 �o. 䤀挀 �-0㌀㔀 value value Measured Measured 0.068 0.95 0. 26 0.007 0.018 0.37 0.030 0.002 0.012 0.087 0. 65 0.25 0.014 0.024 0.032 0.032 0.005 0.015 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Rm (MPa) ReL(MPa) A(%) Rm (MPa) ReL(MPa) A(%) Test item Test item 0뀀䌀 �430 �20 -40뀀䌀 �490 �400 �16 - �27 �330 Guarantee value Guarantee value 530 450 29 187 530 435 25 69 Measured value Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level I + Reference current (DC ) Reference current (AC.DC) welding rod Welding rod 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter· (mm) diameter (mm) 60~100 80~140 110~210 70~90 90~130 160~210 210~250 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° 1.The rust, oil stain, water and other impurities of the 1 Welding rods must be baked at 350 C for 1 h before weldment must be. welding and they shall be baked immediately before use. 2.removed before welding. 2.The rust, oil stain, water and other impurities of the 3Welding rods that have been stored for a very long weldment must beremoved before welding. period shall be baked for 1h at 180-200"C before welding. 3. It is advisable to select the single pass welding method, avoiding swing 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 3 - - - - - - 22 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - 2
J501Fe15 J502 Conform to GB/I 511㜀⸀ E5003 Conform to GB/I 511㜀⸀ E5024 AWS A5.1 E7024 ISO 2560-B-E 49 03 A J501Fe18 ISO 2560-B-E 49 24 A lnstructions:J501Fe15 and J501 Fe18 are high-efficient carbon steel welding rods 1 lnst爀甀ctions:J502 is carbon steel welding rod covered with titaniumcalcium coating. It covered with iron-powder titanium oxide coating. The deposition efficiency is about I can be used under AC and DC and all-position welding is possible. It is characterized 150% and 180% respectively. They can be used under AC and DC and are suitable for 1 by excellent welding performance and mechanical properties, stable arc, low spatter fillet welding in the flat position, downward welding and flat fillet welding. They are and easy slag removal;The weld joint appearance is beautiful. characterized by stable arc, low spatter, easy slag removal and beautiful weld joint I ------------------------------ a e ra c 1 _ � � � 㨀开: _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Purpose: It is mainly used for welding of low-alloy steel structures with tensile strength 1 2 Purpose:They are used for welding of carbon steel and low-alloy structures, such as grade of 490N / mm , such as welding of screwthreaded steel used in construction 1 welding of ships, rolling stock and boilers of Grades A,B and D steel, 16Mn, etc. and other structural steel of 16Mn, etc. _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Mn Si s p Ni Cr Mo V C Si s p Ni Cr Mo V Test item Test item Guarantee Guarantee �0.15 �0.氀氀 �0.氀氀 �0. �0.氀氀 �0.氀氀 �0. �0.㌀攀 �0.0㌀㔀 �0.㐀怀 �0.㌀攀 �0.㤀 �1.25 �1.25 �0.15 �o. 㤀 �0.20 �0.㈀ value value Measured Measured 0. 081 0.90 0.48 0.010 0.023 0.032 0.030 0.005 0.014 0. 10 0. 76 0.27 0.015 0.022 0.025 0.036 0.010 0.008 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Test item ReL(MPa) Rm (MPa) ReL(MPa) A(%) Rm (MPa) A(%) Test item 0뀀䌀 0뀀䌀 Guarantee value �490 �490 �400 �16 �47 �400 �20 �47 Guarantee value Measured value 540 465 29 79 530 435 24 96 Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II Reference current (AC.DC) Reference current (AC.DC) Welding rod Welding rod 琀ꄀ2. 5 琀ꄀ2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter'(mm) 90~130 130~160 140~200 160~220 60~100 80~140 140~220 180~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: 1.The rust, oil stain, water and other impurities of the weldment must be removed before welding. 2Welding rods that have been stored for a very long ° period shall be baked for 1h at 180-200 C before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 25 24 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J506R J506 Conform to GB/T511㜀⸀ E5016 Con orm to NB/I 4㜀⸀018 E5016 AWS A5.1 E7016 GB/T 5117 E5016 (J48•56) ISO 2560-B-E 49 16 A AWS A5.1 E7016 ISO 2560-B-E 49 16 A lnst_爀甀ctions:J506 is carbon steel welding rod covered with lowhydrogen potassium lnst爀甀ctions:J506R is carbon steel welding rod covered with lowhydrogen potassium 1 coating. It can be used under AC and DC and allposition welding is possible. It is coating that is exclusive for pressure vessels. It can be used under AC and DC and 1 1 characterized by good welding performance, stable arc, low spatter and easy slag allows all-position welding. It is characterized by good welding performance, stable arc, 1 removal. Its deposited metal has excellent mechanical properties and crack resistance, low spatter and easy slag removal. Its deposited metal has good mechanical properties and its low temperature impact toughness is good. 1 and crack resistance, and its low temperature impact toughness is good. - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -1 _____________________________ J Purpose:lt is used for welding of medium-carbon steel and low-alloy steel structures, Pu爀瀀ose:lt is used for welding of medium-carbon steel and low-alloy steel such_ as 16M_n, 09Mn2S1 and Grades A, B, D and E steel for shipbuilding, as well as structures such as pressure vessels and pressure-bearing pipes. welding of thick plates and carbon steelstructures with poor weldability. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item C Mn Si s p Ni Cr Mo V Test item Guarantee Guarantee �0. 㜀㔀 �0.15 �.015 �0.㈀攀 �0.帀쌀 �1.昀케 �O. 氀氀 �0.20 �0.氀氀 �0.15 �0.0㌀㔀 �1.昀케 �0.氀氀 �0.娀氀 �0.氀氀 �0. �0.75 �o. 0㌀㔀 value value Measured Measured 0.078 0.96 0. 54 0.007 0.013 0.008 0.028 0.007 0.004 0.080 1. 05 0.51 0.012 0.020 0.012 0.030 0.007 0.016 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Test item Rm (MPa) ReL(MPa) A(%) Rm (MPa) ReL(MPa) A(%) Test item 뀀䌀 -20 -30뀀䌀 -30뀀䌀 Guarantee value �490 �27 �400 �20 �47 �400 �22 �54 Guarantee value 490~610 Measured value 545 440 32 175 169 540 440 32 170 Measured value Water content of the coating: 㨀㔀0.35% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (AC.DC ) Reference current (AC.DC ) Welding od Welding rod / 琀ꄀ2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 1) diameter mm diameter'< mm) 60~100 80~140 110~210 160~230 90~130 140~180 180~230 Welding current (A) Welding current (A) Welding position Welding position Precautions: ° Precautions: 1 Welding rods must be baked at 350 C for 1 h before 1Welding rods must be baked at 350'C for 1h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, and string 3Short arc and string bead are preferred for welding. bead is preferred. 2 - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - - 7 - - - 6 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - 2
JQ•J506D J506Fe Con orm to GB/T 511㜀⸀ E5018 Conform to GB/T511㜀⸀ E5016 -䤀焀脀頀焀簀瘀簀焀鴀瘀蜀였저蠀픀혀椀欀---- AWS AS.1 E7016 AWS AS.1 E7018 ISO 2560-B-E 49 16 A ISO 2560-B-E 49 18 A lnst爀甀ctions:JQ.J506D is special carbon steel welding rod for backing welding covered lnst爀甀ctions:J506Fe is carbon steel welding rod covered with iron powder with low-hydrogen potassium coating. This model of welding rods has the feature that the I low-hydrogen potassium coating, and it can be used under AC and DC. Since the arc has certain blowing force. In addition, when backing welding is performed, adopt 1 coating contains iron powder, the deposition efficiency can be improved. Arc is stable, single-side welding with back formation. Meanwhile, arc is stable, slag removal is easy spatter is low, slag removal is easy,process performance is good, the deposited metal and the weld joint generated on the back side is beautiful, which can avoid root chipping 1 has good mechanicalproperties, and all-position welding is possible. and sealing run, beneficial to improving work efficiency,but it is not suitable for multi-layer 1 welding. Pu爀瀀ose:lt is used for welding of carbon steel and low-alloy steel structures, such as : Pu爀瀀ose: It is exclusively used for backing welding of the groove of carbon steel and 1 16Mn. _____________________________ I low-alloy steel structures, such as 16Mn, 09Mn2Si and Grades A, B, D, and E steel used 1 for shipbuilding. Chemical composition of deposited metal ( % ) ________________________ 1 Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item Mn C Si s p Ni Cr Mo V Test item Guarantee �0.0㌀㔀 �0.15 �1.昀케 �0. 堀꼀 �O. 氀氀 �0.20 �0.氀氀 �0.䌀䔀 �-0㌀㔀 value Guarantee �0.0㌀㔀 �0.15 �0.75 �1.昀케 �0.氀氀 �0.娀氀 �0.氀氀 �0. �o. 0㌀㔀 Measured value 0.077 1. 07 0. 54 0.005 0.014 0. 011 0.028 0.007 0.016 value Measured 0.072 0.93 0.43 0.009 0.017 0.025 0.028 0.006 0.016 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Rm (MPa) ReL(MPa) A(%) Test item Rm (MPa) ReL(MPa) A(%) Test item -30뀀䌀 �490 �400 �20 -30뀀䌀 �27 Guarantee value �400 �20 �490 �27 Guarantee value 550 455 32 156 Measured value 530 435 26 90 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (backing welding)(DC㈀㨀) Reference current (AC.DC ) Welding rod Welding rod 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter(mm) diameter (mm) 50~80 70~100 100~160 60~100 80~140 110~210 160~230 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: 1 Welding rods must be baked at 350 °C for 1 h before 1Welding rods must be baked at 350'C for 1h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, without 3Short arc operation is required for welding, and string swing, and string bead is preferred. bead is preferred. 2 - - - - - - 8 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - - 9 - - - - 2
J506Fe16 J506Fe-1 Conform to GB吀鐀 5117 E5018-1 Con orm to GBIT 511㜀⸀ E5028 AWS A5.1 E7018-1 AWS A5.1 E7028 J506Fe18 ISO 2560-B-E 49 18-1 A ISO 2560-B-E 49 28 A lnst爀甀ctions:J506Fe-1 is carbon steel welding rod covered with iron powder lnst爀甀ctions:J506Fe16 and J506Fe18 are high-efficiency carbon steel welding rods low-hydrogen potassium coating. It can be used under AC and DC and all-position covered with iron powder low-hydrogen potassium coating, of which, deposition welding is possible. Due to addition of a large number of alloying elements, it has good efficiency can reach about 160% and 180% respectively. In addition, they can be used plasticity and low temperature impact toughness, together with good welding under AC and DC. They are characterized by deposited metal with good mechanical 1 1 performance, stable arc, low spatter, easy slag removal and high deposition efficiency. properties, stable arc, low spatter, easy slag removal and beautiful weld joint appearancef They are suitable for downward welding and flat fillet welding. 1 Purpose:lt is applicable to welding of carbon steel and low-alloy steel structures such 1 as offshore oil platforms and ocean-going vessels. Pu爀瀀ose:They are used for downward welding and flat fillet welding of carbon steel - - - - - - - - - - - - - - - - - - - - - - - - - - - - - _I 1 and low-alloy steel structures, such as 16Mn, 09Mn2Si and Grades A, B, D, and E steel used for shipbuilding. Chemical composition of deposited metal ( % ) _____________________________ I Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item Mn C Si s p Ni Cr Mo V Test item Guarantee �0.0㌀㔀 �0.㤀 �0.15 �1.昀케 �0.氀氀 �0.娀氀 �0.氀氀 �0. �o. 0㌀㔀 value Guarantee �0.㤀 �0.15 �1.昀케 �O. 氀氀 �0.20 �0.氀氀 �0.䌀䔀 �o. 0㌀㔀 �-0㌀㔀 value Measured 0.069 1. 20 0. 36 0.006 0.016 0.26 0. 031 0.008 0.017 value Measured 0.077 1. 03 0.005 0.014 0. 011 0.028 0.007 0.016 0.35 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Rm (MPa) ReL(MPa) A(%) Rm (MPa) ReL(MPa) A(%) Test item Test item 뀀䌀 뀀䌀 뀀䌀 -20 -40 -45 �400 �20 �400 �20 �490 �490 �27 �27 �47 Guarantee value Guarantee value 440 33 190 184 430 26 189 535 535 Measured value Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level II + + Reference current (AC.DC ) Reference current (AC.DC ) Welding r6d Welding rod 琀ꄀ2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀4. 0 䌀䐀5. 0 diameter' (mm) diameter· (mm) 60~100 90~140 160~210 180~240 180~240 210~280 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 .Welding rods must be baked at 350 C for 1 h before 1.Welding rods must be baked at 350 C for 1h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must beremoved before welding. 3Short arc operation is required for welding and swing 3Short arc operation is required for welding, and string shall be avoided. bead is preferred. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 31 30 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J507R J507 Conform to GB/I 511㜀⸀ E5015 ⸀贀 _ _,Ⰰ堀con!!!for-"'-mⴀ䤀 to蜀鴀N尀娀BⰀ謀r爀⸀똁ᜀ4 㜀⸀⸀堀0堀樀1堀謀8E∀∀S㰀樀01 5 ___ _ ∀䤀 贀堀Ⰰ开 AWSA5.1 E7015 GB/T 5117 E5015 (J48•57) ISO 2560-B-E 49 15 A AWS A5.1 E7015 ISO 2560-B-E 49 15 A lnstructions:J507 is carbon steel welding rod covered with low hydrogen sodium coating. Adopt DCRP and all-position welding is possible. It is characterized by good lnstructions:J507R is carbon steel welding rod covered with lowhydrogen sodium 1 welding performance, stable arc, low spatter and easy slag removal. Its deposited metal coating exclusive for pressure vessels. Adopt DCRP and all-position welding is possible. 1 has excellent mechanical properties and crack resistance, and its low temperature In addition, It is characterized by excellent welding performance, stable arc, low spatter, 1 impact toughness is good. easy slag removal.and its deposited metal has excellent mechanical properties and crack resistance, as well as good low temperature impact toughness. 1 Purpose: It is used for welding of important medium-carbon steel and low-alloy steel ------------------------------ structures (pressure, dynamic load), such as 16Mn, 09Mn2Si, 09Mn2V and Grades A, B, Purpose:lt is used for welding of medium-carbon steel and low-alloy steel structures 1 1 D and E steel for shipbuilding, as well as welding of thick plates and carbon steel such as pressure vessels and pressure-bearing pipes. structures with poorweldability. -----------------------------' _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Ni Cr Mo V Test item Mn C Si s p Ni Cr Mo V Test item Guarantee �0.㈀攀 �0.15 �0.75 �1. 昀케 �0.氀氀 �0.娀氀 �0.氀氀 �o. 015 �o.m Guarantee value �0.0㌀㔀 �0.㌀攀 �0.15 �1. 昀케 �0.氀氀 �0.20 �0.氀氀 �0. �-㤀 value Measured 0.070 1. 20 0. 62 0.008 0.012 0.010 0.032 0.008 0.004 Measured value 0.087 1. 12 0.58 0.012 0. 021 0. 011 0.028 0.007 0.016 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Test item ReL(MPa) Rm (MPa) A(%) Rm (MPa) ReL(MPa) A(%) Test item 뀀䌀 -20 -30뀀䌀 -30뀀䌀 Guarantee value �490 �400 �20 �47 �27 490~610 �400 �22 �54 Guarantee value Measured value 560 450 32 150 142 545 450 32 150 Measured value Water content of the coating: 㨀㔀0.35% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) we1amg roa Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter' (mm) Welding current (A) 60~100 80~140 110~210 160~230 90~130 140~180 180~230 Welding current (A) Welding position Welding position Precautions: ° Precautions: ° 1 Welding rods must be baked at 350 C for 1 h before 1. Welding rods must be baked at 350 C for 1 h before welding and theyshall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must beremoved before welding. weldment must be removed before welding. 3Short arc and string bead are preferred for welding. 3Short arc operation is required for welding, and string bead is preferred. 32 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 33
J507X Conform to GB/⸀吀 511㜀⸀ E5028 Conform to GB/T 511㜀⸀ E5015 J507Fe16 AWS A5.1 E7028 AWSA5.1 E7015 ISO 2560-B-E 49 28 A ISO 2560-B-E 49 15 A lnstructions:J507Fe16 is high-efficiency carbon steel welding rod covered with iron powder low-hydrogen sodium coating. The deposition efficiency is lnstructions:J507X is special carbon steel welding rod covered with low-hydrogen about 160%. Adopt DCRP and it is suitable for downward welding and flat sodium coating for vertical downward fillet weld. Adopt DCRP and it has good welding fillet welding. They are characterized by deposited metal with good performance. Vertical downward welding is dominant. During welding, it is required to mechanical properties, stable arc, low spatter, easy slag removal and move from top to bottom.The arc is stable, slag removal is easy, weld ripples are beautiful weld joint appearance. uniform and weld joint appearance is beautiful. Purpose:lt is used for downward welding and flat fillet welding of carbon steel and Pu爀瀀ose:lt is applicable to welding of vertical downward fillet weld of carbon steel low-alloy steel structures, such as 16Mn, 09Mn2Si, 09Mn2V and Grades A, B, D, and and low-alloy steel structures. E steel for shipbuilding. - - - - ⸀䨀 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item Mn C Si s p Ni Cr Mo V Test item Guarantee Guarantee �0.㤀 �0.15 �1.昀케 �O. 氀氀 �0.20 �0.氀氀 �0.䌀䔀 �o. 0㌀㔀 �-0㌀㔀 �0.0㌀㔀 �0.㤀 �0.15 �1.昀케 �0.氀氀 �0.娀氀 �0.氀氀 �0. �o. 0㌀㔀 value value Measured Measured 0.067 0. 70 0.46 0.012 0.013 0.27 0.028 0.007 0.016 0.086 1. 13 0.55 0.012 0. 021 0. 011 0.028 0.007 0.016 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2 J KV2 J ) ) ( ( Rm (MPa) ReL(MPa) A(%) Test item Rm (MPa) ReL(MPa) A(%) Test item 뀀䌀 뀀䌀 -20 -30 �400 �20 Guarantee value �400 �20 �27 �27 �490 �490 Guarantee value 560 450 30 147 560 432 30 112 Measured value Measured value The water content of the coating is 㨀㔀0.60% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level II + + Reference current (DC ) Reference current (DC ) 瘀瘀eldmg rod Welding rod 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter· (mm) 180~240 210~280 80~130 110~180 160~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: ° Precautions: 1 .Welding rods must be baked at 350 C for 1 h before ° 1.Welding rods must be baked at 350 C for 1h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, dragging 3Short arc operation is required for welding and swing downward in a straight way, generally not allowing swing shall be avoided. or allowing slight swing 34 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 35
Conform to GB/⸀吀 511㜀⸀ E5016-N1 倀ⴀ Conform to GB/I 511㜀⸀ E5015-N1 倀ⴀ J507RH J506RH AWS A5.5 E7016-G AWS A5.5 E7015-G ISO 2560-B-E 49 16-N1 P ISO 2560-B-E 49 15-G P lnstructions:J506RH is high toughness ultra-low-hydrogen low-alloy steel lnstructions:J507RH is high toughness ultra-low-hydrogen low-alloy steel welding rod I welding rod covered with low-hydrogen potassium coating, which can be 1 covered with low-hydrogen sodium coating, and it adopts DCRP. It is characterized by used under AC and DC. It is characterized by good welding process, stable good welding process, stable arc, easy slag removal, and its deposited metal has arc, easy slag removal, and its deposited metal has excellent plasticity, excellent plasticity,toughness and crack resistance. All-position welding is possible. toughness and crack resistance. All-position welding is possible. Pu爀瀀ose:lt is applicable to welding of important structures of low-alloy steel, such as Purpose:lt is applicable to welding of important structures of low-alloy steel, such as 1 E36, DE36 and A537. Such as offshore platforms, ships and pressure vessels. E36, DE36 and A537. Such as offshore platforms, ships and pressure vessels. -----------------------------� Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Mo V Test item Mn C Si s p Ni Mo V Test item 0. 騀錀 o.渀ⴀ Guarantee 0. 騀錀 o.渀ⴀ �o. ㌀㔀 �0.12 �a.cm �a.cm �O.䈀贀 �o. 㤀 Guarantee �0.12 �a.挀洀 �a.挀洀 �0.㌀㔀 �O.䈀贀 �O. 砀鄀 1. 1.椀툀 value 1.椀툀 1. value Measured 0.065 1. 13 0. 28 0.006 0.015 0.65 0.009 0.005 Measured 0.073 1. 15 0.53 0.006 0.015 0.55 0.010 0.005 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) ReLIRp0.2 KV2(J) ReLIRp0.2 Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) (MPa) -40뀀䌀 (MPa) -40뀀䌀 �20 �490 �390 �27 Guarantee value Guarantee value �20 �27 �490 �390 550 450 30 138 Measured value Measured value 550 445 29 130 Diffusible hydrogen content of the deposited metal: �5.0ml/1 00g Diffusible hydrogen content of the deposited metal: �5.0ml/100g (thermal conductivity method or mercury method) (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (AC.DC ) 瘀瘀eldmg rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter· (mm) 80~120 130~180 170~240 80~120 130~180 170~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: 1.The welding rods must be baked at 400 'C for 1 h before 1 The welding rods must be baked at 400'C for 1 h before ° welding, and then placed in a 100-150 'C thermostat. They welding, and then placed in a 100-150 C thermostat. They shall be taken out immediately before use. shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2. The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3.Short arc operation is required for welding, and string 3. Short arc operation is required for welding, and string bead is preferred. bead is preferred. 36 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 37
Conform to GB/⸀吀 511㜀⸀ E5015-G 倀ⴀ Conform to GB/T 511㜀⸀ E5015-G 倀ⴀ J507Q J507Ni AWS A5.5 E7015-G AWS A5.5 E7015-G ISO 2560-B-E 49 15-G P ISO 2560-B-E 49 15-G P lnstructions:J507Ni is low-alloy steel welding rod covered with lowhydrogen lnstructions:J507Q is special low-alloy steel welding rod covered with low-hydrogen sodium coating. Adopt DCRP and all-position welding is possible. It has low sodium coating for ultra-low-hydrogen high-toughness bridge steel. Adopt DCRP. It has 1 diffused hydrogen content and excellent low temperature impact toughness. good welding performance and allows all-position welding, and the weld metal is 1 characterized by excellent plasticity, toughness and crack resistance. 1 Purpose:lt is applicable to welding of medium-carbon steel and lowtemperature steel Purpose: It is used for welding of low-alloy bridge steel structures. 1 pressure vessels, such as 16MnDR. -----------------------------� Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni C Si s p Ni Test item Test item Guarantee 1. 崀 1. 崀 Guarantee �O. 0㌀㔀 �0.㌀攀 �0.10 �1.昀케 �0.㤀 �0.10 �1.昀케 �0.㜀 �0.㈀怀 �o. cm value 2 2 value Measured Measured 0. 071 1. 05 0.50 0.006 0.014 1. 30 0.065 1. 0 0.38 0.008 0.016 1. 40 value value ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item (MPa) (MPa) -40뀀䌀 -40뀀䌀 Guarantee value �400 �20 �22 �27 �490 �490 �390 �47 Guarantee value 575 465 30 167 Measured value 550 460 30 120 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter·(mm) 90~120 120~180 160~210 80~120 130~180 170~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: ° Precautions: 1.The welding rods must be baked at 350-400 C for 1 h ° ° 1 .Welding rods must be baked at 350 C for 1 h before before welding.and then placed in a 100-150 C thermostat. welding and they shall be baked immediately before use. They shall be taken out immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, and string bead is preferred. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 39 38 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
J507FeNi J507CrNi Conform to GB吀鐀 511㜀⸀ E5018-G e Conform to GB/I 511㜀⸀ E5015-G e AWSA5.5 E7018-G AWSA5.5 E7015-G I SO 2560-B-E 49 18-G P ISO 2560-B-E 49 15-G P I lnstructions:J507CrNi is low-alloy steel welding rod covered with lowhydrogen sodium 1 lnstructions:J507FeNi is low-alloy steel welding rod covered with ironpowder coating which can resist seawater corrosion, with good plasticity, low temperature low-hydrogen coating. Adopt DCRP and all-position welding is possible. It has low toughness and seawater corrosion resistance.Adopt DCRP and all-position welding is diffused hydrogen content and excellent low temperature impact toughness. possible. Purpose:lt is applicable to welding of medium-carbon steel and lowtemperature Purpose:lt is applicable to welding of important marine structures with seawater steel pressure vessels, such as 16MnDR corrosion resistance of Q235, 16Mn and Cr-Al systems. - - - - - - - - - - - - - - - - - - - - - - - - - - - - - _I _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni C Si s p Cr Ni Cu Test item Test item O.케錀 0. 开 0. 开 Guarantee Guarantee 1. 崀2. �0.0㌀㔀 �0.0㌀㔀 �0.0㌀㔀 �0.㌀攀 �0.㤀 �O. 砀鄀 �0.10 �1. 昀케 �0.10 �1. 昀케 0.㔀 0.㔀 value 0. 堀氀 value Measured Measured 0.070 1. 12 0.25 0.006 0.016 1. 40 0.065 0.95 0. 33 0.006 0.016 0. 70 0.42 0.30 value value ° ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Test item Rm (MPa) A(%) Rm (MPa) A(%) (MPa) (MPa) -30뀀䌀 -40뀀䌀 Guarantee value Guarantee value �400 �20 �400 �20 �490 �490 �27 �27 575 460 30 140 Measured value 565 465 26 136 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete爀∀(mm) diameter·(mm) 90~120 120~180 160~210 90~120 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1.The welding rods must be baked for 1h at about 350 C 1.Welding rods must be baked at 350 C for 1h before before use and they shall be taken out immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is adopted for welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 41 40 - - - - - - - - - - - • Tianjin Golden Bridge Welding Materials Group Co.,Ltd
J507NiTiB J507Mo Con orm to GBIT 511㜀⸀ E5015-G 倀ⴀ Conform to GB/T 5117 E5015-G 倀ⴀ AWS A5.5 E7015-G AWS A5.5 E7015-G ISO 2560-B-E 49 15-G P ISO 2560-B-E-49 15-G P lnstructions:J507NiTiB is high-toughness low-alloy steel welding rod covered with lnstructions:J507Mo is low-alloy steel welding rod covered with lowhydrogen sodium 1 low-hydrogen sodium coating. Its deposited metal contains Ni-Ti-B elements, which coating, resisting H2S corrosion. Adopt DCRP and allposition welding is possible. Its makes it have excellent impact toughness at low temperature. The welding rod has good 1 deposited metal has good corrosion resistance and crack resistance, as well as good process performance. Adopt DCRP and all-position welding is possible. 1 welding performance. ------------------------------ 1 Purpose:lt is applied to welding of ships, boilers, pressure vessels, mining engineering Purpose:lt is applicable to welding of corrosion resistant steel containing 1 machinery, offshore engineering structures and other important structures. elements such as Mo, V or low Al. Such as welding of 12CrMoVAI and steel ° - - - - - - - - - - - - - - - - - - - - - - - - - - - - - _I that can resist high temperature of 400 C and S and H2S corrosion. -----------------------------' Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Ti B C Mn Si s p Mo V Test item Test item 0. 㸀餀 0.010- 0. 1- 0. 㸀餀 Guarantee Guarantee �1.昀케 �0. 堀꼀 �1.昀케 �0.娀氀 �0.㌀攀 �0.㌀攀 �0.㤀 �o. 0㌀㔀 �o. 0㌀㔀 �0.10 �0.10 0. 0. 礀爀 0. 搀 0. value value Measured Measured 0.056 1. 14 0.26 0.005 0.014 0.56 0.027 0.003 0.054 0. 78 0.27 0.011 0.018 0.46 0. 11 value value ° ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item (MPa) (MPa) -40뀀䌀 -30뀀䌀 �400 �20 �400 �20 �490 �27 �490 �27 Guarantee value Guarantee value 545 455 30 155 560 460 30 132 Measured value Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) 瘀瘀e1amg roa 瘀瘀eldmg rod 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diameter (mm) Welding current (A) Welding current (A) 60~100 80~130 120~190 160~230 60~90 90~130 110~180 160~210 Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 400 C for 1 h before 1 Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is adopted for welding, and string 3S hort arc operation is required for welding, and string bead is preferred. bead is preferred. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 43 42 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
J507MoW J556 Conform to GB/T5117 E5015-G 倀ⴀ Conform to GBf吀⸀ 5117 E5516-G 倀ⴀ AWS A5.5 E7015-G AWS A5.5 E8016-G I SO 2560-B-E 49 15-G P I SO 2560-B-E 55 16-G P 1 lnstructions:J507MoW is low-alloy steel welding rod covered with lowhydrogen lnstructions:J556 is low-alloy steel welding rod covered with lowhydrogen potassium sodium coating, resisting H, N and NH3 corrosion. Adopt DCRP and all-position coating and it can be used under AC and DC. Allposition welding is possible. ------------------------------ welding is possible. Its deposited metal has good corrosion resistance and welding performance. Purpose:lt is applicable to welding of medium-carbon steel and lowalloy steel Purpose:lt is used for welding of low-alloy steel containing such elements as Mo, W, structures, such as 15Mn Ti and 15MnV. Nb and V and resisting H, N and NH3 corrosion under high temperature and high pressure, such as welding of 1 0MoWVNb resisting hydrogen corrosion under high 1 Chemical composition of deposited metal ( % ) temperature and high pressure or steel resisting H, N and NH3 corrosion under high temperature and high pressure. Mn C Si s p -----------------------------� Test item Chemical composition of deposited metal ( % ) Guarantee �0.12 �1.昀케 �-cm �o. cm �0.㤀 value C Mn Si s p Mo w V Nb Test item Measured 0.073 1. 38 0. 25 0.006 0.015 value 0. 㔀 - 0.㔀 - Guarantee �0.10 �0. �0.㈀怀 �0.㈀怀 �0.20 �0.12 �-㔀 0. 㤀 0. 㤀 value ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Measured 0.052 0. 78 0.27 0.006 0.012 0.53 0.54 0. 11 0.050 value KV2(J) ReLIRp0.2 Mechanical properties of deposited metal Test item Rm (MPa) A(%) ° (MPa) (740 C x 2.5h heat treatment) Guarantee value �550 �460 �17 -30뀀䌀 �27 KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) 0뀀䌀 Measured value 575 485 26 136 Guarantee value �400 �20 �490 �27 X-ray radiographic inspection requirements: Level I Measured value 650 560 23 60 + Reference current (AC.DC ) X-ray radiographic inspection requirements: Level I Welding rod + 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) Reference current (DC ) 80~140 110~210 160~230 Welding od Welding current (A) 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 / i l diameter mm Welding position Precautions: 60~90 90~120 110~180 160~210 Welding current (A) ° 1 .Welding rods must be baked at 350 C for 1 h before Precautions: welding and they shall be baked immediately before use. ° Welding position 1 .Welding rods must be baked at 350 C for 1 h before 2.The rust, oil stain, water and other impurities of the welding and they shall be baked immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the 3Short arc operation is required for welding, and string weldment must be removed before welding. bead is preferred. 3Short arc operation is required for welding, and string bead is preferred. 4. The medium-thickness weldment shall be preheated at ° about 150 C before welding, and tempered at ° 740 C after welding. 㐀㐀 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 㐀㔀
J556RH J557 Con orm to GBIT 511㜀⸀ E5516-N1 倀ⴀ Conform to GB/T 511㜀⸀ E5515-G 倀ⴀ AWS A5.5 E8016-G AWSA5.5 E8015-G ISO 2560-B-E 55 16-N1 P ISO 2560-B-E 55 15-G P lnstructions:J556RH is high-toughness welding rod covered with ultralow hydrogen potassium coating. Its deposited metal has excellent plasticity, lnstructions:J557 is low-alloy steel welding rod covered with lowhydrogen sodium toughness and crack resistance. It can be used under AC and DC, but it is coating and it adopts DCRP. All-position welding is possible. ------------------------------ recommended to adopt DCRP and all-position welding is possible. Purpose:lt is applicable to welding of medium-carbon steel and lowalloy steel Purpose:lt is applicable to important low-alloy steel structures such as pressure structures, such as 15MnTi and 15MnV. vessels, offshore production platforms and ships. -----------------------------� Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Test item C Mn Si s p Ni Mo V Test item Guarantee 0. 昀椀l- 0. 䤀뜀- Guarantee �0.㤀 �0.12 �1.昀케 �0.氀묀 �0.氀묀 �0.12 �o. 氀砀 �o. 㔀怀 �o. 㤀 �o.爀턀 �o. ㌀㔀 value value 1.昀케 1. Measured Measured 0.074 1. 32 0.50 0.007 0.015 0.076 1. 10 0.22 0.004 0.017 0.81 0. 15 0.005 value value ° ° Mechanical properties of deposited metal (62O C x 1 h heat treatment) Mechanical properties of deposited metal (62O C x 1 h heat treatment) KV2(J) KV2(J) ReLIRpO.2 ReLIRpO.2 Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) (MPa) (MPa) -4O뀀䌀 -3O뀀䌀 �550 �460 �17 �27 Guarantee value Guarantee value �550 �460 �17 �27 590 500 28 108 Measured value Measured value 585 485 28 120 Diffusible hydrogen content of the de osited metal: 㨀匀S.0ml/1 00g p X-ray radiographic inspection requirements: Level I (thermal conductivity method or mercury method) + X-ray radiographic inspection requirements: Level I Reference current (DC ) + Reference current (AC.DC ) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete爀✀ (mm) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) 80~140 110~210 160~230 Welding current (A) 80~140 130~180 170~240 Welding current (A) Welding position Precautions: ° 1 Welding rods must be baked at 350-400 C for 1 h before Welding position Precautions: ° welding and they shall be baked immediately before use. 1.The welding rods must be baked at 400 C for 1 h before ° 2.The rust, oil stain, water and other impurities of the welding, and then placed in a 100-150 C thermostat. They weldment must be removed before welding. shall be taken out immediately before use. 3Short arc operation is required for welding, and string 2.The rust, oil stain, water and other impurities of the bead is preferred. weldment must be removed before welding. 3Short arc operation is required for welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 47 46 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J557R J557RH Con orm to NB/I 4㜀⸀018 E5515-G 倀ⴀ Conform to GB/I 511㜀⸀ E5515-N1 e GB/T 5117 E5515-G P AWS A5.5 E8015-G AWS A5.5 E8015-G ISO 2560-B-E 55 15-N 1 P ISO 2560-B-E 55 15-G P lnstructions:J557RH is high-toughness welding rod covered with ultra-low hydrogen lnstructions:J557R is low-alloy steel welding rod covered with low-hydrogen sodium coating. Its deposited metal has excellent plasticity.toughness and crack sodium coating exclusive for pressure-bearing equipment.Adopt DCRP and resistance. Adopt DCRP and all-position welding is possible. 1 ------------------------------ all-position welding is possible. _____________________________ J Purpose:lt is applicable to important low-alloy steel structures such as pressure Purpose:lt is applicable to welding of low-alloy steel structures of corresponding vessels, offshore production platforms and ships. strength grade for pressure vessels. -----------------------------� Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Ni Mo V Test item 0.椀 0. ㌀紀- Guarantee Mn C Si s p �a.cm �a.cm �0.㔀怀 �0.㌀㔀 �0.12 �0.90 Test item 1. 昀케 1. value Guarantee Measured �o. 015 0.068 1. 25 0.30 0.007 0.016 0.80 0. 20 0.006 �0.㈀攀 �0.㤀 �0.12 �1. 昀케 value value Measured 0.076 1. 40 0.48 0.006 0. 011 ° value Mechanical properties of deposited metal (620 C x 1 h heat treatment) ° KV2(J) Mechanical properties of deposited metal (620 C x 1 h heat treatment) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) -40뀀䌀 KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) Guarantee value �460 �550 �17 �27 -40뀀䌀 Measured value Guarantee value 550-670 �460 �20 600 510 28 120 �54 600 510 28 120 Measured value Diffusible hydrogen content of the deposited metal: 㨀匀5.0ml/100g (thermal conductivity method or mercury method) Water content of the coating: 㨀匀0.20% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) 瘀瘀eldmg rod 瘀瘀eldmg rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter·(mm) Welding current (A) 80~120 130~180 170~240 80~120 130~180 170~240 Welding current (A) Precautions: Welding position Welding position Precautions: ° ° 1 .The welding rods must be baked at 350-400 C for 1.5h 1.The welding rods must be baked at 400 C for 1 h before ° ° before welding.and then placed in a 100-150 C thermostat. welding, and then placed in a 100-150 C thermostat. They shall be taken out immediately before use. They shall be taken out immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, and string 3Short arc operation is required for welding, and string bead is preferred. bead is preferred. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 49 㐀㠀 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
J607 J606RH Conform to GB/T 32533 E5915-3M2 倀ⴀ Conform to GB⼀吀32533 E5916-G 倀ⴀ 尀蠀꤀需ꠀ씀伀簀簀焀䬀==娀樀帀贀글꤀눁ጀ ____ _ AWS A5.5 E9016-G AWSA5.5 E9015-D1 Equivalent to ISO 18275-B-E 5916-N1M1 P ISO 18275-B-E 59 15-3 M2 P lnstructions:J606RH is high-roughness welding rod covered with ultralow hydrogen potassium coating for 590MPa crack-free steel of pressure vessels and it can be used under AC and DC. It is characterized by good notch impact lnstructions:J607 is low-alloy high-strength welding rod covered with low-hydrogen toughness and crack resistance and allows all-position welding. sodium coating and it adopts DCRP. I ------------------------------ I ------------------------------ Purpose:lt is applied to welding of important structures, such as pressure vessels, 1 bridges, down comers of hydropower stations and marine engineering and it can be well Purpose:lt is used for welding of medium-carbon steel and low-alloy steel of 1 matched with CF60 (62) steel. corresponding strength, such as 15MnVN. I ------------------------------ _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Mo Test item Mn C Si s p Mo Test item Guarantee 0.10- 0. 昀昀i- �0.㈀攀 �0.10 �1. �0. �0.㈀餀 value 0.⠀娀 1. 20 Guarantee 1. 25- O.愀ⴀ �0.12 �o. cm �o.爀턀 �O. 昀씀 value 1. 75 0.㐀㔀 Measured 0.087 1. 31 0. 23 0.006 0.017 1. 14 0. 18 value Measured 0.059 1. 38 0.47 0.006 0.014 0. 35 value ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) ReLIRp0.2 Rm (MPa) A(%) Test item (MPa) -40뀀䌀 KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) -20뀀䌀 �620 �530 �17 �47 Guarantee value Guarantee value �620 �530 �17 �27 610 21 76 590 Measured value Measured value 640 110 25 545 Diffusible hydrogen content of the deposited metal: 㨀匀5.Oml/1OOg (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (AC.DC ) 瘀瘀eldmg rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter' (mm) Welding current (A) 80~120 130~180 170~240 80~140 110~210 160~230 Welding current (A) Precautions: ° Welding position Welding position Precautions: 1Welding rods must be baked at 350 C for 1h before ° 1.The welding rods must be baked at about 400 C for 1 h welding and they shall be baked immediately before use. ° before welding, and then placed in a 100-150 C thermostat. 2.The rust, oil stain, water and other impurities of the They shall be taken out immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the 3Short arc operation is required for welding, and string weldment must be removed before welding. bead is preferred. 4When the weldment is relatively thick, it shall be ° preheated until temperature reaches above 150 C Then, conduct slow cooling after welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 53 52 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J607Ni Conform to GB/I 32533 E6215-G e J607RH Conform to GB⼀吀32533 E5915-G 倀ⴀ 言蠀瀀꤀笀鸀簀ꌀ瘀焀ꌀ글开笀樀稀✀ⴀ䐀䐀�簀ꌀ묀뤀 ___ _ AWSA5.5 E9015-G AWSA5.5 E9015-G Equivalent to ISO 18275-B-E 59 15-N1 M1 P I SO 18275-B-E 62 15-G P lnstructions:J607RH is high-roughness welding rod covered with ultralow lnstructions:J607Ni is low-alloy high-strength steel welding rod covered with hydrogen sodium coating for 590MPa crack-free steel of pressure vessels and it low-hydrogen sodium coating and it adopts DCRP. Its deposited metal is characterized adopts DCRP. It is characterized by good notch impact toughness and crack by good notch impact toughness and crack resistance and allows all-position welding. 1 resistance and allows all-position welding. ------------------------------ I ------------------------------ 1 Purpose:lt is applied to welding of important structures, such as pressure vessels, Purpose:lt is applied to welding of structural steel of corresponding strength grade 1 bridges, down comers of hydropower stations and marine engineering and it can be well and has reheating cracking tendency, such as welding and repair welding of nuclear 1 matched with CF60 (62) steel. 1 reactor shells, boiler drums, chemical containers and storage tanks. 1 ----------------------------- 7 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Ni Mo Test item Mn C Si s p Ni Mo Test item Guarantee 0. 昀昀i- 0.10- �0.㈀攀 �0.10 �1. �0. �0.㈀餀 Guarantee 0.10- 1. 20- value 1. 20 Q_ ⠀爀 �0.10 �1. �a.挀洀 �o. cm �- value 1.㔀 0.㐀 Measured 0. 061 1. 30 0.32 0.005 0.013 1. 15 0. 24 Measured value 0.068 1. 47 0.52 0. 011 0.015 1. 23 0. 18 value ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) KV2(J) (MPa) ReLIRp0.2 -40뀀䌀 Test item Rm (MPa) A(%) (MPa) -40뀀䌀 �17 �590 �490 Guarantee value �47 Guarantee value �620 �17 �530 �34 650 550 26 120 Measured value Measured value 660 570 26 80 Diffusible hydrogen content of the deposited metal: �5.0ml/100g (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod 瘀瘀eldmg rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter· (mm) Welding current (A) 80~120 130~180 170~240 Welding current (A) 80~120 130~180 170~240 Precautions: Welding position Welding position Precautions: ° ° 1 Welding rods must be baked at 350 C for 1 h before 1.The welding rods must be baked at about 400 C for 1 h ° welding and they shall be baked immediately before use. before welding.and then placed in a 100-150 C thermostat. ° Place it in a 100-150 C thermostat and take it out They shall be taken out immediately before use. immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The weldment must be cleaned of impurities such as weldment must be removed before welding. oil stain, rust and water before welding. 3Short arc operation and string bead are preferred for welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 55 54 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J707 -G 倀ⴀ •J607RH QG 伀瀀 rm焀脀to뜀뤀G伀瘀B/T 3伀开25萀뜀33吀吀E뤀萀59蜀鴀15伀笀 - n瘀ꠀf 簀脀 o JQ o o Con rm to GBf吀⸀ 32533 E6915-G 倀ⴀ AWS A5.5 E9015-G AWS A5.5 E10015-D2 I SO 18275-B-E 62 15-G P Equivalent to ISO 18275-B-E 69 15-4 M2 P lnstructions:JQ•J607RHQG is high-toughness welding rod covered with ultra-low hydrogen sodium coating, characterized by good welding performance, easy arc lnstructions:J707 is low-alloy high-strength steel welding rod covered with low strike, soft arc, extremely low spatter, easy slag removal, and fine and beautiful hydrogen sodium coating. Adopt DCRP and all-positionwelding is possible. If weld ripples, and all-position welding is possible. The deposited metal is reliably necessary, the weldment shall be preheated before welding and tempered after welding. purified and refined, and has good low temperature impact toughness and crack ° ------------------------------ resistance. Its impact toughness is still high even at -60 C. 1 ------------------------------ Purpose:lt is mainly used for welding of low-alloy steel structures of corresponding Purpose:lt is used for welding of crack-free steel structures with tensile strength of strength. 15MnMoV, 14MnMoVB, 18MnMoNb, etc., the post-weld structure can work 590MPa used by pressure vessels, for example: welding of the ethylene spherical tank ° under as-welded or tempering (550-650 C) condition. structure -----------------------------� Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Mo Test item Mn C Si s p Mo Test item 0.10- 2 崀 Guarantee 0. 㔀开 1.㘀㔀- Guarantee �0.㨀ꄀ �0.10 �0. �0.015 �o. ㈀怀 �0.㌀攀 �0.㌀攀 �0.15 �o. 昀씀 value O. 氀氀 2 㜀 2. 0.45 value Measured Measured 0.056 1. 02 0.30 0.004 0.013 2.43 0. 15 0.074 1. 83 0. 30 0.005 0.018 0.37 value value ° Mechanical properties of deposited metal (580 C x 2h heat treatment) ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) KV2(J) ReLIRp0.2 (MPa) -60뀀䌀 Test item Rm (MPa) A(%) (MPa) -30뀀䌀 Guarantee value �60 �17 �590 �490 Guarantee value �690 �600 �16 �27 630 535 25 120 Measured value Measured value 730 630 24 72 Diffusible hydrogen content of the deposited metal: �4. 0ml/100g (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) 瘀瘀eldmg rod Welamg 爀漀a 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter (mm) Welding current (A) 80~120 130~180 170~240 80~140 110~210 160~230 Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1.The welding rods must be baked at 400 C 昀漀r 1.5h before 1 Welding rods must be baked at 350 C for 1 h before ° welding, and then placed in a 100-150 Cthermostat They welding and they shall be baked immediately be昀漀re use. shall be taken out immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation and string bead are preferred for welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 57 56 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J707RH J707Ni Conform to GB吀鐀 32533 E6915-G 倀ⴀ Con orm to GBIT 32533 E6915-G 倀ⴀ AWSA5.5 E10015-G AWSA5.5 E10015-G ISO 18275-B-E 69 15-G P ISO 18275-B-E 69 15-G P lnstructions:J707Ni is low-alloy high-strength steel welding rod covered with low 1 1 lnstructions:J707RH is ultra-low hydrogen high-toughness welding rod covered with hydrogen sodium coating. Adopt DCRP and all-position welding is possible. Its 1 low-hydrogen sodium coating. Adopt DCRP, and allposition welding is possible. Welding deposited metal has good low temperature toughness and crack resistance. 1 performance is good, and the deposited metal has good plasticity and toughness. I Purpose:lt is applied to welding of low-alloy high-strength steel structures of corresponding strength grade. Low-alloy high-strength steel such as 14MnMoVB, Purpose:lt is used for welding of hull structures and also for welding of important WEL-TEN70, and HW56 from Japan. high-strength steel structures with yield strength 㨀瘀590MPa. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Mo Test item Mn C Si s p Ni Mo Test item 0.㈀㔀- 1. 20- 2 崀 Guarantee Guarantee �0.10 �0.㈀怀 �o. ㈀怀 �-㔀 1. 昀昀i- O.伀阀 value 1. 昀씀 2 0. 昀씀 �0.10 �1. �O. 昀씀 �o.爀턀 �o.爀턀 value 2. 20 0. 昀씀 Measured Measured 0.053 1. 45 0. 19 0.005 0. 011 2.47 0.36 value 0.052 1. 22 0. 13 0.005 0.012 2. 10 0.46 value ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) KV2(J) ReLIRp0.2 (MPa) -50뀀䌀 Test item Rm (MPa) A(%) (MPa) -50뀀䌀 Guarantee value �690 �600 �16 �34 �27 Guarantee value �690 �600 �16 Measured value 740 650 23 80 730 625 22 68 Measured value Diffusible hydrogen content of the deposited metal: �5.0ml/1 00g (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter'(mm) diameter' (mm) 80~140 130~210 160~230 80~120 130~180 170~240 Welding current (A) Welding current (A) Welding position Precautions: Welding position Precautions: ° ° 1 Welding rods must be baked at 350-400 C for 1 h before 1 Welding rods must be baked at 400 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation and string bead are preferred for 3Short arc operation and string bead are preferred welding. for welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 59 58 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
J757Ni J757 Conform to GB吀鐀 32533 E㼀⸀615-G 倀ⴀ Conform to GB⸀茀 32533 E㼀⸀615-G 倀ⴀ AWSA5.5 E11015-G AWSA5.5 E11015-G ISO 18275-B-E 76 15-G P ISO 18275-B-E 76 15-G P lnstructions:J757 is low-alloy high-strength steel welding rod covered with low 1 lnstructions:J757Ni is low-alloy high-strength steel welding rod covered with hydrogen sodium coating. Adopt DCRP and all-position welding is possible. low-hydrogen sodium coating. Its deposited metal has good comprehensive mechanical 1 properties, especially that it has high low temperature impact toughness and excellent 1 crack resistance. Adopt DCRP and all-position welding is possible. 1 ------------------------------ Purpose:lt is used for welding of low-alloy high-strength steel structures with tensile Purpose:lt is mainly applied to welding of steel of corresponding strength grade, such strength equivalent to about 740MPa. 1 as 14MnMoNbB and WEL-TEN80. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Mo C Si s p Ni Mo Cr Test item Test item Guarantee 0.㐀 - Guarantee 2. - �0.氀餀 �0.20 �1. �0. 昀케 �0.氀묀 �0.氀묀 �1. �0.10 �1. �0. 昀케 �0.氀묀 �0.20 value value 2. 昀케 0. 㜀 Measured 0.052 1. 53 0. 17 0.006 0.012 2. 10 0.48 0.030 value ° ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Rm (MPa) A(%) Rm (MPa) A(%) Normal Test item (MPa) (MPa) temperature -40C " - Guarantee value 㨀ꈀ15 㨀ꈀ15 㨀ꈀ27 㨀ꈀ760 㨀ꈀ670 㨀ꈀ760 㨀ꈀ670 Guarantee value 790 680 22 60 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter'(mm) diameter' (mm) 80~110 130~170 160~230 60~90 80~130 140~180 180~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 400 C for 1 h before 1 Welding rods must be baked at 400 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation and string bead are preferred for 3Short arc operation is required for welding, and string welding. bead is preferred. - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - 61 - - - - - - - - - 60 - - 吀椀anjin Golden Bridge Welding Materials Group Co. ,Ltd - - - -
J807RH J807 Conform to GB/I 32533 E7615-G e AWSAS.5 E11015-G ISO 18275-B-E 76 15-G P Equivalent tolSO 18275-B-E 78 15-N4M2 A lnstructions:J807RH is low-alloy high-strength steel welding rod covered with lnstructions:J807 is low-alloy high-strength steel welding rod covered with low-hydrogen sodium coating, which adopts DCRP and allposition welding is possible. low-hydrogen sodium coating, which adopts DCRP and all-position welding is It has excellent welding performance and excellent plasticity and low temperature possible. It has excellent process performance and crack resistance. impact toughness. ------------------------------ Purpose:lt is mainly used for welding of 14MnMoNbB steel and lowalloy 1 Purpose:lt is used for welding of important structures of low-alloy steel (ASTM A514 and high-strength steel structures of corresponding strength grade. A517, CF80) of 挀漀rresponding strength grade, such as downcomers of hydropower stations, 1 pressure vessels, bridges and marine engineering, which is good supporting welding rod for 1 te I. o 1 �� 㨀쬀 � _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Mo Test item Mn C Si s p Mo Test item Guarantee 0. 开 2 - .漀鼀 �0.10 �1. �0.020 �o. ㈀攀 �-㠀 Guarantee o �0.10 �2 �0. 昀케 �0.氀묀 �0.氀묀 value 2㠀 0.㔀 1. value Measured Measured 0.075 1. 72 0.60 0.006 0.012 2.28 0.40 0.080 1. 80 0.35 0.008 0.018 0.90 value value Mechanical properties of deposited metal (as-welded) ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) KV2(J) ReLIRp0.2 -40C " Test item Rm (MPa) A(%) Nonnal (MPa) temperature 㨀ꈀ780 㨀ꈀ690 㨀ꈀ15 㨀ꈀ34 Guarantee value 㨀ꈀ15 Guarantee value 㨀ꈀ760 㨀ꈀ670 㨀ꈀ27 830 735 19 85 Measured value 855 770 21 95 Measured value Diffusible hydrogen content of the deposited metal: 㨀匀5.Oml/1OOg (thermal conductivity method or mercury method) X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diamete爀✀(mm) 90~120 140~180 170~220 80~120 130~180 170~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 400 C for 1 h before 1.The welding rods must be baked at 400 C for 1 h before ° welding and theyshall be baked immediately before use. welding, and then placed in a 100-150 C thermostat. They 2.The rust, oil stain, water and other impurities of the shall be taken out immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the 3Short arc operation shall be adopted for welding and weldment must be removed before welding. too wide weld joints shall be avoided. The weld joint equal 3Short arc operation is required for welding, and string to 2-3 times the diameter of welding rod is suitable. bead is preferred. - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d 62 - 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - - 63 - - - -
J857 J857Cr Conform to GB吀鐀 32533 E8315-G 倀ⴀ Con orm to GBIT 32533 E8315-G 倀ⴀ AWS A5.5 E12015-G AWSA5.5 E12015-G ISO 18275-B-E 83 15-G P ISO 18275-B-E 83 15-G P I lnstructions:J857 is low-alloy high-strength steel welding rod covered with low-hydrogen sodium coating, which adopts DCRP and all-position welding lnstructions:J857Cr is low-alloy high-strength steel welding rod covered with low-hydr�en is possible. sodium coating, which adopts DCRP and all-position welding is possible. I ------------------------------ Purpose: It is used for welding of low-alloy high-strength steel pressure vessels with Purpose:lt is used for welding of low-alloy high-strength steel structures with tensile tensile strength equivalent to about 830MPa and other structures Such as 14CrMnMoVB, strength equivalent to about 830MPa. 30CrMo and 35CrMo steel. I _____________________________ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn Cr C Si s p Mo C Si s p Mo Test item Test item - - 0. 昀昀i- 0.㜀 0.㔀 Guarantee Guarantee �0.15 �0.15 �1. �O. 昀케 �0.㌀攀 �0.㌀攀 �0.㜀 �o. 0㌀㔀 �1.(堀䨀 �-0㌀㔀 1. 20 1.10 1. value value Measured Measured 0.084 2.30 0.44 0.005 0.018 0. 68 0.078 1. 70 0.32 0.005 0.015 1. 00 0.92 value value ° ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal (620 C x 1 h) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Test item Rm (MPa) A(%) Rm (MPa) A(%) Normal Normal (MPa) (MPa) temperature temperature - - Guarantee value Guarantee value �830 �830 �14 �14 �740 �740 Measured value Measured value 875 770 24 95 930 815 21 76 X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) 瘀瘀eldmg rod Welding rod 琀ꄀ2. 5 琀ꄀ2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter' (mm) 60~90 80~110 130~170 160~200 60~90 80~110 130~170 160~200 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 .The welding rods must be baked at 400 C for 1 h before 1.The welding rods must be baked at 400 C for 1 h before ° ° welding, and then placed in a 100-150 C thermostat. welding, and then placed in a 100-150 C thermostat. They shall be taken out immediately before use. They shall be taken out immediately before use. 2.Remove rust and dirt from the weldment before welding 2.Remove rust and dirt from the weldment before welding ° ° and preheat it to about 200 C and preheat it to about 200 C ° ° 3 After welding, it can be tempered at 600-650 C to 3After welding, it can be tempered at 600-650 C to eliminate internal stress. eliminate internalstress. Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 65 64 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•J J857CrNi 8 5 7 T Conform to GB⸀茀 32533 E8315-G Conform to GB⸀茀32533 E8315-G 倀ⴀ AWS E12015-G ISO 18275-B-E 83 15-G A lnstructions:JQ·J857T is low-alloy high-strength steel welding rod covered with low lnstructions:J857CrNi is low-alloy high-strength steel welding rod covered with hydrogen sodium coating. Adopt DCRP, and allposition welding is possible. Welding low-hydrogen sodium coating and allows all-position welding. It has excellent performance is good. After deposited metal accepts quenching and tempering heat welding performance and excellent low temperature toughness and crack treatment after welding (the quenching and tempering heat treatment process adopts ° resistance. Adopt DCRP. Grade E steel heat treatment method, namely immersion-type 900 C quenching and ° tempering above 500 C), excellent mechanical properties of high strength and high toughness can be obtained, completely satisfying requirements for mechanical Purpose:lt is mainly used for repair welding of defects of train couplers made of Grade properties of Grade E cast steel. E steel, as well as welding of low-alloy steel structures with tensile strength equivalent to about 830MPa, such as WEL-TEN80 and WEL-TEN80C. Purpose:lt can be widely applied to repair welding of defects of components such as tow I hooks and hooks of railway vehicles made of Grade E cast steel. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Cr Ni Mo V Test item Mn C Si s p Ni Mo Test item - - 0. ㌀紀 0. ㌀紀 Ur 1.75- Guarantee �a.cm �a.cm �O.愀椀 �O. ꤀뀀 �0.10 Guarantee 2. 25 1.� 0. 㔀㔀 1.㌀紀- 2 - 2.� value �o. 0㌀㔀 �0. �o.爀툀 �1. �-� value 4. 2. Measured 0.076 1. 70 0.45 0.005 0.015 0.50 2.46 0.36 0.015 Measured value 0.058 1. 41 0. 19 0.006 0.012 3. 12 0.48 value Mechanical properties of deposited metal (after quenching and tempering Mechanical properties of deposited metal (as-welded) treatment) KV2(J) ReLIRp0.2 KV2(J) ReLIRp0.2 Test item Rm (MPa) A(%) ° Rm (MPa) A(%) Test item ° (MPa) 50 - C (MPa) 40 - C Guarantee value �830 �14 �740 �27 �830 �14 �740 �27 Guarantee value Measured value 870 835 18 55 875 810 17 46 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter'(mm) diameter'(mm) 90~120 140~180 170~210 90~120 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 400 C for 1 h before 1 Welding rods must be baked at 400 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. ° 3After welding, tempering at 620 C can be performed to 3The weldment is subject to quenching and tempering ° eliminate internal stress. treatment after welding, namely, water quenching at 900 C and tempering at 550'C before air cooling. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 7 - - - - - - 66 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - 6
J107 Conform to GBf吀⸀ 32533 E8815-G 倀ⴀ Conform to GB吀鐀 32533 E9815-G 倀ⴀ lnstructions:J907Cr is low-alloy high-strength steel welding rod covered with lnstructions:J107 is low-alloy high-strength steel welding rod covered with low-hydrogen sodium coating, which adopts DCRP and allpositionwelding is low-hydrogen sodium coating, which adopts DCRP and all-position welding is possible. possible. _____________________________ J Purpose:lt is used for welding of low-alloy high-strength steel pressure vessels with 1 1 Purpose: It is applicable to welding of low-alloy high-strength steel structures with tensile tensile strength equivalent to about 880MPa and other structures. Such as 14CrMnMoVB, 1 strength equivalent to about 980MPa. 1 30CrMo and 35CrMo steel. -----------------------------' Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Mo Test item Mn C Si s p Cr Mo V Test item Guarantee �o. 20 �1.m �O.氀氀 �0.㌀攀 �0.㌀攀 �0.㜀 - 0.㜀 0. 鈀- O.昀昀i- Guarantee value �0.15 �0.㌀攀 �0.㌀攀 �1.(堀䨀 �0. 1.10 1. 0.15 value Measured 0.085 2. 77 0.37 0. 011 0.017 0. 74 value ° ° Mechanical properties of deposited metal (620 Cx1 h) Mechanical properties of deposited metal (620 Cx1 h) ReLIRp0.2 KV2(J) ReLIRp0.2 Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) Normal (MPa) (MPa) temperature �880 �780 �12 - Guarantee value Guarantee value �980 �880 �12 X-ray radiographic inspection requirements: Level I Measured value 1050 930 18 90 + Reference current (DC ) X-ray radiographic inspection requirements: Level I Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 + diameter (mm) Reference current (DC ) 80~120 130~180 160~200 Welding current (A) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete爀✀ (mm) 90~120 140~180 170~220 Welding current (A) Welding position Precautions: ° 1 Welding rods must be baked at 400 C for 1 h before Precautions: ° ° Welding position welding. It is recommended to keep them at 50-100 C, and 1.The welding rods must be baked at 400 C for 1 h before ° take them out immediately before use, to reduce the welding, and then placed in a 100-150 C thermostat. hydrogen content of the weld metal, thus reducing the They shall be taken out immediately before use. cracking tendency. 2.The rust, oil stain, water and other impurities of the 2.Remove rust and dirt from the weldment before welding weldment must be removed before welding. ° and preheat it to about 200 C 3Short arc and string bead are preferred for welding. ° ° 3After welding, it can be tempered at 600-650 C to 4.The weldment shall be preheated at 200-300 C before ° eliminate internal stress. welding and tempered at about 500 C after welding to eliminate internal stress. 6 - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 9 - - - 8 - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - 6
Q • J J J 1 107Cr 0 7 T Con orm to GBIT 32533 E9815-G 倀ⴀ Conform to GB/I32533E8815-G倀ⴀ lnstructions:JQ·J107T is low-alloy high-strength steel welding rod covered with lnstructions:J107Cr is low-alloy high-strength steel welding rod covered with low-hydrogen sodium coating, which adopts DCRP and allposition welding is possible. 1 low-hydrogen sodium coating, which adopts DCRP and allposition welding is After deposited metal accepts quenching and tempering heat treatment after welding 1 possible. (the quenching and tempering heat treatment process adopts Grade E steel heat 1 ° treatment method, namely immersion-type 900 C quenching and tempering ° above 500 C), excellent mechanical properties of high strength and high toughness 1 Purpose: It is applicable to welding of low-alloy high-strength steel structures with tensile can be obtained, completely satisfying requirements for mechanical properties of 1 strength greater than 980MPa. Such as 30CrMnSi and 35CrMo. 1 Grade E cast steel. -----------------------------7 Purpose: It can be widely applied to welding of tow hooks and hooks of vehicles and repair welding ofGrade E cast steel and other structures. Chemical composition of deposited metal ( % ) _ _ _ _ _ _ _ _ _ _ _ Chemical composition of deposited metal ( % ) Mn Cr C Si s p Mo Ni Test item C Mn Si s p Ni Mo Test item Guarantee 1.㔀 - 1. - 0.㐀 - �1. �O. 0㌀㔀 �0.㜀 �0.0㌀㔀 �0.15 value 2㈀ 0. 2. 1.㔀 - 4. - Guarantee �O.氀꼀 �o.爀턀 �0.0㌀㔀 �0-� �1. Measured 2. 5. value 0.067 1. 32 0. 32 0.005 0.017 2. 10 0. 72 1. 50 value Measured 0.048 1. 57 0. 15 0.005 0.013 4. 20 0.50 value ° Mechanical properties of deposited metal (620 Cx1 h) Mechanical properties of deposited metal (after quenching and tempering treatment) KV2(J) Re⸀笀Rp0.2 Test item Rm (MPa) A(%) Normal KV2(J) Re⸀笀Rp0.2 (MPa) temperature Rm (MPa) A(%) Test item ° (MPa) 40 - C - Guarantee value �980 �880 �12 �880 �780 �12 �20 Guarantee value Measured value 1090 960 14 50 940 810 18 35 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (DC ) + Reference current (DC ) welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) diamete爀∀ (mm) 80~130 130~180 160~200 Welding current (A) 90~120 140~180 170~210 Welding current (A) Precautions: Precautions: ° Welding position Welding position ° 1 .The welding rods must be baked at 400 C for 1 h before 1 .The welding rods must be baked at 400 C for 1 h before ° ° welding, and then placed in a 100-150 C thermostat. welding, and then placed in a 100-150 C thermostat. They shall be taken out immediately before use. They shall be taken out immediately before use. 2.The weldment must be cleaned of rust and dirt, and 2.The rust, oil stain, water and other impurities of the ° preheated to about 300 C. weldment must be removed before welding. 3After welding, the weldment shall be quenched and 3The weldment is subject to quenching and tempering ° ° tempered, namely, oil quenching at 880 C and tempering treatment after welding, namely, water quenching at 900 C ° ° at 520 C before air cooling to eliminate residual stress of the and tempering at 550 C before air cooling. weldment and promote homogenization ofthe structure. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 71 70 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
JQ •J 4 2 JQ•J36G 7 N p Con orm to GBIT 32533 E6218-G 倀ⴀ Conform to GB/I511㜀⸀ E4315 NB/T 20009.1 E4315 lnstructions:JQ·J427NP is carbon steel welding rod covered with low hydrogen lnstructions:JQ.J36G welding rod is of high-toughness type covered with sodium coating used in nuclear power field. It is characterized by good welding low-hydrogen sodium coating, which enjoys good welding performance and performance, stable and soft arc, low spatter, easy slag removal and beautiful weld allows all-position welding. The deposited metal is reliably purified and refined, joint appearance. Its deposited metal has excellent plasticity, low temperature and has good flow accelerated corrosion (FAC) resistance, as well as relatively toughness and crack resistance. Adopt DCRP and all-position welding is possible. high impact toughness. Purpose:lt can be widely applied to welding of WB36 and WB36CN1 steel used in Purpose:lt is used for nuclear power engineering, such as welding of pressure vessels nuclear power and thermal power fields. and 挀漀rresponding structures. ------------------------------ -----------------------------' Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo C Mn Si s p Ni Cr Mo V Cu Test item Test item Guarantee 0. 툀阀 0. 縀最 1. 崀 1. 紀耀 Guarantee 甀甀o.㔀㔀 甀甀o.㈀攀 甀甀o. 㐀 �0-� 甀甀1.25 �0.12 �0.015 �0.㈀怀 甀甀0.10 甀甀0.018 甀甀o.氀氀 甀甀o_ ㈀ 甀甀o.氀氀 甀甀o_ ㈀椀 value 1.� 0. 氀氀 1. 氀氀 0. 㐀㔀 value Measured Measured 0.058 1. 36 0.22 0.005 0.010 0. 24 0.94 0.40 0.064 0.83 0.42 0.006 0.015 0.008 0. 040 0.006 0. 006 0. 010 value value ° ° Mechanical properties of deposited metal (570 C±10 Cx2h) Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item ° ° (MPa) (MPa) 4 -3O - O C C Guarantee value 420 600 �620 �60 �22 �17 �27 �530 �330 - Guarantee value 700 630 22 180 95 30 545 455 Measured value Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diamete爀✀(mm) diameter'(mm) 90~120 140~180 170~210 60~90 80~120 130~180 170~220 Welding current (A) Welding current (A) position Welding Welding position Precautions: Precautions: ° ° 1.The welding rods must be baked at 350-400 C for 1.5h 1.The welding rods must be baked at about 350-400 C for ° before welding, and then placed in a 100-150 C thermostat. 1 h before welding. In addition, place them in a thermostat ° They shall be taken out immediately before use. at 100-150 C and take them out immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc and string bead are preferred for welding. Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 73 72 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
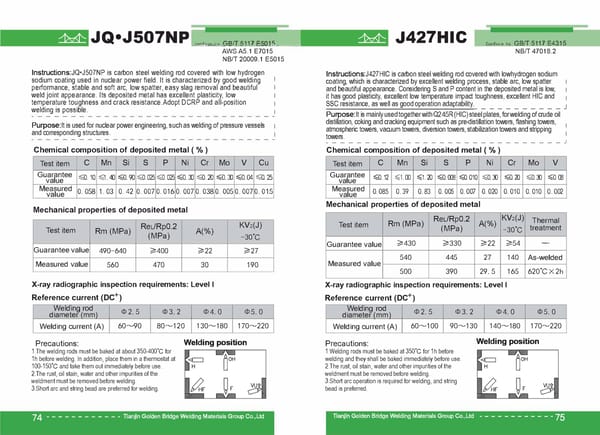
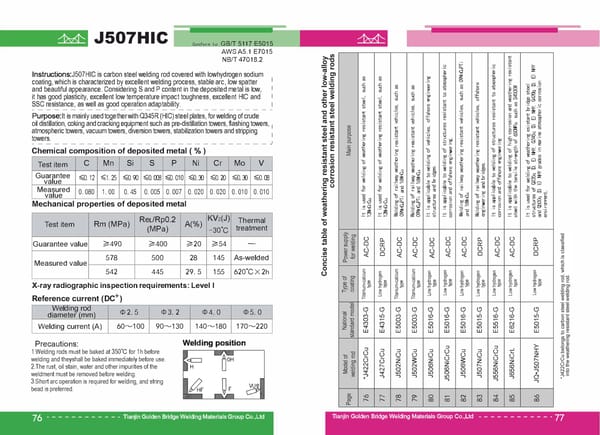
J422CrCu Con orm to GBfT511㜀⸀ E4303-G J427CrCu Co orm to GBfT511㜀⸀ E4315-G lnstructions:J422CrCu is weathering resistant steel welding rod covered with lnstructions:J427CrCu is weathering resistant steel welding rod covered with titanium-calcium coating. It can be used under AC and DC and allposition welding low-hydrogen coating, which adopts DCRP and all-position welding is possible. In is possible. It owns excellent welding performance and good mechanical addition, its deposited metal has excellent atmospheric corrosion resistance, as well properties; The arc is stable and restarting a weld is easy; the deposited metal as good plasticity and toughness. has good atmospheric corrosion resistance. ----------------------------- 1 Purpose:lt is used 昀漀r welding of weathering resistant steel, such as 12MnCrCu. Purpose:lt is specially used for welding of weathering resistant steel, such as 12MnCrCu. 1 -----------------------------' Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn Cr C Si s p Cr Cu C Si s p Cu Test item Test item Guarantee o. 渀ⴀ 0. 开 o.渀ⴀ 0. 开 o.渀ⴀ o. 渀ⴀ Guarantee �0. 0㔀 �0.氀묀 �0.氀렀 �0.㐀怀 �0.⠀娀 �0.㌀㔀 �0.12 0.� value 0. 㤀 0.� 0. 㜀 0. 0. value Measured Measured 0.067 0.45 0.20 0.015 0.020 0.50 0.35 0.063 0. 65 0. 30 0.006 0.015 0. 60 0. 30 value value Mechanical properties of deposited metal (as-welded) Mechanical properties of deposited metal (as-welded) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) ° ° (MPa) (MPa) -20 C -20 C Guarantee value �420 �22 �420 �22 �330 �330 �27 �27 Guarantee value 520 430 25 90 565 480 27 153 Measured value Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level II + Reference current (AC.DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter·(mm) diameter· (mm) 60~100 80~130 140~200 180~240 80~120 130~180 170~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: ° 1 Welding rods must be baked at 350 C 昀漀r 1 h before welding and they shall be baked immediately be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 79 78 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
J 5 0 2 N i Cu J502WCu Conform to TB/T 23㜀⸀4 E5003-G Con orm to TB⸀茀23㜀⸀4 E5003-G 1 lnstructions:J502NiCu is low-alloy weathering resistant steel welding rod lnstructions:J502WCu is low-alloy weathering resistant steel welding rod covered with covered with titanium-calcium coating. It can be used under AC and DC and titanium-calcium coating. It can be used under AC and DC and all-position welding is I all-position welding is possible. It is characterized by excellent welding 1 possible. It is characterized by excellent welding performance and mechanical properties, performance and mechanical properties, stable arc, low spatter and easy slag stable arc, low spatter and easy slag removal; The weld joint appearance is beautiful and 1 1 removal; The weld joint appearance is beautiful and deposited metal has good deposited metal has good atmospheric corrosion resistance. 1 1 atmospheric corrosion resistance. 1 Purpose:This model of welding rods is exclusive for weathering resistant steel, and is specially used for welding of weathering resistant railway rolling stock, such as welding of Purpose:lt is mainly used for welding of weathering resistant railway rolling stock, 09MnCuPTi steel structures. such as 09MnCrPTi. ------------------------------ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p w Cu Test item C Mn Si s p Ni Cu Test item - - o. 渀ⴀ 0. ㈀ 0.㈀ Guarantee o. 渀ⴀ 0. ㈀ - 0. ㈀ - �o. 㐀0 Guarantee �0.12 �a.挀洀 �-㐀 �0.12 �a.cm �0.㐀 �-0㌀㔀 0. 頀대 O.� o.� value 0. 㤀 O.� O.� value Measured Measured 0.092 0. 78 0.24 0.015 0.025 0.36 0.30 0.095 0.58 0. 18 0.012 0.026 0.45 0.42 value value Mechanical properties of deposited metal (as-welded) Mechanical properties of deposited metal (as-welded) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° (MPa) (MPa) 40 40 - C - C �22 �22 �390 �390 �27 �490 �27 �490 Guarantee value Guarantee value 540 450 27 560 460 27 50 73 Measured value Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II Reference current (AC.DC ) Reference current (AC.DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diameter'(mm) 60~90 80~130 140~200 180~240 80~120 140~200 180~240 Welding current (A) Welding current (A) Welding position Welding position Precautions: The rust, oil stain, water and other impurities of the weldment must be removed before welding. - - - - - - - - - - nanjin Golden Bridge Welding Materials Group Co.,Ltd 81 - - - 80 - - nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - -
J506NiCu E5016-G J506NiCrCu TB/T23㜀⸀4 Con orm to Con orm to TB/I 23㜀⸀4 E5016-G lnstructions:J506NiCu is weathering resistant steel welding rod covered with lnstructions:J506NiCrCu is weathering resistant steel welding rod covered with low-hydrogen potassium coating. It can be used under AC and DC and all-position 1 low-hydrogen potassium coating. It can be used under AC and DC and all-position welding is possible. The deposited metal has excellent atmospheric corrosion welding is possible. The deposited metal has excellent atmospheric corrosion resistance 1 resistance and crack resistance, as well as good plasticity and toughness. and crack resistance, as well as good plasticity and toughness. Purpose:lt is used for welding of carbon steel, and weathering resistant steel structures Purpose: It is used for welding of carbon steel, and weathering resistant steel structures 1 with tensile strength of 490MPa, such as welding of rolling stock, offshore engineering, with tensile strength of 490MPa, such as welding of rolling stock, o昀昀shore engineering, bridges and other structures. bridges and other structures. I ------------------------------ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni Cu C Si s p Ni Cr Cu Test item Test item - - - - 0. ㌀⤀- 0. ㌀⤀ 0. ㈀ 0.㈀ 0. ㈀ 0.㈀ - Guarantee Guarantee �0.㌀攀 �0.㈀攀 �0.㜀 �0.12 �0.氀묀 �0.10 �1.㈀椀 �0.㈀怀 �O. 昀씀 0.堀贀 0.㔀 0. 㔀 0.㔀 0. 0.㐀 value value Measured 0.060 0.82 0. 19 0.008 0.016 0.35 0.30 value Mechanical properties of deposited metal (as-welded) Mechanical properties of deposited metal (as-welded) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item ° ° (MPa) (MPa) 40 40 - C - C �490 �390 �27 �22 �500 �400 �22 �60 Guarantee value Guarantee value 530 450 27 166 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (AC.DC ) + Reference current (AC.DC ) Welding rod Welding rod 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter' (mm) diameter·(mm) 50~90 80~130 140~190 170~230 50~90 80~130 140~190 170~230 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 350 C for 1 h before 1 Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, and string 3Short arc operation is required for welding, and string bead is preferred. bead is preferred. 8 - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 3 - - - 2 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - 8
J507NiCu J506WCu Con orm to TB⼀⸀T 23㜀⸀㬀㐀 E5016-G Con orm to TB⼀⸀T 23㜀⸀㬀㐀 E5015-G lnstructions:J506WCu is low-alloy weathering resistant steel welding rod lnstructions:J507NiCu is weathering resistant steel welding rod covered with covered with low-hydrogen potassium coating. It can be used under AC and low-hydrogen sodium coating. Adopt DCRP and all-position welding is possible. The DC and all-position welding is possible. The deposited metal has good deposited metal has excellent atmospheric corrosion resistance and crack resistance, as 1 atmospheric corrosion resistance, mechanical properties and crack resistance. well as good plasticity and toughness. 1 Purpose:lt is applicable to welding of carbon steel, and weathering resistant steel Purpose:lt is used for welding of carbon steel, and weathering resistant steel structures structures with tensile strength of 490MPa, such as 09MnCuPTi; it can also be used for with tensile strength of 490MPa, such as welding of rolling stock, o昀昀shore engineering, welding of other low-alloy steel structures, such as 16Mn. bridges and other structures. I I ------------------------------ ------------------------------ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p w Cu C Si s p Ni Cu Test item Test item - - - 0.㈀ o.渀ⴀ 0. ㈀ - o.渀ⴀ 0. ㈀ 0. ㈀ Guarantee Guarantee �0.12 �0.12 �a.挀洀 �o. 0㌀㔀 �0.70 �o.爀턀 �-0㌀㔀 �-70 0. 㤀 0.㔀 0. 頀대 0.㔀 0. 㔀 0. 㔀 value value Measured 0.066 0.84 0. 21 0.007 0.016 0.30 0.36 value Mechanical properties of deposited metal (as-welded) Mechanical properties of deposited metal (as-welded) KV2(J) KV2(J) ReLIRpO.2 ReLIRpO.2 Test item Test item Rm (MPa) A(%) Rm (MPa) A(%) ° ° (MPa) (MPa) 40 40 - C - C Guarantee value Guarantee value �490 �490 �390 �22 �390 �22 �27 �27 440 29 120 545 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (AC.DC ) + Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete爀✀(mm) diameter'(mm) 90~130 150~190 180~230 50~90 80~130 110~190 160~230 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 350 C for 1 h before 1 Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3Short arc operation is required for welding, and string 3Short arc operation is required for welding, and string bead is preferred. bead is preferred. nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 85 84 - - - - - - - - - - - - nanjin Golden Bridge Welding Materials Group Co.,Ltd
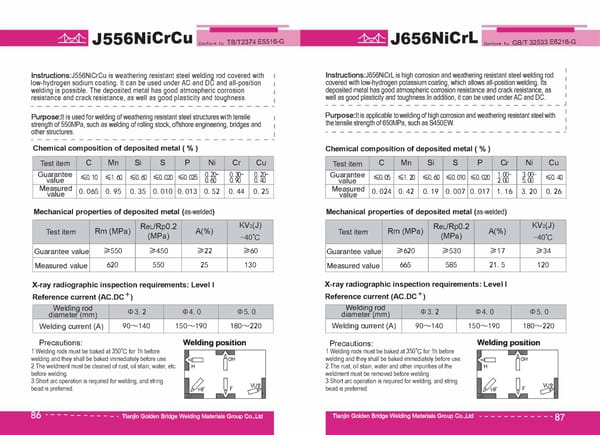
lnstructions:JQ•J507NHY is low-alloy steel welding rod covered with low Instructions on heat resistant 1 hydrogen sodium coating. Adopt DCRP and all-position welding is possible. It is steel welding rods 1 characterized by excellent welding pe爀昀ormance, stable arc and easy slag removal. 1 In addition to ensuring certain strength, the deposited metal has excellent low temperature toughness and excellent seawater corrosion resistance, satisfying Heat resistant steel has chemical stability and su昀昀icient strength the requirement that the weathering resistant alloy index V>1.6. under high temperature, as well as gas corrosion resistance. According to chemical composition and microstructure, heat resistant steel can be Purpose:lt is used for welding of weathering resistant bridge steel structures of Q235q classified into pearlitic steel, martensitic steel, ferritic steel and (D, E) NHY, Q345q (D, E) NHY, Q420q (D, E) NHY and Q500q (D, E) NHY grades in austenitic steel. marine atmospheric corrosion environment. ------------------------------ This part mainly introduces the method for selecting di昀昀erent types Chemical composition of deposited metal ( % ) of welding rods for welding of pearlitic heat resistant steel and martensitic heat resistant steel. Mn C Si s p Ni Mo Cu Test item 1. Welding of martensitic heat resistant steel proper 0. 氀㸀- 3. 崀 Martensitic heat resistant steel is divided into 5-9% chromiumcontaining Guarantee �0.䌀䔀 �1. �o. 015 �0. 昀씀 �0.㈀怀 amount 0. 昀씀 3. 75 value medium-chromium steel and 12% chromium-containing highchromium steel, Measured - which has high hardening tendency. Considering it is easy to obtain 0.043 0.50 0. 18 0.005 0.009 3. 21 0.42 value high-hardness martensite and bainite after welding, which increases brittleness, together with relatively large residual stress, it is easy to generate cold cracking Mechanical properties of deposited metal (as-welded) traces. Therefore, preheating and interlayer insulation must be carried out before welding, and high-temperature tempering shall be carried out KV2(J) ReLIRpO.2 Test item Rm (MPa) A(%) immediately after welding. ° (MPa) 4 - O C 2.Welding of pearlitic heat resistant steel Pearlitic heat resistant steel welding rods do not contain Ni, but contain little Guarantee value �490 �400 �22 �60 Cr, and other alloying elements such as Mo, V, Nb and W. Due to the combined action of carbon and alloying elements in the steel, the hardened structure is 590 495 28 155 Measured value easily formed during welding, and weldability is poor, so preheating before welding and tempering after welding is necessary. X-ray radiographic inspection requirements: Level I For dissimilar steel welding, the welding material corresponding to the intermediate component is generally selected. For example, when Cr2.25Mo Reference current (DC +) steel and Cr-Mo steel are to be welded together, R317 or R307 welding rod will be selected. At the same time, the preheating temperature and post-weld Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) tempering treatment suitable for the steel with poor weldability shall be conducted. Welding current (A) 80~120 130~180 170~220 For welding just using one kind of welding material or of thick walled pipe, alkaline heat resistant steel welding rods shall be selected, Precautions: because their crack resistance is better than that of acid heat resistant steel Welding position 1. Welding rods must be baked at 350-400'C for 1 h before welding rods. welding and they shall be baked immediately before use. Place it in a 100-150'C thermostat and take it out immediately before use. 2.The weldment must be cleaned of impurities such as oil stain, rust and water before welding. 3Short arc operation and string bead are preferred for welding. - - - 9 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 88 - - - - - 8
Minimum preheating temperatures required for Heat treatment specification for welded different chrome-molybdenumsteels joints of different chrome-molybdenum steels I I I I 1 1 I I I I I I I I I I 1 1 I I I I I I 0 0 I 昀戀I IOI I I I I I 昀戀I IOI I I I I I I o/ / l l l l 娀謀 娀謀 o 1 1 � t� t t I I 01�1 t� t t I I 0/�1 / 1鐀栀 /�/ 1鐀栀 / l l 㬀鈀 㬀鈀 阀쌀 阀쌀 㬀鈀 㬀鈀 㬀鈀 㬀鈀 㬀ꔀ 㬀ꔀ / / l l l I I l / / I I l l �✓ l l � l l l l 1 ✓ ✓ 1 �挀䨀��� ✓ �挀䨀��� 㨀昀 㨀昀 阀쌀 0 0 阀쌀 1 唀頀 阀쌀 I 1 1 1 1 1 1 1 1 唀頀 1 1 1 1 / / I I / I , 0 0 唀頀 阀쌀 阀쌀 倀鄀 0 0 阀쌀 倀鄀 " " " , I, / l昀瘀l 㬀縀 , 阀쌀 , ⠀䨀 唀頀 � � 昀昀 䌀䨀 � �
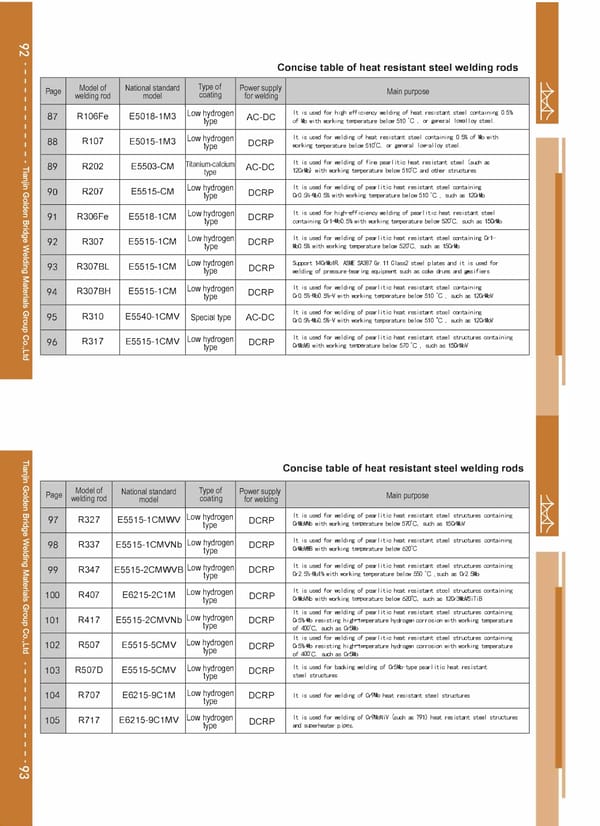
R107 R106Fe Co orm to GB/T 5118 ESQ 8- Conform to GB吀鐀 5 8 E5015-1 M3 AWSA5.5 E7018-A1 AWS A5.5 E7015-A 1 ISO 3580-B-E4918-1 M3 ISO 3580-B-E4915-1 M3 lnstructions:R106Fe is pearlitic heat resistant steel welding rod containing lnstructions:R107 is pearlitic heat resistant steel welding rod containing 0.5% 0.5% of Mo and covered with iron powder low-hydrogen coating, which allows of Mo and covered with low-hydrogen coating, which adopts DCRP and all-position welding. It can be used under AC and DC. In addition, the weldment all-position welding is possible. In addition, the weldment shall be subject to shall be subject to appropriate preheating and post-weld heat treatment based appropriate preheating and post-weld heat treatment based on structure on structure characteristics. characteristics. I Purpose:lt is used for welding of boiler pipes (such as 15Mo) with working temperature Purpose:lt is used for welding of boiler pipes (such as 15Mo) with working temperature 1 1 below 510 °C , as well as welding of general lowalloy steel. below 510 °C , as well as welding of general lowalloy high-strength steel. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Mo C Si s p Mo Test item Test item 0.㐀 - 0.㐀 - Guarantee Guarantee �1. �0. �a.cm �o.c爀漀 �1. �0. �o.爀툀 �o.c爀漀 �0.12 �0.12 0.㘀㔀 0.㘀㔀 value value Measured 0.056 0. 65 0.38 0.010 0.018 0.50 value Mechanical properties of deposited metal (605-645 °C x 1 h heat treatment) Mechanical properties of deposited metal (605-645 °C x 1 h heat treatment) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) (MPa) (MPa) �22 �390 �490 Guarantee value Guarantee value �22 �390 �490 Measured value 570 480 28 X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (AC.DC ) + Reference current (AC.oc ) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter.(mm) Welding rod 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter' (mm) Welding current (A) 90~140 140~180 170~220 60~90 90~120 140~180 170~210 Welding current (A) Precautions: ° Welding position Welding position 1 Welding rods must be baked at 350 C for 1 h before Precautions: ° welding and theyshall be baked immediately before use. 1 Welding rods must be baked at 350 C for 1 h before 2.The rust, oil stain, water and other impurities of the welding and they shall be baked immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the weldment must beremoved before welding. 94 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 95
R207 R202 Conform to GBfT 5118 E5503-CM Conform to GB/ 5 8 E5515-CM Equivalent to ISO 3580-B-E5513-CM ISO 3580-B-E5515-CM lnstructions:R207 is pearlitic heat resistant steel welding rod containing lnstructions:R202 is pearlitic heat resistant steel welding rod containing Cr Cr0.5%-Mo0.5% and covered with low-hydrogen sodium coating, which adopts 0.5%-Mo0.5% and covered with titanium-calcium coating. It has excellent welding DCRP and all-position welding is possible. In addition, the weldment shall be performance and allows all-position welding. Meanwhile, slag removal is easy and subject to appropriate preheating and post-weld heat treatment based on it can be used under AC and DC. structure characteristics. Purpose:lt is applied to welding of pearlitic heat resistant steel structures (such as Purpose:lt is used for welding of CrMo pearlitic heat resistant steel structures ° ° 12CrMo) with working temperature below 510 C, steam pipes and superheater pipes. (such as 12CrMo) with working temperature below 510 C and chemical containers made of corresponding steel type under high temperature and high pressure. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo Test item Mn C Si s p Cr Mo Test item 0.㐀 - O.䌀☀ 0.㐀 - Guarantee �o. 㤀 �0. �a.挀洀 �o. cm 0.㘀㔀 O.䌀☀ 0.㐀 - 0. 㐀 - 0. 㘀㔀 0.12 value Guarantee �0.㤀 �0. �o.c爀渀 �O. 挀洀 0.12 0.㘀㔀 0.㘀㔀 value Measured 0.075 0.80 0.23 0.005 0.017 0.58 0.50 value Mechanical properties of deposited metal (605-645 °C x 1 h heat Mechanical properties of deposited metal (605-645 °C x 1 h heat treatment) treatment) ReLIRp0.2 Test item Rm (MPa) A(%) ReLIRp0.2 (MPa) Rm (MPa) A(%) Test item (MPa) Guarantee value �14 �540 �440 �550 �460 �17 Guarantee value 640 540 25 Measured value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level I + Reference current (AC.DC) Reference current (DC ) we1amg roa Welding rod 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diamete爀∀ (mm) 60~100 100~130 150~200 Welding current (A) 60~90 90~120 140~180 170~210 Welding current (A) Welding position Welding position Precautions: Precautions: ° 1.The weldment must be preheated according to structure 1 Welding rods must be baked at 350 C for 1 h before characteristics before welding. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 97 96 - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
R307 R306Fe Conform to GB/I 5118 E5518-1CM Conform to GB/T 5118 E5515-1CM AWS A5.5 E8018-B2 AWS AS. 5 EBO 15-B2 ISO 3580-B-E5518-1 CM ISO 3580-B-E5515-1 CM lnstructions:R306Fe is pearlitic heat resistant steel welding rod containing lnstructions:R307 is pearlitic heat resistant steel welding rod containing Cr1 %-Mo0.5% and covered with iron powder low-hydrogen potassium coating. Cr1 %-Mo0.5% and covered with low-hydrogen sodium coating, which adopts It can be used under AC and DC, short-arc operation is preferred and all-position DCRP and all-position welding is possible. In addition, the weldment shall be welding is possible. In addition, the preheating and interlayer temperature of subject to appropriate preheating and post-weld heat treatment based on ° weldment is 160-250 C during welding. structure characteristics. ------------------------------ Purpose:lt is used for welding of pearlitic heat resistant steel containing Cr1%-Mo0.5% Purpose: It is used for welding of heat resistant steel containing Cr1 %-Mo0.5% with ° (such as 15CrMo), such as, boiler heating surface pipes with working temperature below working temperature below 520 C , such as boiler pipes.high-pressure vessels and ° 550 C and steam pipes and highpressure vessels with working temperature below petroleum refining equipment, as well as welding of 30CrMoSi steel castings. ° 520 C , as well as welding of 30CrMoSi steel castings. Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo Chemical composition of deposited metal ( % ) Test item Guarantee 0.䌀☀ 1. 崀 0. 愀 Mn C Si s p Cr Mo �0. �o.爀툀 �o.爀턀 �0.㤀 Test item value 0.12 1.㔀 0.㘀㔀 Measured 0. 娀 0.䌀☀ 1. 崀 Guarantee �0. �o.爀턀 �o.爀턀 0.065 0. 65 0.40 0.007 0.017 1. 15 0. 54 �0.㤀 value 0.12 1.㔀 0. 㘀㔀 value ° Mechanical properties of deposited metal (675-705 C x 1 h heat treatment) Mechanical properties of deposited metal (605-645 °C x 1 h heat treatment) ReLIRp0.2 Test item Rm (MPa) A(%) ReLIRp0.2 (MPa) Test item Rm (MPa) A(%) (MPa) Guarantee value �460 �17 �550 Guarantee value �460 �17 �550 Measured value 610 520 25 X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (AC.De ) welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter (mm) 100~130 140~180 180~210 60~90 90~120 130~180 160~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 350 C for 1 h before 1 Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 9 8 - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 99
R307BL R307BH Conform to GB/T 5118 E5515-1CM Conform to GBIT 5118 E5515-1CM AWS A5.5 E8015-B2 AWSA5.5 E8015-B2 NB/T 47018.2 NB/T 47018.2 lnstructions:R307BL is pearlitic heat resistant steel welding rod containing lnstructions:R307BH is pearlitic heat resistant steel welding rod containing Cr1 %-Mo0.5% and covered with low-hydrogen sodium coating. It is Cr1 %-Mo0.5% and covered with low-hydrogen sodium coating, which characterized by excellent welding process, stable arc and beautiful characterized by excellent welding process, stable arc and beautiful appearance. The deposited metal has low content of S and P, with X appearance and allows all-position welding. Its deposited metal has low coe昀昀icient $1 5ppm, low temper embrittlement sensitivity, good plasticity, good content of S and P, with low temper embrittlement sensitivity, good plasticity, low temperature impact toughness and high-temperature mechanical good low temperature impact toughness and hightemperature mechanical 1 properties. Meanwhile, all-position welding is possible. properties. ________________________ J I 1 Purpose:Support 14CrMo1 R, ASME SA387 Gr.11 Class2 steel plates and it is used for Purpose:Support 15CrMoR, ASME SA387 Gr.1 2 Class2 steel plates and it is used for 1 welding of pressure-bearing equipment such as coke drums and gasifie爀猀 welding of pressure-bearing equipment such as coke drums and gasifiers _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) X As Mn Sn Mn C Si s p Cr Mo Sb C Si s p Cr Mo Test item Test item cofficiont 1. - 0.㐀 - 0. 㠀 - 0.㐀 - O.渀瀀 Guarantee Guarantee �0.㤀䌀 昀甀 �0. �0.01( �0.010 �0.01( �O.氀렀 �O. 昀씀 �o. 90 昀甀0.010 �0.12 �0.010 �0.012 1 眀ꌀ 0.12 1.㔀 0.㘀㔀 0.㘀㔀 1.15 value value Measured Measured 0.07 0. 75 0.25 0.005 1. 35 0.50 7.6 0.06 0. 70 0. 25 0.005 0.010 1. 00 0.50 0. 0017 0.006 0. 00062 0. 0053 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Thermal Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° tlfa1圀휀% treatment (MPa) (MPa) C C -20 -20 Guar ntee - - Guar ntee i i 515~690 �310 450~590 �295 �54 �19 �54 �22 va ue va ue ° ° C X 20h C X 14h 560 472 29 180 �90 510 405 27 180 �90 Mea ured Mea ured � � va ue ° ° va ue 690 690 C X 6h C X 6h 580 490 27 175 525 414 25 160 X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (DC +) Reference current (DC ) Welding rod 瘀瘀e1amg roa 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter· (mm) diameter (mm) 60~90 90~120 130~180 160~210 Welding current (A) Welding current (A) 60~90 90~120 130~180 160~210 Welding position Welding position Precautions: Precautions: ° ° 1 .Welding rods must be baked at 350 C for 1 h before 1 .Welding rods must be baked at 350 C for 1 h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3.The interpass temperature is recommended to be 3.The interpass temperature is recommended to be ° ° ° ° controlled between 150 C-180 C controlled between 150 C-180 C - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - 1 00 - Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - - - - - - 101
R317 R310 Conform to GBff 5118 E5540-1CMV Conform to GB/T 5118 E5515-1CMV ISO 3580-B-E5515-G lnstructions:R310 is pearlitic heat resistant steel welding rod containin� lnstructions:R317 is pearlitic heat resistant steel welding rod containing Cr1 %-Mo0.5%-V and covered with special coating, which allows allpos1t1on Cr1 %-Mo0.5%-V and covered with low-hydrogen sodium coating, which welding. It can be used under AC and DC. It enjoys good resistance to pores adopts DCRP and allows all-position welding. The weldment shall be subject and cold bending plasticity. The weldment shall be subject to proper preheating to proper preheating and post-weld heat treatment based on structure and post-weld heat treatment based on structure characteristics. characteristics. ------------------------------ Purpose:lt is used for welding of pearlitic heat resistant steel (such as 12CrMoV) Purpose:lt is used for welding of pearlitic heat resistant steel (such as 12CrMoV) structures with working temperature below 540 °C , such as high-temperature 1 structures with working temperature below 540 °C , such as high-temperature . high-pressure boiler pipes, petroleum cracking equipment and high-temperature synthetic high-pressure boiler pipes, petroleum cracking equipment and high-temperature 1 chemical equipment. synthetic chemical equipment. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo V Test item Mn C Si s p Cr Mo V Test item 0. 崀- 0.㐀 - O.䌀☀ 0.10- Guarantee �0. 昀케 �o.爀턀 �o.爀턀 �0.㤀 O.䌀☀ 0. 崀- 0.㐀 - 0.10- 1.� 0.㘀㔀 0. ㌀㔀 0.12 Guarantee value �o. 㤀 �0. 昀케 �-cm �o.爀턀 0. 12 0.㘀㔀 1.� 0. ㌀㔀 value Measured 0.062 0. 63 0.42 0.007 0.018 1. 20 0.50 0. 18 value Mechanical properties of deposited metal (715-745 °C x 2h heat treatment) Mechanical properties of deposited metal (715-745 °C x 2h heat treatment) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item (MPa) (MPa) Guar ntee �460 �14 �550 i Guar ntee va ue i �460 �550 �15 va ue Mea ured 630 24 540 � va ue X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (AC.De ) Welding rod Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diamete爀∀ (mm) Welding current (A) 60~90 90~120 140~180 180~220 60~90 90~120 140~180 170~210 Welding current (A) Welding position Welding position Precautions: Precautions: ° The rust, oil stain, water and other impurities of the 1 Welding rods must be baked at about 350 C for 1 h weldment must beremoved before welding. before welding and they shall be baked immediately before use. 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - 1 0㈀ⴀ - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - 103
R327 R337 Conform to GBIT 5118 E5515-1CMWV Conform to GB/I 5118 E5515-1CMVNb ISO 3580-B-E5515-G ISO 3580-B-E5515-G lnstructions:R337 is pearlitic heat resistant steel welding rod containing lnstructions:R327 is pearlitic heat resistant steel welding rod containing CrMoVW CrMoVNb and covered with low-hydrogen sodium coating, which adopts DCRP and covered with low-hydrogen sodium coating, which adopts DCRP and allows and allows all-position welding. The weldment shall be subject to proper all-position welding. The weldment shall be subject to proper preheating and preheating and post-weld heat treatment based on structure characteristics. post-weld heat treatment based on structure characteristics. ------------------------------ Purpose: It is used for welding of pearlitic heat resistant steel with working temperature 1 Purpose: It is used for welding of pearlitic heat resistant steel with working temperature ° ° below 570 C, such as 15CrMoV. below 570 C, such as 15CrMoV. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo V w C Mn Si s p Cr Mo V Nb Test item Test item - O.䌀☀ O.䌀☀ 0. 搀 o.漀鼀 0. 搀 0. 娀爀 0.㈀㔀- 0. - 0. 搀 0.15- 0.10- Guarantee Guarantee �O. 昀케 �a.cm �a.cm �O. 昀케 �a.cm �a.cm �0.㤀 0.12 1.10 1. 㔀⤀ 1. O. 氀椀 0.㔀 0.12 1.㔀 1. 0. 㐀 0.25 value value ° ° Mechanical properties of deposited metal (715-745 C x 5h heat treatment) Mechanical properties of deposited metal (715-745 C x 5h heat treatment) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item (MPa) (MPa) Guar Guar ntee ntee �460 �460 �15 �15 �550 �550 昀椀 昀椀 va ue va ue X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (DC +) Reference current (DC ) Welding rod Welding rod 琀ꄀ2. 5 琀ꄀ2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter·(mm) diameter(mm) 60~90 90~120 140~180 170~210 60~90 90~120 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at about 350 C for 1 h 1 Welding rods must be baked at about 350 C for 1 h before welding and they shall be baked immediately before welding and they shall be baked immediately before use. before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. - - - - Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d 1 04 - - Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - - - - - - - 1 05
R407 R347 Conform to GB/T 5118 E5515-2CMWVB Conform to GB/T 5118 E6215-2C1M ISO 3580-B-E5515-G AWS AS.5 E9015-B3 ISO 3580-B-E6215-2C1 M lnstructions:R407 is pearlitic heat resistant steel welding rod containing lnstructions:R347 is pearlitic heat resistant steel welding rod containing Cr2.5%-Mo1 % and covered with low-hydrogen sodium coating, which adopts CrMoVWB and covered with low-hydrogen sodium coating, which adopts DCRP DCRP and allows all-position welding. The weldment shall be subject to proper and allows all-position welding. The weldment shall be subject to proper preheating and post-weld heat treatment based on structure characteristics. preheating and post-weld heat treatment based on structure characteristics. 1 ------------------------------ Purpose: It is used for welding of Cr2.5Mo-type pearlitic heat resistant steel structures. 1 ° Purpose:lt is used for welding of corresponding pearlitic heat resistant steel structures ° Such as high-temperature high-pressure pipes used at temperature below 550 C , 1 with working temperature below 620 C . Such as hightemperature high-pressure turbine synthetic chemical equipment and petroleum cracking equipment. 1 generator sets and boiler pipes. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo Test item Mn C Si s p Cr Mo V w B Test item 0.䌀☀ 2. - 0. 㤀 - Guarantee �1. �0.氀묀 �0.氀묀 �-㤀 0. 픀餀 0.㨀☀ 0. ㈀ - 1.� 0.㈀ - 0. 1- Guarantee 2.栀픀 0.12 1. 20 value �1. �0.伀氀 �O.Ol �o. ꤀뀀 0.12 2.栀대 0. 0. ꤀뀀 0. ꤀뀀 0. 挀 value Measured 0.064 0.67 0.38 0.006 0.016 2. 15 1. 00 value ° ° C x 1 h heat treatment) Mechanical properties of deposited metal (675-705 Mechanical properties of deposited metal (715-745 C x 2h heat treatment) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item (MPa) (MPa) ntee Guar i �550 �460 �620 �15 �15 �530 Guarantee value va ue 670 580 21 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter' (mm) diameter·(mm) 60~90 90~120 140~180 170~210 60~90 90~120 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at about 350 C for 1 h 1 Welding rods must be baked at about 350 C for 1 h before welding and they shall be baked immediately before welding and they shall be baked immediately before use. before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld 1 06 - 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - -107
R417 R507 Conform to GBIT 5118 E5515-2CMVNb Conform to GB/T 5118 E5515-5CMV ISO 3580-B-E5515-G lnstructions:R417 is pearlitic heat resistant steel welding rod containing CrMoVNb 1 lnstructions:R507 is pearlitic heat resistant steel welding rod containing and covered with low-hydrogen sodium coating, which adopts DCRP and allows Cr5%-Mo-V and covered with low-hydrogen sodium coating. It has all-position welding. The weldment shall be subject to proper preheating and I high-temperature hydrogen corrosion resistance and adopts DCRP and short post-weld heat treatment based on structure characteristics. 1 arc operation. All-position welding is possible. The weldment shall be I subject to proper preheating and post-weld heat treatment based on Purpose:lt is used for welding of 12Cr3MoVSiTiB-type pearlitic heat resistant steel 1 structure characteristics. ° -----------------------------i structures with working temperature below 620 C, such as high-temperature high-pressure boiler pipes. Purpose:lt is used for welding of Cr5Mo-type pearlitic heat resistant steel structures, ° such as high-temperature hydrogen corrosion resistant pipes used at 400 C. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Mo V Nb Test item C Mn Si s p Cr Mo V Cu Test item O.䌀☀ 0. 搀 0.25- O.氀爀 2.㐀 - Guarantee �1. �a.cm �a.挀洀 �-꤀輀 O.昀昀i- 4. 匀紀- 0.㐀 - 0.10- Guarantee 0.12 3. 1. O.� 0. 昀케 �0.12 �a.挀洀 �O.O䨀䨀 �0-� �0-� value 0. 堀氀 6. 0. 㜀 0. ㌀㔀 value Measured 0.068 0. 65 0.35 0.008 0.017 5. 15 0.57 0. 20 0.045 ° value C x 4h heat treatment) Mechanical properties of deposited metal (715-745 ° C x 4h heat treatment) Mechanical properties of deposited metal (740-760 ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) ReLIRp0.2 Rm (MPa) A(%) Test item (MPa) Guarantee value �460 �550 �15 �460 �14 �550 Guarantee value 620 21 530 Measured value Water content of the coating: 㨀匀O.3O% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (De ) Reference current (De ) Welding rod Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete爀✀(mm) diameter· (mm) 60~90 90~120 140~180 170~210 60~90 90~120 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at about 350 C for 1 h 1 Welding rods must be baked at about 350 C for 1 h before welding and they shall be baked immediately before welding and they shall be baked immediately before use. before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 108 109
R507D R707 Conform to GB吀鐀 5118 E5515-5CMV Conform to GB⸀茀 5118 E6215-9C1M lnstructions:R507D is backing welding rod of pearlitic heat resistant steel lnstructions:R707 is heat resistant steel welding rod containing Cr9Mo and 1 containing Cr5%-Mo-V and covered with low-hydrogen sodium coating, and owns covered with low-hydrogen sodium coating, which adopts DCRP and high-temperature hydrogen corrosion resistance. The characteristics of the 1 all-position welding is possible. The weldment shall be subject to proper welding rod include: The arc has certain blowing force. When backing welding is 1 performed, adopt single-side welding with back formation. In addition, arc is preheating and post-weld heat treatment based on structure characteristics. stable, slag removal is easy and the weld joint generated on the back side is beautiful. Select appropriate process to prevent defects such as pores and slag Purpose:lt is used for welding of Cr9Mo heat resistant steel structures and inclusion. Adopt DCRP and short arc operation, and all-position welding is superheater pipes. possible. The weldment shall be subject to proper preheating and post-weld heat treatment based on structure characteristics. -----------------------------� Chemical composition of deposited metal ( % ) Purpose:lt is used for backing welding of Cr5Mo-type pearlitic heat resistant steel 1 structures. Mn C Si s p Cr Mo Ni Test item -----------------------------� O.䌀☀ 8. - 0.㠀㔀- Guarantee Chemical composition of deposited metal ( % ) �1. �a.cm �a.cm �0.㤀 �0.㐀 10.� 1. 20 0. 10 value Mn C Si s p Cr Mo V Cu Test item 4.� 0. 㐀 - 0.10- Mechanical properties of deposited metal (725-755 °C x 1 h heat o.� Guarantee �a.cm �a.挀洀 �o.� �0.12 �-� 0. 㤀 6. 0. 㜀 0. ⴀ栀 value treatment) Mechanical properties of deposited metal (740-760 °C x 4h heat treatment) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) ReLIRp0.2 Test item Rm (MPa) A(%) (MPa) Guarantee value �630 �15 �530 Guarantee value �460 �14 �550 X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (De ) + Reference current (De ) Welding rod 䌀䐀3. 2 diameter' (mm) Welding rod 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diamete爀✀(mm) 90~130 Welding current (A) 60~90 90~120 140~180 170~210 Welding current (A) Precautions: Welding position ° 1 Welding rods must be baked at 350 C for 1 h before Welding position Precautions: ° welding and they shall be baked immediately before use. 1 Welding rods must be baked at about 400 C for 1 h before 2.The rust, oil stain, water and other impurities of the welding and they shall be baked immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the 3Short arc operation is required for welding, without weldment must be removed before welding. swing, and string bead is preferred. 4.Arc strike shall be carried out outside the groove and the arc shall be extinguished at another place after the molten bath is full Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - 111 11 Q
R717 Conform to GBIT5118 E6215-9C1MV AWS A5.5 E9015-B9 ISO 3580-B-E6215-9C1 MV lnstructions:R717 is bainitic-martensitic heat resistant steel welding rod Instructions on low-temperature containing Cr9%-Mo1 %-Ni0.8%-V and covered with low-hydrogen sodium coating steel welding rods and adopts DCRP and short arc operation. All-position welding is possible. The weldment shall be subject to proper preheating and post-weld heat treatment based on structure characteristics. Low-temperature steel refers to the special steel for welding structures used ° ° at the working temperature of -40 C - -253 C. Low-temperature steel is generally Purpose:lt is used for welding of Cr9MoNiV (such as T91/P91) heat resistant steel ° ° 1 graded according to different operating temperatures, including -40 C, -60 C, structures and superheater pipes. ° ° ° ° ° ° _____________________________ J -70 C, -80 C, -90 C, -100 C, -196 C and -253C. Chemical composition of deposited metal ( % ) Low-temperature steel is mainly used for production of energy, petroleum and chemical industrial products, storage and transportation of various types of Mn C Si s p Cr Ni Test item liquefied gas and various pressure vessels and pipeline equipment used at low Guarantee 0. - 8.0- �0.㌀ �1.20 �0.010 �o. 010 �0.㠀 temperature. Therefore, this type of steel must have important characteristic of value 0. 13 10.5 low temperature embrittlement resistance. Al Mo V Nb Cu N Test item 0.02- 0. ㈀怀- 0.㠀㔀- 0.15- Guarantee �0.25 �o. 㐀0 0.㌀ 1. 20 0. 10 0. 070 value Selection of low-temperature steel welding rod: ° 1.ln general, if the low-temperature steel is required to be used at above -45C , Mechanical properties of deposited metal (745-775 °C x 2h heat high-toughness low-hydrogen welding rods can be selected. treatment) 2.Low temperature steel welding rods containing 2.5% of nickel shall be ReLIRp0.2 selected generally for low temperature steel which is required to be used at Test item Rm (MPa) A(%) ° ° (MPa) -60 C - -90 C. ° 3.While for low temperature steel which is required to be used at -100 C - ° Guarantee value �620 �530 �15 -196 C, Generally low temperature steel welding rods containing 3.5% or more nickel (9% Ni) and containing a certain amount of molybdenum shall be Diffusible hydrogen content of the deposited metal: 㨀㔀4.0ml/1 00g selected. (glycerol method) 4.For low temperature steel to be used at extremely low temperature (ultra-low X-ray radiographic inspection requirements: Level I ° ° temperature) of -196 C - -253C, austenitic stainless steel welding rods shall be + Reference current (De ) used. Welding rod 琀ꄀ2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) 60~90 90~120 130~170 170~210 Welding current (A) Welding position Precautions: ° 1.Welding rods must be baked at about 400 C 昀漀r 1 h be昀漀re welding and they shall be baked immediately be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - 113 112
W607 AWS A5.5 E7015-G ISO 2560-B-E 49 15-G P � lnstructions:W607 is low temperature steel welding rod containing Ni and 㨀堀 㨀昀 covered with low-hydrogen sodium coating, which adopts DCRP and allows ] 愀樀 愀樀 愀樀 愀樀 愀樀 琀Ⰰ 琀Ⰰ 琀Ⰰ 琀Ⰰ 琀Ⰰ 攀猀 all-position welding. The deposited metal still has good impact toughness ° " 㨀堀 i 㨀堀 㨀堀 㨀堀 C. at -60 㨀昀 ⴀ刀 㨀昀 㨀昀 㨀昀 ⴀ刀 ⴀ刀·尀阀 Ⰰ愀最阀 w 椀销 ; 椀猀 E 爀椀 ° M 挀挀 Purpose:Weld low temperature steel structures at -60 C , such as 13MnSi63, i i i] i i ⴀ刀 ∀준 ⴀ刀 ⴀ刀 ⴀ刀� ∀✀ 09MnNiNb and E36. 㨀氀 ] 0 椀猀 ·� 椀猀 - L 椀猀 ⴀ刀 -猀攀 � ;l � _ , 氀焀 ,o ,�i o p_ C � ; @氀氀 Chemical composition of deposited metal ( % ) ·挀漀 ㈀] R I 䤀稀 ' �� 椀堀 � � 㨀鼀 ⬀吀 ·- ✀⬀- ·- 0 椀销 尀戀$ 0 椀销 ✀琀 ✀琀 ✀琀 琀Ⰰ ⸀⸀. !� Mn C Si s p Ni 挀㨀� � Test item � � � 挀㨀� 'i 'i �M ⴀ ∀✀ ⴀ ∀✀ ⴀ ∀✀ 0 -0 ∀✀ ⴀ ∀✀ - �� O.� Guarantee ℀言M 䤀䈀 �1.昀케 �0.0㌀㔀 �o. 0㌀㔀 �0.㤀 �0.10 1. 娀氀 � ∀✀ � value � � � � � � � ∀✀ �i � � � � � � Measured 0.060 1. 38 0. 21 0.005 0.015 0.85 value 氀 � ]] �j 氀 � 氀 � ]� ]� 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 㨀昀 ⸀ 开㨀 ∀✀ 䤀稀- ° ∀✀� - - 椀䈀 ∀✀� ∀✀� � � � -� - 椀䈀 Mechanical properties of deposited metal (620 C x 1 h heat treatment) 愀퀀 琀㬀 㨀栀 琀Ⰰ 㨀栀 琀㬀 준ꈀ琀㬀 愀퀀 琀Ⰰ 愀퀀 琀㬀 愀퀀 琀㬀 KV2(J) ReLIRp0.2 Rm (MPa) A(%) Test item ° (MPa) -60 C 挀Ⰰ_ ⸀帀 ⸀帀 ⸀帀 ⸀帀 ⸀帀 ⸀帀 ⸀帀 cc 愀㨀 愀㨀 愀㨀 愀㨀 愀㨀 愀㨀 愀㨀 椀㔀 � Guar ntee u u u u u u 䤀䐀� u �400 �20 �490 �27 i 猀㬀u va ue 0 0 0 0 0 0 0 Mea ured 550 460 29 100 � C C C C C C C va ue 愀Ⰰ 愀Ⰰ 愀Ⰰ 愀Ⰰ 愀Ⰰ 愀Ⰰ 伀氀 伀氀 伀氀 伀氀 伀氀 伀氀 伀氀 -䌀⤀ O c e 뀀✀ e 뀀✀ e 뀀✀ e 뀀✀ e 뀀✀ e 뀀✀ e 뀀✀ ∀伀 C氀⸀ ∀伀C氀⸀ C氀⸀ C氀⸀ ∀伀 ∀伀C氀⸀ ∀伀 ∀伀⸀ꌀ ∀伀 C氀⸀ � � >-㸀ⴀ >->- >->- X-ray radiographic inspection requirements: Level I >->- >->- 㸀ⴀ>- >0 眀戀娀最 - 挀栀- 挀栀- 挀栀- 挀栀- 挀栀- 挀栀- ⴀu ꌀ甀 ꌀ甀 ꌀ甀 ꌀ甀 ꌀ甀 ꌀ甀 ꌀ甀 + 0 0 0 0 0 0 0 Reference current (DC ) 开䨀 _J _J _J 开䨀 _J _J 愀Ⰰ ⸀帀 ⸀帀 ⸀帀 ⸀帀 Welding rod ⸀帀 ⸀帀 ⸀帀 䌀䐀2. 0 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 -0 ℀甀 ℀甀 鼀娀 鼀娀 diameter· (mm) 䌀⤀ 䌀⤀ 䌀⤀ �E z z z z 0ⴀ 䨀Ⰰ 䨀Ⰰ 䨀Ⰰ 䨀Ⰰ 䨀Ⰰ 䨀Ⰰ 䨀Ⰰ 40~70 60~90 90~120 140~180 170~210 � � � Welding current (A) 爀漀 � � � � � 0 0 0 zⴀ最 ℀甀 0 ℀甀 0 ℀甀 ℀甀 ℀甀 ℀甀 ℀甀 ℀甀 ℀甀 w w w w w w w Welding position Precautions: ° 1 Welding rods must be baked at 350-400 C for 1.5h 开䨀 -∀㠀 before welding and they shall be baked immediately z z z o� 鼀娀 鼀娀 鼀娀 z 鼀娀 鼀娀 鼀娀 -挀Ⰰ 0 0 0 鼀娀 before use. 0 0 0 鼀娀 堀氀 㰀伀 0 鼀娀 䨀儀 鼀娀 2.The rust, oil stain, water and other impurities of the s s s ji s s � ꌀ甀 s weldment must be removed before welding. 愀Ⰰ ⴀ 鼀娀 鄀帀 椀渀 挀漀 뀀✀ 0 � � � � � � � � � � � � � - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 114 - - - - - - - - - - - - - - -115
W707Ni W707 orm to GB氀ꘀ 511Z E5515㨀㨀N Equivalent to AWS A5.5 E8015-C1 ISO 2560-B-E 55 15-N5 P lnstructions:W707 is low temperature steel welding rod covered with lnstructions:W707Ni is low temperature steel welding rod containing Ni and low-hydrogen sodium coating, which adopts DCRP and allows all position covered with low-hydrogen sodium coating, which adopts DCRP and allows ° welding. The deposited metal still has good impact toughness at -70 C. all-position welding. The deposited metal still has good impact toughness ° at -70 C. ° 1 Purpose:Weld low temperature steel structures used at-70 C , such as 09Mn2V and Purpose:Weld low temperature structures made of 09Mn2V, 06MnVAI and 3.5Ni steel ° 1 09MnTiCuRe. C. used at -70 _____________________________ J _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Cu Ni C Si s p Ni Test item Test item - 0. 昀케 2. - Guarantee Guarantee �1.昀케 �0.㌀攀 �1. �0. 昀케 �0.氀묀 �0.氀묀 �1.25 �0.㤀 �o. 0㌀㔀 �0.10 �0.12 2. 75 1.20 value value Measured Measured 0.060 1. 00 0.27 0.006 0.015 0.62 0.62 0.057 0.90 0.30 0.006 0.015 2.50 value value ° ° C x 1h heat treatment) Mechanical properties of deposited metal (620 C x 1h heat treatment) Mechanical properties of deposited metal (620 KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° (MPa) (MPa) 70 70 - C - C Guar ntee Guar ntee �490 �550 �400 �20 �460 �27 �17 �27 i i va ue va ue Mea ured Mea ured 570 480 29 80 610 520 28 90 � � va ue va ue X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I Reference current (DC +) Reference current (DC +) 瘀瘀eldmg rod Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diamete爀∀ (mm) Welding current (A) 40~70 60~90 90~120 140~180 170~210 40~70 60~90 90~120 140~180 170~210 Welding current (A) position Welding Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 350-400 C for 1.5h 1 Welding rods must be baked at 350-400 C for 1.5h before before welding and they shall be baked immediately welding and they shall be baked immediately before use. before use. 2.The rust, oil stain, water and other impurities of the 2When welding, adopt small and medium specifications, weldment must be removed before welding. multi-layer multi-pass welding as far as possible, and 3Short arc operation and string bead are preferred for ° control inter-layer temperature below 200 C. welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - 11 6 - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - -117
W707NiL W807 Conform to GB/T 5117 E5015-N5 P Conform AWSA5.5 E7015-C1L NB/T 47018.2 lnstructions:W707Nil is low temperature steel welding rod covered with lnstructions:W807 is low temperature steel welding rod containing Ni and low-hydrogen sodium coating, which adopts DCRP, has good process covered with low-hydrogen sodium coating, which adopts DCRP and allows performance and allows all-position welding. Its deposited metal has good all-position welding. The deposited metal still has good impact toughness ° ° C. toughness at -70 C. at -80 ° Purpose: It is used for welding of ASME SA203 Gr.B, 09MnNiDR, etc. Purpose:Weld 1.5Ni steel structures used at -80 C. _____________________________ J _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni C Si s p Ni Test item Test item Guarantee 1.10- 1. ㈀ - 2. 崀 Guarantee �O.愀椀 �1.㈀椀 �o. 015 �o. 0㌀㔀 �0.㈀攀 �0.0㌀㔀 �0-� �0.07 �0-� value 2. 㜀㔀 1.㐀 1. 昀케 value Measured 0.04 0. 72 0.24 0.005 0.007 2.66 value ° ° C x 1 h heat treatment) Mechanical properties of deposited metal (620 C x 1 h heat treatment) Mechanical properties of deposited metal (620 KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item ° ° (MPa) (MPa) -70 -80 C C 490~610 �22 �400 �20 �390 �54 �490 �27 Guarantee value Guarantee value 452 30.0 165 535 Measured value Water content of the coating: 㨀㔀0.30% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC Reference current (De ) ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diameter· (mm) 90~120 140~180 170~210 40~70 60~90 90~120 140~180 170~210 Welding current (A) Welding current (A) Precautions: Welding position position Welding ° Precautions: 1. Welding rods must be baked at 350 C for 1 h before ° 1 Welding rods must be baked at 350-400 C for 1.5h before welding and they shall be baked immediately before use. welding and they shall be baked immediately before use. 2.The rust, oil stain, water, etc. of the weldment shall be 2When welding, adopt small and medium specifications, removed before welding. multi-layer multi-pass welding as far as possible, and 3Pay attention to controlling inter-pass temperature ° ° control inter-layer temperature below 200 C. C below 150 3The rust, oil stain, water and other impurities of the 4.Short arc operation is required for welding, and string weldment must be removed before welding. bead is preferred. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 118 119
W907Ni W107Ni Confor Equivalent to AWS A5.5 E8015-C2 Equivalent to AWSA5.5 E7015-G ISO 2560-B-E 55 15-N7 P ISO 2560-B-E 49 15-N7 P lnstructions:W107Ni is low temperature steel welding rod containing Ni and lnstructions:W907Ni is low temperature steel welding rod containing Ni and covered with low-hydrogen sodium coating, which adopts DCRP and allows covered with low-hydrogen sodium coating, which adopts DCRP and all-position welding. Since the weld joint contains about 3.5% of Ni, the allows all-position welding. The deposited metal still has good impact ° deposited metal has good temper resistance. toughness at -90 C. ° Purpose:Weld 3.5Ni low-alloy steel structures used at low temperature of-90 C. Purpose:Weld 06AINbCuN, 06MnNb and 3.5Ni steel structures. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni C Si s p Ni Test item Test item 3. - 3. - Guarantee Guarantee �O. 가툀 �0.035 �0.㌀攀 �0.㌀怀 �0.0㌀ �1.25 �1.25 �0.㔀 �0.12 �0. 3. 75 3. 75 value value Measured 0.040 0. 60 0. 15 0.003 0.012 3. 52 value Mechanical properties of deposited metal (quenching and tempering ° Mechanical properties of deposited metal (620 C x 1 h heat treatment) heat treatment) KV2(J) KV2(J) ReLIRp0.2 ReLIRp0.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° (MPa) (MPa) -100 -90 C C �490 �460 �390 �20 �17 �27 �27 �550 Guarantee value Guarantee value 520 400 30 90 Measured value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (De ) Reference current (De ) Welding rod Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) diamete爀✀(mm) 40~70 60~90 90~120 140~180 170~210 40~70 60~90 100~130 150~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 350-400 C for 1.5h 1 Welding rods must be baked at 350-400 C for 1.5h before before welding and they shall be baked immediately welding and they shall be baked immediately before use. before use. 2When welding, adopt small and medium specifications, ° 2.The weldment must be preheated at about 150 C multi-layer multi-pass welding as far as possible, and ° before welding to prevent cracking. control inter-layer temperature below 200 C. 311 stress elimination is necessary for the weldment, it ° can be tempered at 600-650 C after welding. - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 120 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - 121
Instructions on stainless steel welding rods Instructions on stainless steel welding rods (!)Instructions on chromium stainless steel (lll)Precautions for stainless steel welding Chromium stainless steel has certain corrosion resistance (oxidizing acid, organic acid, cavitation), heat resistance and wear Weldability of chromium stainless steel is poor, martensitic ch爀츀mium resistance. Generally, it is used as materials of power plant, chemical stainless steel is prone to getting brittle and hard during welding and and petroleum equipment. Considering the chromium stainless steel grains of ferritic chromium stainless steel are easy_ to grow un_der the has poor weldability, it is necessary to pay attention to heat treatment action of high temperature during welding, which result in high conditions of the welding process and selection of suitable welding brittleness of weld joints. Although chromium-nickel stainless steel has rods. good weldability, the large welding current required will_ result in a se es n 1.Cr13 martensitic stainless steel: Because this type of chromium stainless of issues, such as intergranular corrosion of welded Joints, hot cracking steel has high hardenability after welding and is prone to cracking, when the traces of weld joints and increase in welding stress and deformation. same type of chromium stainless steel welding rods (G202, G207) are used for ° 1.Stainless steel welding rods are usually of titanium-calcium and lowhydrogen welding, they must be preheated at above 300 C , and tempered and slowly ° types. The welding current shall be of DC as far as possible, which is beneficial cooled at about 700 C after welding to improve plasticity and toughness of weld to overcoming defects of welding rods turning red and shallow depth of fusion. joints. If chromium-nickel stainless steel welding rods (such as A 107, 207) are All-position welding is not suitable for welding rods covered with used for welding, heat treatment after welding is not necessary. titanium-calcium coating, for which, downward welding and flat fillet welding are 2.Cr17 ferritic stainless steel: This type of chromium stainless steel is added suitable. Welding rods covered with low-hydrogen coating allows all-position with proper amount of stable elements, such as titanium, tantalum and welding. molybdenum in order to improve corrosion resistance and weldability, so its 2.Keep stainless steel welding rods dry during use. In order to prevent cracking weldability is better than that of Cr13. When the same type of chromium traces, pits, pores and other defects, welding rods covered with ° stainless steel welding rods (G302, G307) are used for welding, they must be ° ° titanium-calcium coating shall be dried at 300-350 C for 1 h before welding, and ° preheated at 100-200 C, and tempered at about 800 C after welding to improve welding rods covered with low-hydrogen coating shall be dried at 200-300 C for plasticity of weld joints. If chromium-nickel stainless steel (such as A 107, 207) is 1 h before welding. Multiple repeated drying is not allowed, because it may used for welding, heat treatment after welding is not necessary. cause easy peeling off of the coating. (ll)lnstructions on chromium-nickel austenitic stainless steel 3.The weld crater shall be cleaned up and the welding rod shall be protected . Considering chromium-nickel austenitic stainless steel welding rods from being stained with oil and other dirt to avoid increasing the carbon content have good corrosion resistance and oxidation resistance,_ they are of the weld joint and affecting welding quality. widely used in manufacturing of chemical, petroleum, fertilizer, food 4.ln order to prevent intergranular corrosion caused by heating, the welding machinery, medical device and other equipment. In the_ case _of weld in current shall not be too large, which shall be about 20% lower than that of � of chromium-nickel stainless steel, repeated heating will make 1t carbon steel welding rods in general. In addition, the arc shall not be too long, precipitate carbides, which will weaken corrosion resistance and inter-layer fast cooling is adopted and string bead is preferred. mechanical properties. Therefore, the welding rod shall be selected 5.At the time of arc strike, it shall be paid attention not to striking the arc at the according to working conditions of equipment (working temperature and part to be welded. It is preferable to select the run-on plate made of the same categories of medium). material as that of the weldment for arc strike. . . Generally, the selected welding rods shall have the same_ors1m1lar 6.Short-arc welding shall be adopted as much as possible, because too long arc constituents as or to those of the base metal and selection 1s mainly may easily result in hot cracking traces. The arc length is generally 2-3 mm. based on medium and working temperature. ?.Welding rod manipulation: It is required to adopt short-arc fast welding, ° 1.For the medium whose working temperature is higher than 300 C and which generally not allowing lateral swing, which is aimed at reducing heat and width has strong corrosion, it is required to select stainless steel welding rods of the heat affected area, improving weld joints' resistance to intergranular containing stable elements, such as Ti or Nb or ultra-low carbon stainless steel corrosion and reducing the hot cracking tendency. welding rods; For the medium containing dilute sulfuric acid or hydrochloric 8.Welding rods applied to welding of dissimilar steel shall be carefully selected acid, stainless steel welding rods containing Mo and Cu are often selected. to prevent hot cracking traces due to improper welding rod selection or a phase 2.lf working at normal temperature with weak corrosivity, stainless steel welding precipitation after high-temperature heat treatment, which will cause metal rods not containing Ti or Nb can be used. embrittlement. Select the appropriate welding rods referring to the selection 3.Since carbon content of the deposited metal imposes great influence on criteria for welding rods applied to welding of stainless steel and dissimilar steel corrosion resistance of stainless steel, in general, stainless steel welding rods and adopt appropriate welding process. having carbon content not higher than that of the base material or ultra-low carbon stainless steel welding rods are selected. - - - - 122 - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - 123
Method for determining ferrite content in austenitic stainless steel weld metal 㨀글 I I I 蘀瀀 - -1- -1- - r - M ⸀挀 I I I ⸀儀 ⴀ t- 1- - - - - M 䌀㨀 I I 0 _1 __ L_ Method Principle of determining ferrite content 㨀椀 I 蘀瀀 I N .嬀嬀 M 䌀㨀 Cc渀瀀are t栀攀 ĺŇ i c attraction force of the guide -:-�� - 蘀瀀 Ferrite tester 0 saip I e w i th trat of the test p i 攀挀e -琀ⴀ - 䌀⤀ M ⸀尀 1 ⸀ _L_ 0 z N I ⸀尀 ⸀⸀ X ⴀ O.,nges in 洀愀gnetic i nd㨀꼀t i漀渀 are affe挀琀攀搀 by LO N � 6 ferrite cont攀渀t of t栀攀 test piece, and therefore, 氀氀 Ferrite display + 蘀瀀 determ i n i ng cran最攀s i n 1 gnet i c i nd㨀꼀t ion i s erough ∀✀ ⸀挀 ⸀⸀ u X N LO N ⼀儀 Magnetic 0 䐀攀termi渀攀 t栀攀 force r錀鴀 i r攀搀 to pu 11 a standard N measuring ∀✀ 瀀攀rnment 洀愀gnet away from the test piece ⸀⸀ instrument u ⴀ ⸀⸀ � Calculate Cr 攀焀uivalent and Ni 攀焀uival攀渀t 愀挀cording � > to t栀攀 c攀픀 i ca I 찁S i t i on of the test p i 攀挀e, f i 渀搀 N � Organization out the i ntersect i on 瀀漀 i nt of t眀漀 攀焀u i va I ents 漀渀 the " V organization chart and read it out. There are thr攀攀 chart method 0 c퀀鸀ly us攀搀 organization crarts, rarely 匀挀haeffer, 䐀攀 I ong a渀搀 鼀. 匀攀e the figure 戀攀l⸀ ⴀ 瀀甀 Ca I cu I ate the area 瀀攀rcenta最攀 of ferr i te in the Method of mi crostru挀琀ure of the test piece by an 漀瀀t i ca I counting pixels N microsco瀀攀 N 0 0 N 0 䌀伀 ⴀ⸀0 NO䌀 ⴀ崀焀伀 焀一 N M N N Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 124 - - - - - - - - - - - - - - - 125
Delong Organization Chart 21 I I I I I I I I I I I -- --⬀ⴀ - ➔ - ⴀ帀-- --� - + - ⴀ琀 -- -L - ⴀ琀 - -1 - - 1 1 1 20 I I I I I I I I I I I I � _ !_J-�--L-L_J_J __ �-L-�-J-- 19 I I I I 1 , I I I ust n te I I I I I I I � � _ � � I l _ _ - - - -- - - - - - 18 I I I I I I I I I I I I I I I I I I I I I - � 17 였销� ✀娀 - -,- -1- - I - T - -1- -,- - ,- - T � I - 1 1 1 Ferrite -�--:--�- �� ',�� h�-/-' -� �--:- r -�-�-�--:--� - - 16 ercentag 1 9 , ⠀戀 ⸀夀 ⸀⼀, I I I I I I I I I � � � 15 � \ �-�-�--:--�- - & •- - - -�-�--:--�-�- � ; � , I n / , � 1 1 __ L _ l _ J __ -夀ⴀ⼀ⴀ_ __ L _ 14 I I I I I I I I � I I I I I I I . - -- -- - - -- -- - > 13 . , , I I I I I 1 I I I I I I I - - -7 -- --r - -7 --,--r - r T T 12 1 Austenite+Ferrite I I I I I - - ⬀ⴀ - � - ⴀ琀 - -1- - � - � - 4 - -1- - � - I I I I I I I I 27 26 22 24 25 23 16 Crequ i va I ent=%Cr+%Mo+1. 5x%Si+0. 5x%Nb WRC Organization Chart 18 ⰀⰀ I I I r ? I � := � = i, t:=�:-,�;•��-�-,- 0 - 䨀眀 16 I I Ⰰ昀 V X A 氀伀 N I r � I / I "'1 _ I , "∀✀ w� l __ 漀栀 䌀⤀ - + I I A z F } ) / � � 䨀眀 ⰀⰀ X , _ � 0 � � 14 N + , , I 0 䨀眀 X 氀伀 樀䬀 + 3:�•a-��- -- - ✀漀� � � 樀开 z 12 昀椀 ✀䔀 ·K- ✀㸀 q . > , l _ 开쬀_L_ - - z 10 F I I I 28 30 18 = Grequivalent %Gr+%Mo+0. 7x%Nb A, AF, FA and F represent solidification modes A: Single phase austenite (r) AF: Pro-eutectoid phase (r) + eutectic ferrite (6) FA: Pro-eutectoid phase()+ peritectic / eutectoid phase (r) F: (5) single phase crystallization
0 � 0 ✀砀 0 䌀⸀ ✀砀 0 0 言言 0 ✀砀 0 ⠀⤀ 0 0 ✀砀 㨀樀' 0 N ⴀⰀ ⠀⤀ N N ✀砀 ✀砀 ✀砀 ⠀⤀ ⴀⰀ 言言 䌀鐀 ✀砀 N N 甀Ⰰ ⠀⤀ ⴀⰀ 0 言言 ⠀⤀ ⠀⤀ ⠀⤀ ⠀⤀ ⴀⰀ 堀脀 言言 爀漀 ⸀尀 ⴀⰀ ⴀⰀ ⠀⤀ ⠀⤀ ✀砀 ⠀⤀ 言言 ✀砀 氀氀 言言 言言 ⴀⰀ ⴀⰀ ⴀⰀ - 0 嬀砀 z N N ⠀⤀ 言言 言言 堀脀 言言 z 挀挀 堀脀 堀脀 䌀⸀ ⴀⰀ ✀砀 � 言言 z ⸀謀 堀脀 ⸀謀 言言 z 氀딀 漀氀 N z z N 言言 z z 䌀⸀ z z 言言 栀砀 z 琀渀 氀氀 N 言言 㰀伀 㰀伀 � 言言 N 渀氀 言言 言言 㰀伀 � 言言 栀砀 0 0 � 㨀嬀 㨀嬀 言言 0 㨀嬀 0 N 0 0 ✀砀 㨀嬀 3 3 � 琀茀 z 䌀⸀ m m � 言言 言言 0 䌀⸀ 琀ꀀ ✀砀 ✀砀 m m m m I I m m m m m m m m m m m � 栀砀 栀砀 N N � � 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 栀砀 漀✀ 䨀氀 言言 0 言言 言言 言言 言言 言言 言言 言言 ⸀尀 琀渀 琀渀 0 0 � � 0 0 ✀砀 堀脀 琀ꀀ 堀脀 0 0 0 0 ⸀謀 ⸀謀 堀脀 ✀砀 ✀砀 嬀砀 嬀砀 堀脀 0 � � 䌀⸀ r r I I I I I I I I I I I I I I I 伀䨀 0 言言 言言 言言 言言 言言 言言 言言 言言 言言 言言 言言 言言 言言 0 0 言言 言言 愀⸀ ✀砀 ✀砀 ✀砀 ✀砀 ✀砀 ✀砀 ✀砀 琀渀 琀渀 琀渀 琀渀 琀渀 琀渀 3 z z ✀砀 ✀砀 I I 3 言言 言言 3 0 䌀⸀ 0 ✀砀 琀渀 � 琀茀 ✀㰀 㨀관 氀딀 � 䌀⸀ 氀딀 䜀⤀ 䜀⤀ ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⤀㸀 ⴀ椀 言言 言言 言言 言言 � � 栀砀 栀砀 N 0 N N 0 琀渀 琀渀 N N ✀㰀 g ∀伀 言言 0 0 0 0 0 0 N 0 0 栀砀 栀砀 0 0 0 0 0 琀茀 氀氀 嬀砀 N 嬀砀 N 嬀砀 N N N 嬀砀 N 嬀砀 N 嬀砀 N N 嬀砀 N � 氀딀 氀딀 氀딀 㬁ᘀ � Welding rods recommended for welding of stainless steel clad plates Model of welding rod Types of steel plates Transition layer Cover layer Base layer 06Cr13 + Q235 J422, J426, J427 A102 06Cr13 + Q345(16Mn) J502, J506, J507 A107 06Cr13 + 12CrMo R202, R207 A302 A307 06Cr18Ni9Ti + Q235 J422, J426, J427 12Cr18Ni9Ti + Q235 A132 A137 06Cr18Ni9Ti + Q345(16Mn, 15MnV) J502, J506, J507 12Cr18Ni9Ti + Q345(16Mn, 15MnV) 06Cr18Ni12Mo2Ti + Q235 J422, J426, J427 A312 A212 06Cr18Ni12Mo2Ti + Q345(16Mn, 15MnV) J502, J506, J507
Selection of welding rods for welding of stainless steel and dissimilar steel Base metal Medium- Base metal Highcarbon Lowcarbon Mn13 Low-Ni Ni-Cr Cr-Mo Cr13 Ni-Cr-Mo carbon 18-8 steel steel steel steel steel steel steel steel steel steel 3 3 3 3 3 3 3 3 1 2 2 2 2 2 2 2 2 2 18-8 steel 18-8 steel A B B B B A A C C 3 3 3 3 3 3 3 3 3 Cr13 steel 2 2 2 2 2 2 2 2 2 Cr17 steel B C C C C C C C C 3 3 3 3 1 2 2.5Ni 2 2 2 2 J427 J427 Low-carbon steel A B B B A A A C Mediumcarbon 1 2 2.5Ni 2 2 2 2 3 3 3 3 J507 steel A B B B B C A 1 2 2 2 2 2 2 3 3 3 3 3 High-carbon steel the Note: 1.1,2 and 3 in the Table respectively represent B A C C C C following types of welding 1 2 2 2 2 2 3 3 3 3 rods: 1 - 18-12Mo type; 2 - 25-13 type; 3 - 25-20 typ Cr-Mo steel B B C C C 3 3 3 3 2 2 2 2 ng 2.A, Band C in the table respectively represent the following preheab Ni-Cr steel ° ° B B C ; C • C ; B -50-150 temperatures: A- ambient temperature -50 C C ° 150-250 C. 3 3 3 2 2 2 Ni-Cr-Mo steel B B C 3.25-13 and 25-20 types of stainless steel welding rods shall be used for plug welding of stainless steel plates and the transition layer of clad plates (the 1 2 2.5Ni Low-Ni steel part mixed with carbon steel). A A 1 Mn13 steel 4.The preheating temperature is determined according to the material, the A structure, and the heat treatment state of the base material. Concise table of stainless steel welding rods Concise table of stainless steel welding rods National Model of Type of Power supply Page Main purpose standard model for welding welding rod coating It is used for welding of 06Cr13 and 12Cr13 stainless steel structures, Titaniumcalcium 106 G202 E410-16 AC-DC as we 11 as for wear-resistant and corrosion-resistant surfacing. type The purpose is the same as that of G202 and a 11-pos it ion we Id i ng is Low hydrogen 107 G207 E410-15 DCRP possible. type It is used for welding of 06Cr13, 12Cr13 and 2 䌀r13 stainless steel Low hydrogen structures, as wel I as for wear-resistant and corrosionresistant 108 G217 E410-15 DCRP type surfacing. Titaniumcalcium It is used for welding of corrosion-resistant (nitric acid) and 109 G302 E430-16 AC-DC type heat-resistant Cr17 stain I ess stee I structures. Low hydrogen The purpose is the same as that of G302 and all-position welding is 110 G307 E430-15 DCRP type possible. Concise table of chromium-nickel stainless steel welding rods National Model of Type of Power supply Page Main purpose standard model welding rod for welding coating It is used for welding of ultra-low carbon Cr19Ni10 stainless steel ITitaniumcalcium E308L-16 111 A002 AC-DC structures, such as 022Cr19Ni10 and 0㘀䌀r19Ni11Ti. type It is used for welding of ultra-low-carbon 022Cr19Ni12Mo2 stainless ITitaniumcalcium stee I structures, as we 11 as we Id i ng of stain I ess stee I structures of E316L-16 112 A022 AC-DC type synthetic fiber and other equipment. The purpose is the same as that of A022 and corrosion resistance is ITitaniumcalcium 113 A022Mo E317L-16 AC-DC superior that of A022 type ITitaniumcalcium It is used for welding of ultra-low carbon 022Cr19Ni13Mo2 stainless 114 A032 E317LMoCu-16 AC-DC steel structure with high corrosion resistance in sulfuric acid medium. type ITitaniumcalcium It is used for welding of ultra-low carbon 022Cr23Ni13Mo2 stainless 115 A042 E309LMo-16 AC-DC type stee I structures and di ss i mi I ar stee I.
Nabonal Model of Type of Power supply Page Main purpose standard model for welding coating welding rod t爀渀aniumcalcium It is used for welding of ultra-l漀眀 carbon 022Cr18Ni24Mo5 stainless steel 116 A052 AC-DC structures and di ss i mi I ar stee I type Titaniumcalcium It is used for welding of ultra-l漀眀 carbon 022Cr23Ni13 stainless steel 117 A062 E309L-16 AC-DC structures and di ss i mi I ar stee I type Titaniumcalcium It is used for welding of 06Cr19Ni9 and 06Cr19Ni11Ti stainless steel r 118 A102 E308-16 AC-DC structures with working temperature below 3Cx. c type It is used for welding of 0Cr19Ni9 and 06Cr19Ni11Ti stainless steel ° Low hydrogen C and al I-position welding structures with working temperature below 3Q() 119 A107 E308-15 DCRP type is possible 爀爀itaniumcalcium It is used for welding of important corrosion-resistant 120 A132 E347-16 AC-DC titanium-containing stable 06Cr19Ni11Ti stainless steel type The purpose is the same as that of A132 and all-position welding Low hydrogen 121 A137 E347-15 DCRP is possible type It is used for welding of ASTM307 steel and dissimilar steel, as wel I as 爀爀itaniumcalcium surfacing of impact-corrosion resistant steel and the transition layer, 122 A172 E307-16 AC-DC type such as hi gh鬀팀nganese stee I and hardening stee I t爀渀aniumcalcium 123 A202 E316-16 The purpose is the same as that of A201 AC-DC type It is used for welding of 06Cr18Ni12Mo2 stainless steel, high-chr漀洀ium Low hydrogen steel Cr13, Cr17 requiring no heat treatment after welding and dissimilar 124 A207 E316-15 DCRP type steel. Al I-position welding is possible Titaniumcalcium It is used for welding of important stainless steel, such as 06Cr18Ni12Mo 125 A212 E318-16 AC-DC type and 022Cr17Ni14Mo2 It is used for welding of copper-containing stainless steel (such as Titaniumcalciurr 06Cr19Ni13Mo2䌀甀) structures that are resistant to sulfuric acid medium 126 A222 E317MoCu-16 AC-DC type corrosion Titaniumcalciurr It is used for welding of 06Cr19Ni10 and 06Cr18Ni12Mo2 stainless steel 127 A232 E318V-16 AC-DC structures that are generally heat and corrosion resistant type National Model of Type of Power supply Page Main purpose standard model welding rod coating for welding The purpose is the sc䤀笀le as that of A232 and Low hydrogen 128 A237 DCRP E318V-15 al I-position welding is possible type It is used for welding of 06Cr19Ni13Mo3-type stainless steel structures, lfitaniumcalcium 129 A242 E317-16 AC-DC as wel I as welding of clad steel and dissimilar steel structures type It is used for welding of structures made of 06Cr24Ni13-type stainless Titaniumcalcium 130 A302 E309-16 AC-DC stee I, di ss i mi I ar stee I, hi gh-chrcm i um stee I and hi ghⴀ騀anganese stee I. type It is used for welding of the same type of stainless steel, stainless Titaniumcalcium steel I ining, dissimilar steel (Cr19Ni9 and low-carbon steel), 131 A302Fe E309-16 AC-DC type high-chr漀洀ium stee I, hi ghⴀ騀anganese stee I, etc. Low hydrogen The purpose is the same as that of A302 and all-position welding is 132 A307 E309-15 DCRP possible type l fitaniumcalcium It is used for welding of 06Cr24Ni13Mo2-type stainless steel, dissimilar A312 E309Mo-16 133 AC-DC stee I and c I ad stee I type It is used for welding of 06Cr26Ni21 heat-resistant stainless steel used tTitaniumcalcium under high ter爀瀀erature condition, chromium steel (Cr5欀눀, Cr9Mo, Cr13, A402 E310-16 134 AC-DC type Cr28, etc.) and dissimilar steel The purpose is the same as that of A402 and all-position welding is Low hydrogen A407 E310-15 135 DCRP possible type The purpose is the same as that of A402, but crack, corrosion and heat tTitaniumcalcium 136 A412 AC-DC resistance is better than that of A402 and A407. E310Mo-16 type It is used for welding of 06Cr25Ni20Si2 austenitic heat resistant steel Titaniumcalciun 137 A422 AC-DC and dissimilar steel type It is used for welding of as-quenched low-alloy steel, medium-alloy steel, Titaniumcalciurr dissimilar steel and high-rigidity structures, as wel I as welding of 138 A502 E 16-25MoN-16 AC-DC type 06Cr16N i 25Mo6 heat resistant stee I Low hydrogen The purpose is the same as that of A502 and all-position welding is A507 E 16-25MoN-15 139 DCRP possible type
Model of Type of Power supply National Page Main purpose coabng for welding welding rod standard model E330MoMn It is used for welding of 06Cr16Ni35, 06Cr20Ni35 and 06Cr18Ni37 Low hydrogen ° 140 A607 DCRP stainless steel with high working temperature of 850-900 C type WNb-15 It is used for welding of Carpenter20Cb nickel alloy in sulfuric acid, Titaniumcalcium 141 A902 E320-16 AC-DC nitric acid, phosphoric acid and oxidizing acid corrosive media type It is used for welding of corrosion-resistant stainless steel structures Titaniumcalcium with working ter爀瀀erature lower than 300 °C , such as Cr18Ni8, Cr17Ni7, 301, 142 JQ.E304 AC-DC type 302 and 3 㐀 stainless steel, or valve surfacing defects. It is co漀洀only used for welding of stainless steel and other dissimilar Titaniumcalcium steel, as wel I as welding of the transition layer of petrochemical 143 JQ•E309L E309L-16 AC-DC type pressure vesse I sand other equipment It is co渀洀only used for welding of Cr19Ni9Ti-type stainless steel and Titaniumcalcium 144 JQ•E347L E347L-16 AC-DC surfacing of corrosion-resistant petrochemical equipment type Titaniumcalcium It is used for welding of 06Cr18Ni11Nb-type clad steel plates or 145 JQ•E309Nb E309Nb-16 AC-DC surfacing on carbon stee I type Concise table of duplex stainless steel welding rods Model of Power supply Type of National Page Main purpose coabng for welding welding rod standard model It is stainless steel welding r漀搀 of duplex steel structure. The deposited Titaniumcalcium metal contains 40% of ferrite and has good crack resistance. It is used 146 A1002 E312-16 AC-DC type for welding of high-carbon steel, tool steel and dissimilar steel. Titaniumcalcium It is used for welding of ultra-low-carbon 022Cr22Ni5Mo3N, SAF2205 and 147 JQ•S2209 E2209-16 AC-DC other dup I ex stain I ess stee I type Low hydrogen The purpose is the s爀턀e as that of ..⸀缀.S2216 and all osition welding is ⴀ瀀 148 JQ•S2215 DCRP E2209-15 possible type Concise table of stainless steel welding rods used in nuclear power field Model of Power supply Type of National Page Main purpose welding rod coating for welding standard model Be used for nuclear power engineering, such as welding of Titaniumcalcium JQ•A002NP E308L-16 149 AC-DC pressure vesse Is and corresponding structures type Be used for nuclear power engineering, such as welding of itaniumcalcium 150 JQ•A062NP A309L-16 AC-DC pressure vesse Is and corresponding structures type Concise table of cryogenic stainless steel welding rods Model of Type of Power supply National Page Main purpose welding rod coating for welding �tandard model It is used for welding of ultra-low-carbon 00Cr19Ni10 or ° Titaniumcalcium C, 06Cr18Ni11Ti stainless steel, enjoys good toughness at -196 JQ•A002LT 151 E308L-16 AC-DC type and is applicable to welding of LNG storage tanks and pipe I ines It is applicable to welding of 316L-type austenitic stainless steel pipe Titaniumcalcium I iquefied natural gas (LNG) storage tanks and pipe I ines and system, 152 JQ•A022LT E316L-16 AC-DC ° type cryogenic equipnent in service at ultra-low temperature of -196 C.
G202 G207 Con orm to GBIT 983 E410-16 Conform to GB/ 983 E410-15 AWSAS.4 E410-16 AWSAS.4 E410-15 ISO 3581-A-E (13) R 3 2 ISO3581-A-E (13) B42 ISO 3581-B-ES 410-16 ISO 3581-B-ES 410-15 lnstructions:G202 is Cr13 stainless steel welding rod covered with lnstructions:G207 is chromium stainless steel welding rod covered with 1 titanium-calcium coating, and it can be used under AC and DC. alkaline coating, which adopts DCRP and all-position welding is possible. _____________________________ J Purpose:lt is used for welding of 06Cr13 and 12Cr13 stainless steel structures, as well Purpose: It is used for welding of 06Cr13 and 12Cr13 stainless steel structures, as as surfacing of corrosion-resistant and wear-resistant structures. well as surfacing of corrosion-resistant and wear-resistant structures. _____________________________ I -----------------------------I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 11.0- Guarantee �1. �o.爀툀 �0.Ⰰ怀 �0.12 �0.㤀 �o. 㜀 �0.75 �0.㜀㔀 Guarantee 11.0- 14.0 value �1. �o.爀툀 �0.㐀怀 �0.75 �0.㤀 �O. 椀焀 �0.12 �o. 75 value 14.0 Measured 0.080 0.30 0.45 0.015 0.021 12. 20 0.30 0.030 0.035 Measured value 0.054 0.55 0. 20 0.007 0.020 12. 50 0. 12 0.030 0.030 value Mechanical properties of deposited metal (maintain temperature of the test Mechanical properties of deposited metal (maintain temperature of the test ° ° ° ° piece at 730-760 C for 1 h, then cool to 315 C with the furnace at a speed not exceeding piece at 730-760 C for 1h, then cool to 315 C with the furnace at a speed not exceeding ° ° 110 C/h and subsequently conduct air cooling) 60 C/h and subsequently conduct air cooling) Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) Guarantee value Guarantee value �450 �450 �15 �15 540 28 550 29 Measured value Measured value + + Reference current (AC.DC ) Reference current (DC ) Welding rod 瘀瘀eldmg rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter·(mm) diameter·(mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at about 250 C for 1 h before 1 Welding rods must be baked at about 250 C for 1 h welding. before welding. ° ° 2.The weldment shall be preheated to 250-350 C before 2.The weldment shall be preheated to 250-350 C before ° ° welding, and tempered at 730-760 C after welding. welding, and tempered at 730-760 C after welding. 13 - - - - 6 - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 7 - - - - 13
G217 G302 Conform to GB 983 E430- 6 Co orm to GB/T 983 E410-15 AWSAS.4 E410-15 AWS AS.4 E430-16 ISO3581-A-E (13) B42 ISO 3581-A-E (17) R 3 2 ISO 3581-B-ES 410-15 ISO 3581-B-ES 430-16 lnstructions:G217 is Cr13 stainless steel welding rod covered with alkaline lnstructions:G302 is Cr17 stainless steel welding rod covered with titanium 1 coating, which adopts DCRP and all-position welding is possible. coating, and it can be used under AC and DC. _____________________________ J Purpose:lt is used for welding of 06Cr13, 12Cr13 and 20Cr13 stainless steel structures, 1 such as repair welding and butt welding of blades of steam turbine, as well as surfacing Purpose: It is used for welding of Cr17 stainless steel structures that are resistant to 1 of corrosion-resistant and wear-resistant structures. nitric acid and heat. _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Cr Ni Mo Cu C Si s p Cr Ni Mo Cu Test item Test item 11.0- 15.0- Guarantee Guarantee �1. �o.爀툀 �0.伀椀O �1. �o.爀툀 �O. 昀케 �0.㐀怀 �0.㤀 �0.75 �0.㤀 �0.75 �0. 㜀㔀 �o. 㜀 �0.12 �0.10 �o. 75 14.0 18.0 value value Mechanical properties of deposited metal (maintain temperature of the test Mechanical properties of deposited metal (maintain temperature of the test ° ° ° ° piece at 760-790 C for 1h, then cool to 595 C with the furnace at a speed not exceeding piece at 730-760 C for 1 h, then cool to 315 C with the furnace at a speed not exceeding ° ° 55 C/h and subsequently conduct air cooling) 60 C/h and subsequently conduct air cooling) Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item �15 �15 �450 �450 Guarantee value Guarantee value + Reference current (AC.DC ) + Reference current (DC ) weIaing roa 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter· (mm) Welding rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter(mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding current (A) 40~80 50~100 70~120 90~160 160~200 position Welding Precautions: Welding position Precautions: ° ° 1 Welding rods must be baked at about 250 C for 1 h before 1 Welding rods must be baked at about 250 C for 1 h before welding. welding. ° 2.The rust, oil stain, water and other impurities of the 2.The weldment shall be preheated to 200 C before ° weldment must be removed before welding. welding, and tempered at 760-790 C after welding. ° 3.The weldment shall be preheated to 300-350 C before 3.The weldment must be cleaned of rust, oil stain, water ° welding, and tempered at 730-760 C after welding. and other impurities before welding. 13 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 8 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 13
A002 G307 Co orm to GB/T 983 E430-15 Co orm to GB/T 983 E308L- 6 AWS AS.4 E430-15 AWS AS.4 E308L-16 ISO3581-A-E (17 B4 2 ISO3581-A-E (199L R32 ) ) ISO 3581-B-ES 430-15 ISO 3581-B-ES 308L-16 lnstructions:A002 is ultra-low-carbon Cr19Ni10 stainless steel welding rod lnstructions:G307 is Cr17 stainless steel welding rod covered with alkaline covered with titanium-calcium coating. Its deposited metal has carbon content coating, which adopts DCRP and all-position welding is possible. of $0.04%. It has good intergranular corrosion resistance and good welding 1 _____________________________ I performance. In addition to good strength and anti-porosity, the coating is 1 resistant to turning red. It can be used under AC and DC. Purpose:lt is used for welding of Cr17 stainless steel structures that are resistant to _____________________________ J nitric acid and heat. Purpose:lt is used for welding of ultra-low-carbon 022Cr19Ni10 stainless 1 steel structures, as well as welding of corrosion-resistant 06Cr18Ni11Ti stainless ° 1 steel structures with working temperature below 300 C . It is mainly used for 1 Chemical composition of deposited metal ( % ) manufacturing of synthetic fiber, fertilizer and petroleum equipment. _____________________________ J Mn C Si s p Cr Ni Mo Cu Test item Chemical composition of deposited metal ( % ) 15.0- Guarantee �a.挀洀 �O.伀椀O �O. 㜀㔀 �0.㤀 �o. 昀씀 �1. �0.75 �0.10 18.0 value Mn C Si s p Cr Ni Mo Cu Test item a.漀ꀀ 18.0- 9.0- Guarantee �0.㐀怀 �0. 㐀 �1. �a.cm �o. 75 �0.75 Mechanical properties of deposited metal (maintain temperature of the test 2.㔀 12.0 21. 0 ° ° value piece at 760-790 C for 1 h, then cool to 595 C with the furnace at a speed not exceeding ° Measured 0.024 1. 30 0. 62 0.008 0.020 19.90 9.80 0.040 0.035 55 C/h and subsequently conduct air cooling) value Mechanical properties of deposited metal Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) �450 �15 Guarantee value �510 �30 Guarantee value + 580 45 Measured value Reference current (DC ) vveIamg roa Reference current (AC.DC +) 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 Welding current (A) 40~80 50~100 70~130 100~160 140~200 diameter· (mm) 40~80 50~100 70~130 100~160 140~200 Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at about 200-300 C for 1 h 1 Welding rods must be baked at 300 C for 1 h before before welding. welding. ° 2.The weldment shall be preheated to 200 C before 2.Select DC power supply as far as possible, and the ° welding, and tempered at 760-790 C after welding. current shall not be too large. 3.The weldment must be cleaned of rust, oil stain, water and other impurities before welding. - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 140 - - - - - - - - - - - - - - - 141
A022 A022Mo Co orm to GB/T 983 E316L- 6 Conform to GB⸀茀 983 E317L-16 AWSA5.4 E316L-16 AWSA5.4 E317L-16 ISO3581-A-E (19123L) R3 2 ISO 3581-B-ES 317L-16 ISO 3581-B-ES 316L-16 lnstructions:A022Mo is ultra-low carbon Cr18Ni12Mo3 stainless steel welding lnstructions:A022 is ultra-low carbon Cr18Ni12Mo2 stainless steel welding rod rod covered with titanium-calcium coating. Its deposited metal has carbon covered with titanium-calcium coating. Its deposited metal has carbon content of 1 content of $0.04%. It has good heat, corrosion and crack resistance and $0.04%. It has good heat, corrosion and crack resistance and anti-porosity, and anti-porosity, especially that its corrosion resistance is better than that of has good operation performance. In addition to high strength, the coating is A022. It has good operation performance. In addition to high strength, the resistant to turning red. It can be used under AC and DC. I ------------------------------ coating is resistant to turning red. It can be used under AC and DC. I ------------------------------ Purpose:lt is used for welding of synthetic fiber and other equipment as well as the same type of stainless steel structures. Moreover, it can be also used for welding of Purpose:lt is used for welding of ultra-low carbon 022Cr18Ni12Mo3 stainless steel, as 1 1 chromium stainless steel, clad steel and dissimilar steel that cannot accept heat treatment well as welding of chromium stainless steel, clad steel and dissimilar steel that cannot 1 1 elding. after accept heat treatment after welding. w 1 1 ___ ______ ___ ___ ___ ___ ___ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 0. 戀ꨀ 17.0- 11.0- 2.0- Guarantee �0.㌀怀 �1. �0. 㐀 �0.㜀㔀 �0.Ⰰ怀 2. 㔀⤀ 娀氀. 0 14.0 3.0 value 3.0- Guarantee 0.㔀爀 18.0- 12.0- �1. �0.0㌀ �0.㐀怀 �0. 㐀 �o. 75 value 2㔀 21.0 14.0 4.0 Measured 0.025 1. 20 0. 60 0.007 0.021 19.05 11. 60 2.45 0.038 value Mechanical properties of deposited metal Mechanical properties of deposited metal Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) Guarantee value �510 �20 Guarantee value �25 �490 570 46 Measured value + Reference current (AC.DC ) Reference current (AC.DC +) Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter'
A032 A042 Con orm to GBIT 983 E31㜀⸀LMoCu-16 conform to GBIT 983 E309LMo-16 AWS A5.4 E309LMo-16 ISO 3581-A-E(23 12 2 L) R 3 2 ISO 3581-B-ES 309LMo-16 lnstructions:A032 is ultra-low-carbon Cr19Ni13Mo2Cu stainless steel welding rod 1 lnstructions:A042 is ultra-low-carbon Cr23Ni13Mo2 stainless steel welding covered with titanium-calcium coating, which is characterized by good heat, 1 rod covered with titanium-calcium coating, which can be used under AC and corrosion and crack resistance, anti- porosity and excellent welding performance. DC. Since proper amount of Mo is added to the_ weld joint, crack resistance It can be used under AC and DC. and corrosion resistance of the weld metal are improved. _____________________________ J Purpose:Because weld joints contain Mo and Cu, it has high corrosion resistance in 1 Purpose:lt is used for welding of the same type of ultra-low-carbon stainless sulfuric acid medium. Therefore, it can be used to weld the same type of ultra-low-carbon 1 steel materials and dissimilar steel. stainless steel structures of synthetic fiber equipment used in sulfuric acid medium of dilute 1 and medium concentration, and weld Cr10Si3 acid resistant steel. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item 12.0- 2 堀儀- o.� ㈀㈀.0- Guarantee Mn C Si s p Cr Ni Mo Cu Test item �a.cm �0.㐀怀 �0. 㐀 �o. 75 �1.m 3.堀儀 2� ㈀㔀.0 14.0 value 18.0- 12.0- O.� 2.堀儀- Guarantee Measured �a.挀洀 �O.O氀椀 �0. 㐀 �0.㤀 �2.m 0.026 1. 35 0. 66 0.007 0. 021 23. 20 12.35 2. 36 0.034 2.� 21.0 14.0 2.� value value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item �510 �540 �25 �25 Guarantee value Guarantee value 595 38 Measured value Reference current (AC.DC +) + 瘀瘀e1a1ng roa Reference current (AC.DC ) 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) 瘀瘀eldmg rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 Welding current (A) 40~80 50~100 70~130 100~160 140~200 diameter (mm) 40~80 50~100 70~130 100~160 140~200 Welding current (A) Welding position Precautions: ° Welding position Precautions: 1 .Welding rods must be baked at 300 C for 1 h before ° 1 .Welding rods must be baked at 300 C for 1 h before welding. welding. 2.Select DC power supply as far as possible, and the 2.Select DC power supply as far as possible, and the current shall not be too large. current shall not be too large. 144 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 145
A052 A062 Con orm to GBIT 983 E309L-16 AWS A5.4 E309L-16 ISO 3581-A-E(23 12 L)R 32 ISO 3581-B-ES 309L-16 lnstructions:A052 is ultra-low-carbon Cr18Ni24Mo5 stainless steel welding rod lnstructions:A062 is ultra-low-carbon Cr23Ni13 stainless steel welding rod covered with titanium-calcium coating. Its weld metal is resistant to pitting covered with titanium-calcium coating, and it can be used under AC and DC. corrosion of media containing formic acid and acetic acid and chloride ion Due to its low carbon content, it can resist intergranular corrosion caused by corrosion and its corrosion resistance is superior to that of A022, etc. It has carbide precipitation when there are no stabilizers such as Nb and Ti. excellent welding performance and can be used under AC and DC. -----------------------------� J _____ Purpose:lt is used for welding of the same type of stainless steel structures, clad 1 Purpose:lt is used for welding of reactors and separators with chemical resistance steel and dissimilar steel components manufactured by synthetic fiber and 1 to sulfuric acid, acetic acid and phosphoric acid, as well as welding of seawater petrochemical equipment, as well as surfacing of the transition layer of the inner 1 I corrosion resistant steel (022Cr18Ni24Mo5) and dissimilar steel. wall of the nuclear reactor pressure vessel and welding of components inside the 1 _____________________________ J tower. -----------------------------I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item Guarantee 17.0- 22.0- 4. - �0. �2 �1. �a.挀洀 �O. �2. 5.� ㈀㈀. 0 27.0 0.㔀 - 12.0- ㈀㈀.0- value Guarantee �0.㐀怀 �0.㐀怀 �1. �a.cm �0.75 �o. 75 ㈀㔀.0 2� 14.0 value Measured 0.024 1. 32 0. 65 0.007 0. 021 23. 30 12.90 0.045 0.035 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item �25 �490 Guarantee value �510 �25 Guarantee value + Reference current (AC.DC ) 560 42 Measured value 瘀瘀e1amg roa + Reference current (AC.DC ) 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter (mm) Welamg roa 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 Welding current (A) 40~80 50~100 70~130 100~160 140~200 diameter (mm) 40~80 50~100 70~130 100~160 140~200 Welding current (A) Welding position Precautions: ° Welding position Precautions: 1 .Welding rods must be baked at 300 C for 1 h before ° 1 .Welding rods must be baked at 300 C for 1 h before welding. welding. 2.Select DC power supply as far as possible, and the 2.Select DC power supply as far as possible, and the current shall not be too large. current shall not be too large. 14 - - - 7 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 6 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 14
A107 A102 Conform to GB/T 983 E308- 6 Con orm to GBIT 983 E308-15 AWS AS.4 E308-16 AWS AS.4 E308-15 ISO 3581-A-E(19 9) R 3 2 ISO 3581-A-E(19 9) B 4 2 ISO 3581-B-ES 308-16 ISO 3581-B-ES 308-15 lnstructions:A107 is Cr19Ni10 stainless steel welding rod covered with lnstructions:A 102 is Cr19Ni10 stainless steel welding rod covered with alkaline coating. The deposited metal has good mechanical properties and 1 titanium-calcium coating. The deposited metal has good mechanical properties resistance to intergranular corrosion. Adopt DCRP and all-position welding is and resistance to intergranular corrosion. It has excellent welding performance 1 possible. and anti-porosity, and the coating is resistant to turning red and cracking. It 1 can be used under AC and DC. Purpose:lt is used for welding of corrosion-resistant 06Cr19Ni10-type stainless ° 1 steel structures with working temperature below 300 C, as well as welding of Purpose:lt is used for welding of corrosion resistant 06Cr19Ni1 0 and ° steel with poor weldability (such as high-chromium steel) and surfacing of the 06Cr18Ni11Ti stainless steel structures with working temperature below 300 C. I stainless steel surface layer. I ------------------------------ _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item Guarantee 0. 昀가- 18.0- 9.0- �O.䌀䔀 �1. �0.㐀怀 �0.75 �a.cm �o. 75 9.0- value 2㔀 21.0 11.0 0. 昀가- 18.0- Guarantee �a.cm �O. 㜀㔀 �O. 䤀蜀 �1. �O.伀椀O �0.75 2.㔀 21.0 11.0 value Measured 0.038 1. 35 0. 68 0.008 0.022 9. 60 0.064 0. 10 19. 75 value Measured 0.056 1. 90 0. 24 0.006 0.021 20.00 9.50 0.068 0. 11 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item �550 �30 Guarantee value �550 �30 Guarantee value 590 45 Measured value 600 43 Measured value + + Reference current (AC.De ) Reference current (DC ) Welding rod Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diameter' (mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 40~80 50~100 70~120 90~160 140~200 Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 300 C for 1 h before 1 Welding rods must be baked at about 250 C for 1 h welding. before welding. 2.Select DC power supply as far as possible, and the 2.The weldment shall be cleaned of impurities such as current shall not be too large. oil stain, rust and water before welding. 14 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 - - - - - 8 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 14 -
A132 A137 Conform to GB/ 983 E347-16 Con orm to GB/T 983 E34Z-15 AWSA5.4 E347-16 AWS A5.4 E347-15 ISO 3581-A-E(19 9 Nb)R 3 2 ISO 3581-A-E(19 9 Nb)B 4 2 ISO 3581-B-ES 347-16 ISO 3581-B-ES 347-15 lnstructions:A 132 is Cr19Ni1 ONb stainless steel welding rod containing Nb stabilizer and covered with titanium-calcium coating, which has excellent lnstructions:A 137 is low carbon Cr19Ni1 ONb stainless steel welding rod resistance to intergranular corrosion and good mechanical properties. It is containing Nb stabilizer and covered with alkaline coating, which has characterized by excellent welding performance and antiporosity, the coating excellent resistance to intergranular corrosion. Adopt DCRP and allposition is resistant to turning red and cracking, and it can be used under AC and DC. welding is possible. 1 1 Purpose:lt is used for welding of important corrosion-resistant 06Cr18Ni11 Ti-type 1 Purpose:lt is used for welding of important corrosion-resistant 06Cr18Ni11 Ti-type 1 stainless steel containing Ti stabilizer. stainless steel containing Ti stabilizer. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Nb+Ta Mn Nb+Ta C Si s p Cr Ni Mo Cu C Si s p Cr Ni Mo Cu Test item Test item axe- axe- 0. 昀가- 0. 昀가- 18.0- Guarantee 18.0- 9.0- 9.0- Guarantee �.75 �0. �1. �0.75 �0.75 �1. 琀最o洀椀 �0.75 �0㐀怀 琀最0㐀怀 �O洀氀 �O.䌀䈀 2.㔀 21.0 value 2㔀 21.0 1. 11.0 1. 11.0 value Measured Measured 19. 75 0. 045 1. 68 0. 75 0.008 0. 021 19.80 9. 65 0.066 0. 105 0.45 0.058 1. 90 0. 30 0.007 0. 021 9.580.068 0. 10 0.48 value value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item �520 Guarantee value �520 �25 �25 Guarantee value 630 41 640 38 Measured value Measured value + + Reference current (DC ) Reference current (AC.DC ) Welding rod Welding rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diamete爀✀(mm) 40~80 50~100 70~130 100~160 140~200 40~80 50~100 70~120 90~160 160~200 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: ° ° 1 Welding rods must be baked at 300 C for 1 h before 1 Welding rods must be baked at about 250 C for 1 h welding. before welding. 2.Select DC power supply as far as possible, and the 2.The rust, oil stain, water and other impurities of the current shall not be too large. weldment must be removed before welding. - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 150 - - - - - - - - - - - - - - - 151
A172 A202 Conform to GBrr 983 E307-16 Con orm to GB/T 983 E316-16 AWS A5.4 E307-16 AWSA5.4 E316-16 ISO 3581-A-E(18 9 Mn Mo)R 3 2 ISO 3581-A-E(19 12 2)R 3 2 ISO 3581-B-ES 307-16 ISO 3581-B-ES 316-16 lnstructions:A202 is Cr18Ni12Mo2 stainless steel welding rod covered with lnstructions:A 172 is stainless steel welding rod covered with titaniumcalcium titanium-calcium coating. Since Mo is added to the deposited metal, it has coating, which can be used under AC and DC. Weld metal has excellent crack good corrosion, heat and crack resistance, and is particularly advantageous resistance. against chloride ion pitting. It has excellent operation performance and can be used under AC and DC. Purpose:lt is applicable to welding of ASTM307 steel and other dissimilar steel, as well as surfacing of steel resistant to impact and corrosion and the transition layer. Purpose:lt is used for welding of steel used in organic and inorganic acid Such as high-manganese steel and hardening steel. 1 (non-oxidizing acid) media and 06Cr17Ni12Mo2 stainless steel or dissimilar steel. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 0. 㐀- 3.3紀ⴀ 18. - 9. - O.匀爀 Guarantee �1. �a.挀洀 �O.伀椀O �O. 㜀㔀 4. 75 0.14 21.㔀 10. 椀伀 1. 㔀 O.匀爀 17.0- 11.0- 20- value Guarantee �O.氀꼀 �1. �a.cm �0.㐀怀 �o. 75 2㔀 ㈀ .0 14.0 3. 0 value Measured 0.045 1. 40 0. 65 0.009 0.022 19. 35 12.04 2. 52 0. 10 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item �590 �25 Guarantee value �520 �25 Guarantee value 590 40 Measured value Reference current (AC.DC +) + Welding rod Reference current (AC.DC ) 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) We@ing roa 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 60~100 80~110 110~160 160~200 Welding current (A) diameter'
A207 A212 Con orm to GBIT 983 E316-15 Con orm to GBIT 983 E318-16 AWSAS.4 E316-15 AWSAS.4 E318-16 ISO 3581-A-E(19 12 2)B 4 2 ISO 3581-A-E(19 12 3 Nb)R 3 2 ISO 3581-B-ES 316-15 ISO 3581-B-ES 318-16 lnstructions:A212 is Cr18Ni12Mo2Nb stainless steel welding rod containing lnstructions:A207 is Cr18Ni12Mo2 stainless steel welding rod covered with Nb stabilizer and covered with titanium-calcium coating. Its deposited metal alkaline coating. Since the deposited metal contains Mo, it has good corrosion, has better resistance to intergranular corrosion than A202 and A207. It has heat and crack resistance, and is particularly advantageous against chloride ion excellent operation performance and can be used under AC and DC. pitting. Adopt DCRP and all-position welding is possible. Purpose:lt is used for welding of important 06Cr17Ni12Mo2 and 022Cr17Ni12Mo2 1 1 stainless steel, such as urea synthesizers and vinylon equipment that contact Purpose:lt is used for low carbon 06Cr17Ni12Mo2 stainless steel equipment, and strongly corrosive media. welding of high-chromium steel (such as Cr13, Cr17) requiring no heat treatment after 1 welding and dissimilar steel. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Nb+Ta C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 6XC- O.� 17.0- 11.0- 2.0- Guarantee �O.䌀䈀 �1. �.75 甀甀0㐀怀 甀甀0㌀怀 17.0- 11.0- 2.0- O.� Guarantee 2� 20.0 14.0 3.0 1. value �O. 㜀㔀 �0. �1. �a.挀洀 �O.伀椀O 3.0 2.� ㈀ . 0 14.0 value Measured 0.045 0.95 0. 70 0.010 0.022 19. 20 11. 93 2. 40 0. 11 0.45 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item �520 �20 �550 �25 Guarantee value Guarantee value 600 39 Measured value + Reference current (DC ) + Welding rod Reference current (AC.DC ) 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 40~80 50~100 70~120 90~160 160~200 Welding current (A) diameter (mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding position Precautions: ° Welding position Precautions: 1 .Welding rods must be baked at about 250 C for 1 h before ° 1 .Welding rods must be baked at 300 C for 1 h before welding. welding. 2.The rust, oil stain, water and other impurities of the 2.Select DC power supply as far as possible, and the weldment must be removed before welding. current shall not be too large. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 155 154 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
A222 A232 983 E3 ?MoCu-16 Conform to GB Con orm to GBIT 983 E318V-16 1 lnstructions:A232 is Cr18Ni12Mo2V stainless steel welding rod covered with . lnstructions:A222 is Cr19Ni13Mo2Cu stainless steel welding rod covered with . t1tan1um-calc1um coating . Since the deposited metal contains V, it has good heat t1tan1um-calc1um coating. Since the deposited metal contains Cu, it has better . resistance and crack resistance. It has excellent welding performance and can corrosion resistance than other stainless steel welding rods in acid medium. It has be used under AC and DC. excellent welding performance and can be used under AC and DC. Purpose:lt is used for welding of 06Cr19Ni10 and 06Cr17Ni12Mo2 stainless 1 steel structures that are generally heat resistant and have certain corrosion 1 Purpose:lt is used for welding of the same type of Cu-containing stainless steel equipment. �����------------------------J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu V Test item Mn C Si s p Cr Ni Mo Cu Test item Guarantee 0.䐀最 o.� 17 . 0- 11. 0- 2.0- 18. 0- 12. 0- 2.0- �0.䌀䈀 �1. 琀글o.氀묀 �.75 0.� 琀글o. ㌀攀 Guarantee value �0.㤀 �0. 㠀 �o.爀툀 �0.氀렀 �2. 2� ㈀ .0 14.0 0. 㜀 2.5 2.� 21. 0 14.0 2.5 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) �540 �25 Guarantee value �540 �25 Guarantee value + Reference current (AC.DC ) Reference current (AC.DC +) welding roa 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) Welding rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter'
A237 A242 Con orm to GBIT 983 E318V-15 Conform to GBIT 983 E3 㜀⸀-16 AWSA5.4 E317-16 ISO 3581-B-ES 317-16 1 lnstructions:A237 is Cr18Ni12Mo2V stainless steel welding rod covered with lnstructions:A242 is Cr19Ni13Mo3 stainless steel welding rod covered with alkaline coating. Since the deposited metal contains V, it has good heat resistance titanium-calcium coating. Considering its deposited metal has higher Mo content 1 and crack resistance. Adopt DCRP and allposition welding is possible. than that of A202, it has better corrosion resistance to nonoxidizing acid (such as 1 sulfuric acid, sulfurous acid and phosphoric acid) and organic acid. In addition, it also has good e昀昀ect on pitting resistance and can be used under AC and DC. 1 Purpose:lt is used for multi-layer welding of 06Cr19Ni10 and 06Cr17Ni12Mo2 stainless steel structures that are generally heat resistant and have certain corrosion resistance. Pu爀瀀ose:lt is used for welding of the same type of stainless steel materials clad steel and dissimilar steel. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Cr Ni Mo Cu V Test item Mn C Si s p Cr Ni Mo Cu Test item 20- 0. 가錀 17.0- 11.0- 0. 氀爀 Guarantee �1. �0.䌀䈀 �a.洀椀 �O. 氀렀 �o. 75 0. 椀眀 ㈀ .0 2㔀 14.0 25 value 3. 0- O.� 18.0- 12.0- Guarantee �0. 㐀0 �0. �1. �a.洀椀 �0.75 Measured 4.0 2.㔀 21.0 14.0 value 2. 35 0.050 0.28 0.009 0. 021 18. 96 11. 85 0. 10 0.48 1. 95 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item �20 �540 �25 �550 Guarantee value Guarantee value 600 41 Measured value + Reference current (AC.DC ) + Reference current (AC.DC ) Welamg roa 䌀䐀 2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 Welding rod diameter' (mm) 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diamete∀글mm) 40~80 50~100 70~130 100~160 140~200 Welding current (A) 40~80 50~100 70~120 90~160 140~200 Welding current (A) Welding position Precautions: ° 1 Welding rods must be baked at 300 C for 1 h before Welding position Precautions: ° welding. 1 Welding rods must be baked at about 250 C for 1 h before 2.Select DC power supply as far as possible, and the welding. current shall not be too large. 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. 15 - - - - - - 8 - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 - - - 15
A302 A302Fe Conform to GB⸀茀 983 E309-16 贀贀Ⰰ堀Co簀鴀r吀伀o m ⴀ吀to뜀GⰀ娀B娀⸀먀謀븀9謀堀8=3�E⸀娀3=0=9�-1�6�----- AWS A5.4 E309-16 AWS A5.4 E309-16 ISO 3581-A-E(22 12)R 3 2 ISO 3581-A-E(22 12)R 5 3 ISO 3581-B-ES 309-16 ISO 3581-B-ES 309-16 lnstructions:A302Fe is Cr23Ni13 high-e昀昀iciency stainless steel welding rod lnstructions:A302 is Cr23Ni13 stainless steel welding rod covered with covered with titanium-calcium coating. The deposited metal has good crack titanium-calcium coating, and the deposited metal has good crack resistance and 1 resistance and oxidation resistance and the welding rod coating has excellent oxidation resistance. It has good operation performance and can be used under resistance to cracking and turning red. It is suitable for largescale backing AC and DC. welding, downward welding and fillet welding, and has good operation ------------------------ I performance. ! Purpose:lt is used for welding of the same type of stainless steel, stainless steel _ -----------------------------7 lining, dissimilar steel (Cr19Ni9 and low-carbon steel),h1gh-chrom1um steel and Purpose:lt is used for welding of the same type of stainless steel, stainless steel _ c e , - a a e e i lining, dissimilar steel (Cr19N19 and low-carbon steel), h1gh-chrom1um steel, � 㨀开 _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ � � �� � � 㨀开 � high-manganese steel, etc. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item o.� 22. 0ⴀⴀ 12. 0ⴀⴀ Guarantee 琀甀o.氀묀 琀甀o_ 75 琀甀o_ 75 �0.㐀怀 琀甀o_ 15 琀甀u堀䨀 2.� 25.0 14.0 value O.� 22. 0ⴀⴀ 12. 0ⴀⴀ Guarantee 琀甀o. 15 琀甀o_ 㜀㔀 琀甀1. �0.㐀怀 琀甀o. 75 �O.氀묀 2.� 25.0 14.0 Measured value 0. 35 0.055 0. 70 0.009 0.021 24. 25 12. 75 0. 10 1. 45 value Measured 0.068 0.008 0.014 24. 30 13. 50 0.019 0.005 0. 75 1. 73 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Test item Rm (MPa) A(%) �550 �25 Guarantee value Guarantee value �550 �25 Measured value 40 595 Measured value 33 620 + Reference current (AC.DC +) Reference current (AC.DC ) 瘀瘀e1amg roa Welding rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) diameter (mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 80~130 120~160 180~240 240~280 Welding current (A) Welding position Precautions: ° Welding position 1 .Welding rods must be baked at 300 C for 1 h before Precautions: ° welding. 1 .Welding rods must be baked at 300 C for 1 h before 2.Remove rust and oil stain from the weldment before welding. welding 2.Select DC power supply as far as possible, and the current shall not be too large. - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 160 - - - - - - - - - - - - - - -161
A312 A307 Con orm to GBfT 983 E309-15 Con orm to GBfT 983 E309Mⴀ鬀 6 AWS A5.4 E309-15 AWS A5.4 E309Mo-16 ISO 3581-A-E(22 12)B 4 2 ISO 3581-B-ES 309Mo-16 I SO 3581-B-ES 309-15 1 lnstructions:A312 is Cr23Ni13Mo2 stainless steel welding rod covered with titanium-calcium coating. Due to the high Mo content of the weld joint, it has 1 better corrosion, crack and oxidation resistance than A302. It has good lnstructions:A307 is Cr23Ni13 stainless steel welding rod covered with alkaline 1 coating, and the deposited metal has good crack resistance and oxidation operation performance and can be used under AC and DC. resistance. Adopt DCRP and all-position welding is possible. Purpose:lt is used for welding of stainless steel containers of the same type that 1 Purpose:lt is used for welding of the same type of stainless steel, dissimilar steel, are resistant to sulfuric acid medium (ammonium sulfate) corrosion, as well as 1 high-chromium steel, high-manganese steel, etc. welding of stainless steel lining, clad steel and dissimilar steel. ------------------------------ Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item O.� 22 .0- 12.0- Guarantee �0. 㜀㔀 �0.15 �1. �0.氀묀 �0.75 �0㐀怀 2.0- o.� 22 .0- 120- Guarantee 2.㔀 25.0 14.0 �0.75 �0.12 �1. �0.氀묀 �0㐀怀 value 3. 0 2.50 25.0 14.0 value Measured 23. 43 0.057 1. 30 0.22 0. 007 0.022 12. 82 0. 12 0. 12 Measured value 0. 052 1. 40 0. 68 0.009 0.022 23. 10 12. 74 2. 36 0. 11 value Mechanical properties of deposited metal Mechanical properties of deposited metal Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item Guarantee value Guarantee value �25 �25 �550 �550 600 615 40 38 Measured value Measured value + Reference current (AC.DC +) Reference current (DC ) 瘀瘀e1amg roa Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) diameter· (mm) Welding current (A) 40~80 50~100 70~120 90~160 140~200 40~80 50~100 70~130 100~160 140~200 Welding current (A) Precautions: Welding position ° Welding position 1 Welding rods must be baked at 300 C for 1 h before Precautions: ° welding. 1 Welding rods must be baked at about 250 C for 1 h 2.Select DC power supply as far as possible, and the before welding. current shall not be too large. 2.The current shall not be too large during operation. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 162 - - - - - - - - - - - - - 1 63
A402 A407 Conform to GB/T 983 E310-15 Conform to GB 983 E3 0- 6 AWSA5.4 E310-16 AWSA5.4 E310-15 ISO 3581-A-E(25 20)R 3 2 ISO 3581-A-E(25 20)B 4 2 ISO 3581-B-ES 310-16 ISO 3581-B-ES 310-15 lnstructions:A407 is Cr26Ni21 pure austenitic stainless steel welding rod lnstructio_ns:A402 is Cr26Ni21 pure austenitic stainless steel welding rod covered with alkaline coating. The deposited metal has excellent oxidation covered with t1tan1um-calc1um coating. The deposited metal has excellent ° ° 1 resistance at high temperature of 900-1100 C. Adopt DCRP and all-position oxidation resistance at high temperature of 900-1000 C. It has good welding 1 1 pe o m n d c se d r C an C 1 welding is possible. Since the weld joint is pure austenite, the hot crack i 栀저 � � � � � � j � 开㨀 � j � � _ ________ _ _ ___ re�i�a툀餀ce is n� a� 990-9 �s a o t e u e s u t e _ _ 耀贀 开℀ ℀븀 � .9. el � 䨀开r � ℀簀 _______ Purpose:lt is used for welding of the same type of heat-resistant stainless steel _ ⴀ吀 J Purpose:lt is used for welding of the same type of heat-resistant stainless steel, 1 used under high temperature conditions, and also for welding of chromium steel with 1 stainless steel lining and dissimilar steel, as well as welding of Cr5Mo, Cr9Mo, high hardenability (such as Cr5Mo, Cr9Mo, Cr13 and Cr28) and dissimilar steel. _____________________________ J Cr13 and Cr28 steel with high hardenability. _____________________________ I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 1. - 0.㠀崀 25.0- 20.0- Guarantee �0.㜀㔀 �O.O氀氀 �O.O氀氀 �0.75 �0.75 0.20 ㈀㠀.0 2.� ㈀㈀.5 value 0. 崀 25.0- ㈀ . ⴀ 1. - Guarantee �O. 㜀㔀 �O.O氀氀 �O.O氀氀 �0.75 �0.75 2.� 0. ㈀ ㈀㈀. 5 28.0 Measured value 0. 13 2.00 0. 60 0.007 0.022 26. 65 0.045 0. 10 21. 10 value Measured 0. 11 0.30 0.007 0. 021 26. 10 20. 76 0.048 0. 12 1. 70 value Mechanical properties of deposited metal Mechanical properties of deposited metal Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item Guarantee value Guarantee value �25 �550 �550 �25 Measured value 610 38 590 38 Measured value + + Reference current (AC.DC ) Reference current (AC.DC ) 瘀瘀e1amg roa 瘀瘀eldmg rod 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter (mm) diameter' (mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 40~80 50~100 70~120 90~160 140~200 Welding current (A) Precautions: Welding position ° Welding position 1 .Welding rods must be baked at about 250 C for 1 h Precautions: ° before welding. 1 .Welding rods must be baked at 300 C 昀漀r 1 h before 2.The current shall not be too large during operation. welding. 2.Select DC power supply as far as possible, and the current shall not be too large. - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 164 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - 165
A412 A422 Conform to GB 983 E3 OMoⴀⰀ16 Conform to GB/ 983 AWSA5.4 E310Mo-16 ISO 3581-B-ES 310Mo-16 lnstructions:A422 is Cr25Ni18Mn8 stainless steel welding rod covered with lnstructions:A412 is Cr26Ni21 Mo2 pure austenitic stainless steel welding rod . . . titanium-calcium coating, which can be used under AC and DC.Considering . . covered with t1tan1um-calc1um coating. Since Mo 1s added to the deposited . a large amount of Mn 1s added to the weld Joint, the hot crack resistance of metal, its corrosion, heat and crack resistance is improved compared with I the weld joint is improved. A402 and A407. It can be used under AC and DC and the operation -----------------------------I performance is good. _____________________________ J Purpose:lt is used for repair welding of Cr25Ni20Si2 austenitic heatresistant Purpose:lt is used for welding of heat-resistant stainless steel used under high steel drum on the furnace rolling machine and welding of dissimilar steel. temperature conditions, as well as welding of stainless steel lining and dissimilar steel. It has excellent toughness when being used to weld carbon steel and low-alloy steel with high hardenability. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Cr Ni Test item Mn C Si s p Cr Ni Mo Cu 5. 0- ㈀㌀.0- 16.0- Test item Guarantee �o 20 �1.20 �a.洀椀 �a.洀椀 10.0 吀氀.O 21. 0 value ㈀ .0- 1. 崀 25.0- 2. 0- Guarantee �O. 洀椀 �a.洀椀 �0.75 �0.75 �0.12 Measured 2. 50 28.0 220 3. 0 0.080 6. 18 0.80 0.006 0.020 24. 76 18. 60 value value Measured 0. 075 1. 72 0. 67 0.008 0.022 26. 15 20.68 2.46 0. 10 Mechanical properties of deposited metal value Mechanical properties of deposited metal Test item Rm (MPa) A(%) Rm (MPa) A(%) Test item Guarantee value �540 �30 �28 �550 Guarantee value 580 41 Measured value 630 39 Measured value + Reference current (AC.DC ) + Reference current (DC ) Welding rod 䌀䐀 2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter'(mm) Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter
A502 A507 Conform to GBfr 983 E16-25MoN-16 Conform to GBfr 983 E16-25MoN-15 1 lnstructions:A507 is pure austenitic Cr1 6Ni25Mo6 stainless steel welding lnstructions:A502 is pure austenitic Cr1 6Ni25Mo6 stainless steel welding rod 1 rod covered with titanium-calcium coating, which adopts DCRP and covered with titanium-calcium coating, which can be used under AC and DC. _____________________________ J all-position welding is possible. Purpose:lt is used for welding of as-quenched low-alloy and mediumalloy steel, 1 Purpose:lt is used for welding of as-quenched low-alloy and mediumalloy steel, dissimilar steel, structures with large rigidity, as well as corresponding heat 1 dissimilar steel, structures with large rigidity, as well as corresponding heat resistant steel. Such as welding of as-quenched 30CrMnSi, stainless steel, carbon 1 resistant steel. Such as welding of as-quenched 30CrMnSi, stainless steel, steel and dissimilar steel. carbon steel and dissimilar steel. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu N Test item Mn C Si s p Cr Ni Mo Cu N Test item 0. 촀錀 14.0- ㈀怀 0- 5.0- Guarantee �0.㤀 �0.10 �0. 75 �0.12 �O. 洀氀 �o. 娀윀 Guarantee 0. 촀錀 14.0- ㈀㈀.0- 5.0- 7.0 2.� 18.0 27.0 value �0.㤀 �0.10 �0.娀윀 �O.䤀氀 �0.12 �o. 75 7.0 2.� value 18.0 27.0 Measured 0.050 1. 15 0.50 0.008 0. 021 16. 26 24.60 5.86 0. 10 0. 14 Measured value 24.45 0.055 1. 65 0. 34 0.007 0. 020 15.85 5.90 0. 11 0. 13 value Mechanical properties of deposited metal Mechanical properties of deposited metal Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) �610 �30 Guarantee value Guarantee value �610 �30 655 40 Measured value 650 40 Measured value + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter'< mm) diameter (mm) 40~80 50~100 70~130 100~160 140~200 Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding current (A) Welding position Precautions: ° Welding position 1 Welding rods must be baked at 300 C for 1 h before Precautions: ° welding. 1 Welding rods must be baked at 300 C for 1 h before 2.Select DC power supply as far as possible, and the welding. current shall not be too large. 2.Select DC power supply as far as possible, and the current shall not be too large. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 1 69 168
A902 A607 983 E330MoMnWNb-15 conform to GB Conform to GB 983 E320- 6 AWS AS.4 E320-16 ISO 3581-B-ES 320-16 lnstructions:A607 is pure austenitic Cr16Ni35 stainless steel welding rod lnstructions:A902 is stainless steel welding rod covered with titaniumcalcium covered with alkaline coating. It has good high temperature performance due coating, which can be used under AC and DC_. It has excellent corrosi_on to addition of strengthening elements to the welding rod coating. Adopt DCRP 1 resistance and relatively strong ox1dat1on resistance. It Is widely applied to and n o ti e o e i i g all- � � � � � � � � � � manufacturing and installation engineering of chemical, petroleum a_nd_ ___ ___ ___ ___ ___ 㨀开 hydrogen manufacturing equipment, and can also be used as a d1ss1m1lar Purpose:lt is used for welding 9f the same type of stainless steel materials used steel welding material. at high temperature of 850-900 C , and welding of the collecting pipe and the_ expansion pipe (such as Cr20Ni32 and Cr18Ni37) in the hydrogen manufacturing conversion furnace. --------------------------- Purpose:lt is used for welding of Car_penter20Cb nickel alloy in sulfuric acid, nitric acid, phosphoric acid and ox1d1zing acid corrosive media. Chemical composition of deposited metal ( % ) C Mn Si s p Cr Ni Mo Cu w Nb Test item Chemical composition of deposited metal ( % ) 33. 0- 2.0- 2.0- 1.0- 15.0- Guarantee �0.7' �O. 㜀䌀 .㔀⠀ �o. ㈀⠀ �3 �0.㌀鰀 �O. 帀栀 value 17.0 37.0 3.0 2.0 3. 0 Mn C Si s p Cr Ni Mo Cu Nb Test item axe- 3. 0- 19.0- 320- 2.0- 0. 戀 Guarantee �0.07 �O.昀케 �0.氀묀 �0.㐀怀 2. 50 36.0 4.0 21.0 3. 0 1. value Mechanical properties of deposited metal Mechanical properties of deposited metal Test item Rm (MPa) A(%) Test item Rm (MPa) A(%) Guarantee value �590 �25 �550 �28 Guarantee value + Reference current (AC.DC ) + Reference current (DC ) we1amg roa 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) 瘀瘀e1amg roa 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter (mm) Welding current (A) 40~80 50~100 70~130 100~160 140~200 Welding current (A) 40~80 50~100 70~120 90~160 140~200 Welding position Precautions: 1. Welding rods must be baked at 300 ∀䌀 for 1 h before Welding position Precautions: welding. 1. Welding rods must be baked at about 250 ∀䌀 for 1 h 2.Select DC power supply as far as possible, and the before welding. current shall not be too large. 2.The current shall not be too large during operation. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - -171 170
JQ•E JQ•E 304 30 9L Conformto GB/ 983E309L-16 AWS A5.4 E309L-16 ISO 3581-A-E(23 12 L)R 3 2 ISO 3581-B-ES 309L-16 lnstructions:JQ•E304 is Cr18Ni8 stainless steel welding rod covered with lnstructions:JQ•E309L is ultra-low carbon Cr23Ni13 stainless steel welding rutile coating, which is characterized by excellent welding performance, stable 1 rod covered with titanium-calcium coating. It has excellent crack resistance. arc, low spatter, easy slag removal and beautiful appearance and allows It can be used under AC and DC and all-position welding is possible. all-position welding. It can be used under AC and DC. Purpose:lt is used for welding of corrosion-resistant stainless steel structures with 1 Purpose:lt is commonly used for welding of stainless steel and other dissimilar 1 working temperature lower than 300 ·c, such as Cr18Ni8, Cr17Ni7, 301, 302 and steel, as well as welding of the transition layer of petrochemical pressure vessels 1 304 stainless steel, or valve surfacing. and other equipment. ------------------------------ 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Test item Mn C Si s p Cr Ni Mo Cu Test item 7.栀 o.� 17.0- Guarantee 琀글o.氀묀 琀글o.㐀怀 �0.75 �0. �1.堀儀 �0.75 o.� 12.0- ㈀㈀.0- Guarantee ㈀ .0 2. 㔀 10.㔀 value �0. 㐀 琀글o.氀묀 琀글o.㐀怀 �0.75 �1. 堀儀 �o. 75 ㈀㔀.0 2. 㔀 14.0 value Measured 0. 35 0.043 0.80 0. 75 0.006 0.037 18. 2 0.065 8. 2 Measured value 23. 75 0.023 1. 75 0. 70 0.009 0. 021 13. 40 0.047 0.036 value Mechanical properties of deposited metal Mechanical properties of deposited metal MPa) Test item Rm A(%) ( MPa) Rm A(%) Test item ( �510 �25 Guarantee value �550 �30 Guarantee value 40 590 Measured value 595 37 Measured value + + Reference current (AC.DC ) Reference current (AC.DC ) Welding rod 瘀瘀e1amg roa 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter'
JQ JQ•E • 309Nb E3 4 7L onform to GBfr 983 E309Nb-16 Con orm to GBfT 983 E34㜀⸀L-16 蠀됀瀀ꌀ鸁ᰀ娀焀瀀꤀꤀ꠀꨀꘀ䐀䤀蠀笀鸀✀ⴀ--- AWS A5.4 E347-16 AWS A5.4 E309Nb-16 ISO 3581-B-ES 347L-16 ISO 3581-A-E(23 12 Nb)R 3 2 ISO 3581-B-ES 309Nb-16 1 lnstructions:JQ•E347L is ultra-low-carbon Cr19Ni1 0Nb stainless steel welding lnstru挀琀ions:JQ•E309Nb is stainless steel welding rod covered with rod containing Nb stabilizer and covered with titanium-calcium coating which 1 titanium-calcium coating. Since the deposited metal contains Nb, it has is characterized by excellent intergranular corrosion resistance. It can 'be used 1 better intergranular corrosion resistance and its high-temperature strength under AC and DC and all-position welding is possible. Is improved. Purpose:lt is commonly used for welding of 06Cr18Ni11Ti-type stainless steel Purpose:lt is used for welding of 06Cr18Ni11 Nb-type clad steel plates or and surfacing of corrosion-resistant petrochemical equipment. surfacing on carbon steel. _____________________________ } _____________________________ } Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Cu Nb Test item Mn C Si s p Cr Ni Mo Cu Nb Test item axe- 9.0- Guarantee O.렀最 18.0- �0.㐀怀 �0. 㐀 �1. �O. 洀氀 �o. 75 �0.75 - 0. 㜀䐀 0. 렀最 120- ㈀㈀.0- Guarantee 2.㔀 value 21.0 11.0 1. �O. 㜀㔀 �0.12 �1. �a.洀椀 �0.㐀怀 �0.75 ㈀㔀.0 1. 2.㔀 14.0 value Measured 9.85 0.028 1. 70 0.68 0.006 0.020 19. 30 0.042 0.038 0.40 Measured value 0. 070 1. 50 0.67 0.008 0. 021 23.80 12.65 0. 065 0. 10 0. 90 value Mechanical properties of deposited metal Mechanical properties of deposited metal Rm (MPa) A(%) Test item Rm (MPa) A(%) Test item �550 �25 Guarantee value �510 �25 Guarantee value 630 38 Measured value 590 41 Measured value + + Reference current (AC.DC ) Reference current (AC.DC ) Welding rod 瘀瘀eldmg rod 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter·< mm) diameter· (mm) 50~100 70~130 100~160 140~200 Welding current (A) 50~100 70~130 100~160 140~200 Welding current (A) Precautions: Welding position 1 .Welding rods must be baked at 300 ∀䌀 for 1 h before Welding position Precautions: welding. 1. Welding rods must be baked at 300 ∀䌀 for 1 h before 2.Select DC power supply as far as possible, and the welding. current shall not be too large. 2.Select DC power supply as far as possible, and the current shall not be too large. 1 7 4 - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 175
0 A100 Conform to GB/T 983 E3 2- 6 JQ•S22 9 Conform to GB/T983 E2209-16 2 伀欀娀謀鸀ꌀ笀簀�--=
JQ•A00 NP o 2 on orm to GB/T983 E308L-16 rm to GB 983 E2209-15 J Q • S2215 Conf AWS AS.4 E2209-15 AWS AS.4 E308L-16 ISO 3581-A-E(22 9 3 N L)B 4 2 ISO3581-A-E (19 9L) R3 2 ISO 3581-B-ES 2209-15 ISO 3581-B-ES 308L-16 NB/T 20009.3 E308L lnstructions:JQ.A002NP is ultra-low-carbon stainless steel welding rod lnstructions:JQ•S2215 is ultra-low-carbon duplex stainless steel welding rod covered with rutile coating used in nuclear power field, which has good covered with alkaline coating. Considering the deposited metal contains intergranular corrosion resistance. It is characterized by excellent welding 40%-50% of ferrite, it has excellent mechanical properties and corrosion performance, low spatter, easy slag removal, stable arc and beautiful weld resistance, especially reliable chlorine corrosion resistance and high pitting joint appearance. It can be used under AC and DC and all-position resistance. Adopt DCRP and all-position welding is possible. welding is possible. - Purpose:lt is used for nuclear power engineering, such as welding of - 1 Purpose:lt is used for welding of ultra-low-carbon 022Cr22Ni5Mo3N, SAF2205 pressure vessels and corresponding structures. and other duplex stainless steel. ___________ J Chemical composition of deposited metal ( % ) Mn C Si s p Cr Ni Mo Test item Chemical composition of deposited metal ( % ) 9.0- o.� 18.0- Guarantee 琀글0.010 琀글0.㈀怀 �0.㔀 �0.䨀餀 �0. 砀鄀 2. 21.0 11.0 Mn C Si s p Cr Ni Mo Cu N value Test item Measured 0.024 1. 50 0. 70 0.002 0. 010 20.05 10.20 0.015 0. - O.� 21.5- 7. 2.5- Guarantee �0. 㐀 �1. 琀글o.氀묀 唀뀀- value 甀甀0.㐀怀 �o. 75 10.㔀 0. ㈀ 2. 23.5 3.5 value Co Cu N Ti V Nb+Ta Olerrite content Test item - - - Gua ntee �0.15 �0.07 �0. 踀輀 7~15% Mechanical properties of deposited metal �� "" 110 M�Ⰰ✀;r,��ed 0.017 0.008 0.040 0.010 0. 005 0.014 12.5 Rm (MPa) A(%) Test item Mechanical properties of deposited metal KVL(J) t Rel/Rpo.2(M Pa) Rm (MPa) A(%) Test item ��a ⴀ휀攀㸀ta 11 �•" 尀尀 " "mnpr tr �690 �15 Guarantee value Gu��㼀⸀�!ee - 550~670 �345 �35 �60 As-we lded 564 388 43 70 + Reference current (DC ) ° Measured 559 362 41.5 67.5 C X 16h 595-625 value ° Welding rod 568 381 42.5 68 C X 40h 595-625 䌀䐀3. 2 diameter'(mm) + Reference current (AC.DC ) Downward welding 90~120 Welding reel Welding current (A) 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 Vertical position diameter (mm) 80~100 weldina Welding current (A) 60~90 90~120 130~160 150~200 Welding position Precautions: Precautions: Welding position 1. Welding rods must be baked at about 250 ∀䌀 for 1 h 1 .Welding rods must be baked at 300 ∀䌀 for 1 h before before welding. welding. 2.The current shall not be too large during operation. 2.Select DC power supply as far as possible, and the current shall not be too large. 3.The weldment must be cleaned of impurities such as oil stain, rust and water before welding. 4.Small current and short arc shall be used as far as possible 言蠀蠀言开謀᠀렀똀尀贀 __贀뤀 for welding and the swing width shall not exceed 2.5 times the diameter of the welding rod. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - 17 - 17 - 8
NP 6 JQ•A 2 0 2 JQ• A 6 蠀蠀9堀萀83娀贀E蘀뜀30""'8L鈁─-1 00 __ LT 开开 뜀뜀co萀nfo"-"'-rm..,,.to謀堀GB 娀蠀 堀謀 Conform to GB 983 E309L-16 AWSA5.4 E308L-16 AWS A5.4 E309L-16 ISO 3581-A-E (23 12 L) R 3 2 ISO 3581-B-ES 309L-16 lnstructions:JQ• A002L T is ultra-low-carbon stainless steel welding rod NB/T 20009.3 E309L covered with titanium-calcium coating. Its weld metal has good mechanical lnstructions:JQ.A062NP is ultra-low-carbon stainless steel welding rod 1 properties_ and intergranular corrosion resistance; especially at -196 ·c, it still covered with rutile coating used in nuclear power field. It is characterized I has _good _impact toughness. It can_ be used under AC and DC. The welding by excellent welding performance, low spatter, easy slag removal, stable 1 rod Is resistant to turninQ red, arc Is soft, appearance is beautiful, slag arc and beautiful weld joint appearance. It can be used under AC and DC removal Is easy, spatter Is low, all-position welding performance is excellent and all-position welding is possible. and operability is good. Purpose:lt is used for nuclear power engineering, such as welding of 1 Purpose:lt is used for welding of ultra-low-carbon 00Cr19Ni1 O or pressure vessels and corresponding structures. _____________________________ J 06Cr18Ni11Ti stainless steel, enjoys good toughness at -196 ·c , and is applicable to welding of LNG storage tanks and pipelines Chemical composition of deposited metal ( % ) -----------------------------I Test item Mn C Si s p Cr Ni Mo Chemical composition of deposited metal ( % ) Guarantee 220- 11.0- o.� �0.010 �0.㈀怀 �0-� �o. 㤀 �o.爀툀 value Cu 14.0 C s Si p Cr Ni Mo 2.� ㈀㔀.0 Mn Test item 嘀戀easureo 0. 023 1. 50 0. 72 0.002 0.013 23.0 13. 20 0. 015 9.0- 18.0- value o.� Standard �0. 㐀0 �0.75 �1. �o. 㐀0 �o. 75 �O.氀묀 21.0 12.0 2.� Oferrite content Cu Co N Ti V Nb+Ta Test item Measured 0.030 0.003 1. 00 0. 68 0. 013 18. 40 10. 65 0.025 0.020 value Guarantee - - - �0.15 !r--18% �O.䌀圀 �.07 value Mechanical properties of deposited metal Measured 0. 017 0. 011 0.040 0.004 0.005 0.012 12 value lmpaet absorbring Tensile serength Elongation Test item energy KV2(J) ° Mechanical properties of deposited metal Rm (MPa) A(%) -196 C Test item Rm (MPa) Rel/Rpo.2(MPa) A(%) Standard 㼀㨀510 㼀㨀30 㼀㨀31 Guara ee nt ~7 520 00 㼀㨀345 㼀㨀30 Measured value 560 46 39 548 40 65 As-we lded 399 Measured ° value 595-625 552 374 55 C X 16h 38 + Reference current (AC.DC ) + Reference current (AC.DC ) Welding roa 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) 60~90 90~120 130~160 150~200 Welding current (A) 60~90 90~120 130~160 150~200 Welding current (A) Precautions: position Welding Precautions: position Welding 300 ∀䌀 1.Welding rods must be baked at for 1h before ∀䌀 300 be at for before must elding h 1 1 baked rods W welding and they shall be baked immediately be昀漀re use. welding. 2.Select small current and short arc 昀漀r welding as far as 2.Select DC power supply as far as possible, and the possible. current shall not be too large. 3.The rust, oil stain, water and other impurities of the 3.The weldment must be cleaned of impurities such as oil weldment must be removed be昀漀re welding. stain, rust and water be昀漀re welding. 4.Small current and short arc shall be used as far as possible 昀漀r welding and the swing width shall not exceed 2.5 times the diameter of the welding rod. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 181 180
JQ•A022LT Conform to GB 983E316L-16 伀瘀ꌀꌀ脀焀伀伀謀鬀蠀蠀=䐀䤀脀鄀��--- AWSA5.4 E316L-16 Surfacing welding rods Surfacing is the welding process in which a wear-resistant, corrosion-resistant, and heat-resistant metal layer is applied to the surface or edge of the workpiece. It has lnstructions:JQ• A022L Tis ultra-low-carbon stainless steel welding rod significant economic benefits for repair and improvement of the service life of parts, covered with titanium-calcium coating. Its weld metal has good mechanical rational use of materials, improvement of product performance and cost reduction. 1 properties and intergranular corrosion resistance; especially at -196 ·c, it still Surfacing work and working conditions are very complicated. Therefore, it is necessary 1 has good impact toughness. It can be used under AC and DC. The welding to select suitable welding rods according to rod is resistant to turning red, arc is soft, appearance is beautiful, slag different requirements for surfacing. Di昀昀erent surfacing processes shall be selected for removal is easy, spatter is low, all-position welding performance is excellent di昀昀erent workpieces and welding rods for surfacing so as to obtain the desirable and operability is good. surfacing effect. The most common problem occurred in surfacing is cracking and the major methods Purpose:lt is applicable to welding of 316L-type austenitic st_ainl_ess steel for preventing cracking include: pipe system, liquefied natural gas (LNG) storage tanks and p1pe!1nes and 1.preheating before welding, inter-layer temperature control and slow cooling after 9r�o�n�c .:.q�p�e贀錀t � .:.e謀琀i� � �tr�-low temperature of -196 C. ____ welding. J 2.The stress relief heat treatment shall be conducted after welding. Chemical composition of deposited metal ( % ) 3.ln order to avoid cracking during multi-layer surfacing, select lowhydrogen surfacing welding rods. C s p Cr Ni Mo Cu Mn Si Test item 4.When necessary, there shall be a transition layer (use welding rods with low carbon equivalent and high toughness) between the surfacing layer and the base metal 20- 17.0- 11.0- 0. 㔀 - Standard �.75 �0. �0.氀묀 �- 㐀0 �1. formed through surfacing. There is direct relationship between cracking and the 20.0 14.0 3. 0 2.㔀 carbon content, alloying elements of the workpiece and deposited metal of weld joint. Measured 0.024 0.004 0.96 0.55 0.020 18. 00 2. 20 0.035 13. 20 value Therefore, the preheating temperature is generally estimated based on the carbon equivalent of the welding rod selected. Mechanical properties of deposited metal The formula of carbon equivalent is as follows: : lmpaet absorbring Tensile strength Elongation Ceq=c+1 Mn+贀Si+1cr+ 1Mo+贀 Ni energy KV2(J) Test item ° 6 24 5 4 15 Rm (MPa) A(%) -196C This estimation formula is suitable for low, medium and high carbon steel and low-alloy steel materials. �490 �25 �31 Standard rrenea11ng 爀ⴀreneaung Carbon equivalent( % , Carbon equivalent( % temperature temperature 550 38 40 Measured value �O. 40 �O. 70 Above 100'C Above 250'C + Above 150'C �O. 50 �O. 80 Above 300'C Reference current (AC.DC ) �O. 60 �O. 90 Above 200'C Above 350'C 瘀瘀e1amg roa 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) Preheating is not unnecessary for high-manganese steel and austenitic stainless steel. The preheating temperature for high-alloy steel is above 400 ·c. Welding current (A) 60~90 90~120 130~160 150~200 The surfacing effect refers to hardness, wear resistance and heat resistance of the welding layer, and its performance is related to the following factors: . Precautions: Welding position 1.Magnitude of welding current and length of arc. Large current, together with long arc, 1 Welding rods must be baked at 300 ∀䌀 for 1 h before makes alloying elements easily burnt. On the contrary, it is conductive to transition of welding and they shall be baked immediately before use. alloying elements. 2.Select small current and short arc for welding as far as 2.Preheating temperature and slow cooling conditions determine quality of the surfacing possible. layer. 3.The rust, oil stain, water and other impurities of the 3.Di昀昀erent heat treatment methods can make some deposited metal have different weldment must be removed before welding. degrees of hardness. 4.Hardness and chemical composition of the surfacing layer refer to those of deposited metal that is subject to more than three layers of surfacing. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 183 182
Concise table of surfacing welding rods Model of Type of Power supply Hardness of the National Deposited Main purpose Page welding rod standard model coating for welding surfacing layer metal Normal-temperature low-hardness Titaniumcalcium D102 EDPMn2-03 1Mn3 153 AC-DC HB㼀㨀220 surfacing type Normal-temperature low-hardness Low hydrogen EDPMn2-16 1Mn3 154 D106 AC-DC HB㼀㨀220 surfacing type Normal-temperature low-hardness Low hydrogen 1Mn3 155 D107 EDPMn2-15 DCRP HB㼀㨀220 surfacing type Titaniumcalciurr Normal-temperature low-hardness 156 D112 EDPCrMo-Al-03 2Cr1 .5Mo HB㼀㨀220 AC-DC type surfacing Low hydrogen Normal-temperature mediumhardness D126 EDPMn4-16 157 2Mn4Si HRC㼀㨀28 AC-DC type surfacing Low hydrogen Normal-temperature mediumhardness EDPMn4-15 158 D127 2Mn4Si HRC㼀㨀28 DCRP type surfacing Normal-temperature mediumhardness Titaniumcalcium D132 EDPCrMo-A2-03 4Cr2Mo 159 AC-DC HRC㼀㨀30 surfacing type Normal-temperature high-hardness Low hydrogen 160 D167 EDPMn6-15 4Mn4Si HRC㼀㨀50 DCRP surfacing type t爀渀aniumcalcium Normal-temperature high-hardness 161 D172 EDPCrMo-A3-03 4Cr2Mo HRC㼀㨀40 AC-DC surfacing type Normal-temperature high-hardness Low hydrogen 162 D207 EDPCrMnSi-A1-15 7Mn2Cr3Si DCRP HRC㼀㨀50 surfacing type Normal-temperature high-hardness h itaniumcalcium EDPCrMo-A4-03 163 D212 5Cr2Mo2 HRC㼀㨀50 AC-DC surfacing type Normal-temperature h igh-h ardn ess Low hydrogen EDPCrMo-A3-15 164 D217A 4Cr2Mo2 HRC㼀㨀40 DCRP surfacing type It is used for surfacing of wea爀爀esistant parts that are subjected to a certain am漀甀nt of Low hydrogen 165 EDPCrMoV-A2-15 D227 DCRP HRC㼀㨀55 im 愀挀t load, such 愀猀 the grindi渀最 surface type � of e d椀猀c cutt攀爀 of the headina machine It is used for surfacing of h draul椀挀 � machinery, dredger �ucke s, and mining Low hydrogen D237 EDPCrMoV-A 1-15 166 HRC㼀㨀50 DCRP parts and machin攀爀y subject to sand wear type and cavita琀椀on dam愀最e Power supply Hardness of the Model of Typ�of Deposited National Main purpose Page welding rod surfacing layer coating for welding metal standard model Low hydrogen High-manganese steel surfacing EDMn-A-16 Mn13 167 D256 AC-DC HB 㼀㨀170 type Low hydrogen EDMn-B-16 168 D266 Mn13Mo2 High-manganese steel surfacing HB 㼀㨀170 AC-DC type Low hydrogen Cavitation-resistant high-chromium EDCrMn-B-16 2Mn13Cr13 D276 169 HB㼀㨀210 AC-DC type manganese steel surfacing Cavitation-resistant high-chromium Low hydrogen 170 D277 EDCrMn-B-15 2Mn13Cr13 HB 㼀㨀210 DCRP manganese steel surfacing type Equ i va I ent to Repair welding and surfacing of railway Low hydrogen 171 D286A Mn14Mo2 HB㼀㨀370 AC-DC rails and turnouts type EDZCr-C-15 Low hydrogen Repair welding and surfacing of railway D286B 172 Mn14Ni3 HB㼀㨀270 AC-DC type rails and turnouts Low hydrogen Surfacing of the cutting edge of EDD-D-15 C1Cr4W18V1 173 D307 HB㼀㨀50 DCRP type high-speed steel tools EDRCrMoWV Low hydrogen Surfacing of cold dies and general D317 174 C1Cr3Mo4WSV2 HRC㼀㨀50 DCRP type cutters -A3-15 EDRCrMoWV Surfacing of cold dies and general Titaniumcalcium D322 175 5Cr5W9Mo2V HRC㼀㨀55 AC-DC cutters type -A1-03 EDRCrMoWV Low hydrogen Surfacing of cold dies and general 176 D327 5Cr5W9Mo2V HRC㼀㨀55 DCRP type cutters -A1-15 Low hydrogen Surfacing of hot forging dies D337 EDRCrW-15 177 3Cr2W8 HRC㼀㨀48 DCRP type Low hydrogen D397 178 EDRCrMnMo-15 5CrMnMo Surfacing of hot forging dies HRC㼀㨀40 DCRP type Titaniumcalcium Surfacing of carbon steel or allo steel ° EDCr-A1-03 1Cr13 D502 179 � HRC㼀㨀40 AC-DC type shafts and valves used below 4 0 C Surfacing of carbon steel or allo steel Low hydrogen ° � EDCr-A1-15 1Cr13 180 D507 HRC㼀㨀40 DCRP shafts and valves used below 4 0 C type 1 ⴀⰀurracing 01 U1e seaung surrace 01 U1e Low hydrogen erature high-pressure mediumte 181 D507Mo EDCr-A2-15 1Cr13 HRC㼀㨀37 DCRP type � valves use below 510 C
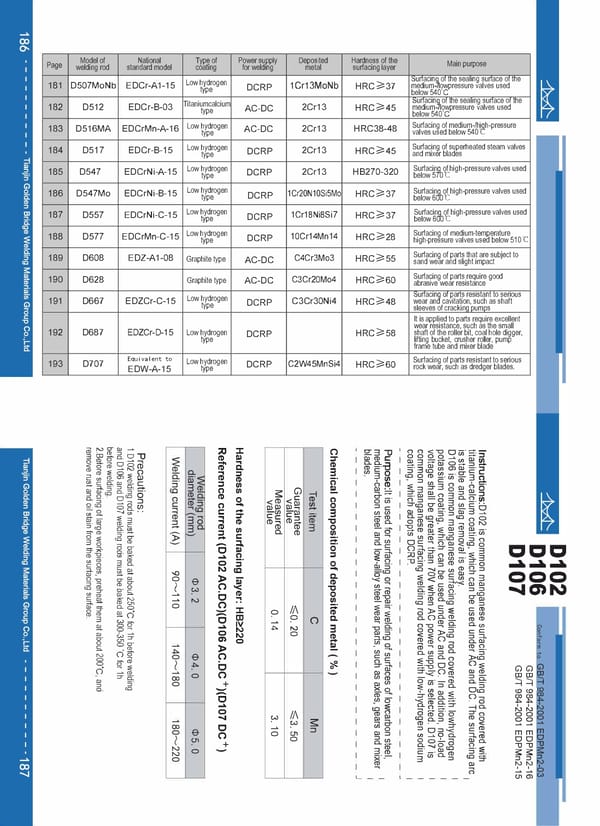
D126 D112 GB/T984-2001 EDPMn4-15 D127 Instructions: D126 and D127 are common surfacing welding rods covered lnstructions:D112 is CrMo surfacing welding rod covered with titanium-calcium with low-hydrogen coating. coating. It can be used under AC and DC. Arc for surfacing is stable and slag D127 adopts DCRP. removal is easy. D126 can be used under AC and DC (no-load voltage shall be greater than ------------------------------ 1 70V when AC power supply is selected). _____________________________ I Purpose:lt is used for welding of the surface subject to wear of lowcarbon steel, medium-carbon steel and low-alloy steel parts, especially suitable for surfacing and Purpose:lt is used for surfacing of the surface subject to wear of lowcarbon steel, repair welding of mining machinery and agricultural machinery. medium-carbon steel and low-alloy steel, such as axles, gears, running drive wheels 1 and mixer blades. _____________________________ J _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity of Total quantity of Mn C Cr Mo C Test item Test item other elements other elements Guarantee Guarantee �1. 50 �4. 50 �O. 25 �2.00 �2. 00 �O. 20 �2. 00 value value Measured - Measured - 0. 18 1. 34 0.30 0. 10 3.80 value value Hardness of the surfacing layer: HB�220 Hardness of the surfacing layer: HRC�30 + + Reference current (AC.DC) Reference current (D126 AC.DC )(D127 DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter(mm) diameter· (mm) 90~110 150~180 180~220 90~120 140~180 180~220 Welding current (A) Welding current (A) Precautions: Precautions: 1.Welding rods must be baked at about 150'C for 1h before welding. 1 .Welding rods must be baked at about 300-350 ∀䌀 for 1 h before welding. ° 2 Before surfacing of large workpieces, preheat them to about 200 C, and 2Before surfacing of large workpieces, preheat them to about 300 ∀䌀, and remove rust and oil stain from the surfacing surface remove rust and oil stain from the surfacing surface Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - 18 9 - 188
D167 D132 lnstructions:D167 is Mn Si surfacing welding rod covered with lowhydrogen lnstructions:D132 is CrMo surfacing welding rod covered with titanium-calcium sodium coating, which adopts DCRP. coating. It can be used under AC and DC. Arc for surfacing is stable and slag removal is easy. -----------------------------I Purpose:lt is used for surfacing of worn parts of agricultural and construction Purpose:lt is used for welding of the surface subject to wear of lowcarbon steel, machinery, such as large bulldozers, rollers of power shovels and automobile loop medium-carbon steel and low-alloy steel parts, especially suitable for surfacing and chains. repair welding of wear parts of mining machinery and agricultural machinery. -----------------------------� _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si Test item C Cr Mo Guarantee Test item 琀甀o_ 45 琀甀6. 50 琀甀1. 00 value Guarantee Measured 琀甀1. 50 琀甀o_ so 堀最3_ 00 0. 30 5.50 0.90 value value Measured 0. 28 1. 96 0.32 value Hardness of the surfacing layer: HRC�50 Hardness of the surfacing layer: HRC�30 + Reference current (DC ) Reference current (AC.DC) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter'< mm) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 90~110 140~180 180~220 diamete爀∀ (mm) Welding current (A) 80~130 110~180 150~240 Welding current (A) Precautions: 1 Welding rods must be baked at 300-350 ∀䌀 for 1 h before welding. Precautions: 2Large workpieces shall be properly preheated to about 300 ∀䌀 before 1 Welding rods must be baked at about 150 ∀䌀 for 1 h before welding. surfacing, and rust and oil stain on the welding surface shall be removed. 2Before surfacing of large workpieces, preheat them to about 300 ∀䌀, and remove rust and oil stain from the surfacing surface - - - - - - - 191 Tianjin Golden Bridge Welding Materials Group Co.,Lld - - Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - 190
D207 D172 lnstructions:D172 is CrMo surfacing welding rod covered with titanium-calcium Instructions: D207 is CrMnSi surfacing welding rod covered with lowhydrogen coating, which can be used under AC and DC. Arc for surfacing is stable, slag sodium coating, which adopts DCRP. removal is easy and process performance is relatively good. I ------------------------------ I Purpose:lt is used for surfacing of bulldozer blades, propellers and other wear parts. 1 Purpose:lt is used for surfacing of gears, dredger buckets, tractor scrapers, I deep-ploughing blade ploughs, mining machinery and other wear parts. I _____________________________ J _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity of other C Mn Si s p Cr Test item elements C Cr Mo Test item 0. 30- Guarantee 琀甀2. 50 琀甀1. 00 琀甀o_ 035 琀甀o_ 035 琀甀1. 00 堀最3_ 50 Guarantee 1. 00 value 琀甀2. 50 琀甀2. 50 琀甀o_ so value Measured - 0.45 3.05 0.52 2. 42 0.007 0.020 Measured value 0. 30 2. 15 1. 50 value Hardness of the surfacing layer: HRC�50 + Hardness of the surfacing layer: HRC�40 Reference current (DC ) Reference current (AC.DC) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 90~110 140~160 180~220 Welding current (A) diameter (mm) Welding current (A) 90~120 150~180 190~230 Precautions: 1 Welding rods must be baked at about 300-350 ∀䌀 for 1 h before welding. Precautions: 2Large workpieces shall be properly preheated to about 200 ∀䌀 before 1 Welding rods must be baked at about 150 ∀䌀 for 1 h before welding. surfacing, and rust and oil stain on the surfacing surface shall be removed. 2Large workpieces shall be properly preheated to about 300 ∀䌀 before surfacing, and rust and oil stain on the surfacing surface shall be removed. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 3 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - 19 - - - - - - - 19 - 2
D212 Equivalent to AWSA5.13 EFe15 1 lnstructions:D212 is CrMo surfacing welding rod covered with titanium-calcium lnstructions:D217 A is CrMnMo surfacing welding rod covered with low-hydrogen coating, which can be used under AC and DC. Arc for surfacing is stable and slag I sodium coating, which adopts DCRP. I removal is easy. I _____________________________ J Purpose:lt is mainly _used for surfacing of high-strength wear-resistant parts. Such as surfacin� and repair welding of 30CrMnS1 and 35CrMnSi metallurgical rollers, and Purpose:lt is used for single-layer or multi-layer surfacing of the surface of various repair welding of parts of ore crushers, 4m3 electric bucket teeth of mine and other worn parts such as gears, buckets and mining machinery. excavator dipper teeth. I _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Cr Mo Test item C Cr Mo Test item Guarantee 琀甀o_ so 琀甀2. 50 琀甀2. 50 value Guarantee 0. 30~0.60 堀最5_ 00 堀最4_ 00 value Measured 0.50 3.90 0. 35 value Hardness of the surfacing layer: HRC�40 Hardness of the surfacing layer: HRC�50 + Reference current (DC ) Reference current (AC.DC) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter' (mm) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter
D227 D237 Conform to GB/T 984-2001 EDPCrMoV-A1-15 1 lnstructions:D227 is surfacing welding rod covered with low-hydrogen sodium lnstructions:D237 is chromium-molybdenum-vanadium surfacing welding rod coating, which adopts DCRP. The surfacing layer is martensitic base with addition 1 covered with low-hydrogen sodium coating, which adopts DCRP. of a certain amount of high-hardness carbide. Therefore, the abrasive wear 1 resistance is high, and the deposited metal has good crack resistance. Purpose:lt is used for surfacing of hydraulic machinery, dredger buckets, and mining parts and machinery subject to sand wear and cavitation damage. 1 Purpose: It can be used for surfacing of wear-resistant parts that are subjected to a certain amount of impact load, such as the grinding surface of the disc cutter of the 1 heading machine _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity of C Cr Mo V other elements Test item C Cr Mo V Test item Guarantee 0.30~0.60 8.00~10.0C 0.50~1.00 堀最3_ 00 堀最4_ 00 value Guarantee 0. 45~0. 65 4.00~5.00 2.00~3.00 4.00~5.00 Measured value 0. 35 9. 70 0. 15 0. 65 value Measured 0.50 2.47 4.50 4.53 value Hardness of the surfacing layer: HRC�50 + Hardness of the surfacing layer: HRC�55 Reference current (DC ) Welding rod + 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 Reference current (DC ) diameter·(mm) Welding rod 90~110 140~180 180~220 Welding current (A) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm\ 90~110 140~180 180~220 Welding current (A) Precautions: 1 Welding rods must be baked at about 250 ∀䌀 for 1 h before welding. 2Large workpieces shall be properly preheated to about 300 ∀䌀 before Precautions: surfacing, and rust and oil stain on the surfacing surface shall be removed. 1 Welding rods must be baked at about 300-350 ∀䌀 for 1 h before welding. 2Large workpieces shall be properly preheated to about 300 ∀䌀 before surfacing, and rust and oil stain on the surfacing surface shall be removed. - Tianjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - 7 - - - - - - - - - 19 19 - 6
D256 D266 EDMn- -16 Equivalent to AWSA5.13 EFeMn-A Equivalent to AWSA5.13 EFeMn-B lnstructions:D266 is high-manganese steel surfacing welding rod covered with lnstructions:D266 is high-manganese steel surfacing welding rod covered with low-hydrogen potassium coating, which can be used under AC and DC (when AC low-hydrogen potassium coating, which can be used under AC and DC (when AC power supply is selected, the no-load voltage shall not be less than 70V). Small power supply is selected, the no-load voltage shall not be less than 70V). Small current and string bead are preferred for surfacing. In addition, immediate current and string bead are preferred for surfacing. In addition, immediate hammering or water quenching when the weldment remains red hot can reduce hammering or water quenching when the weldment remains red hot can reduce cracking tendency. The deposited metal is austenitic high-manganese steel, cracking tendency. The deposited metal is austenitic high-manganese steel, which is characterized by work hardening, toughness and wear resistance. Since which is characterized by work hardening, toughness and wear resistance. Mo is added to the weld metal, crack resistance and wear resistance are improved. _____________________________ J Purpose:lt is applicable to surfacing of various crushers, high manganese steel rails, buckets and bulldozers that are subject to impact and wear. Purpose:lt is applicable to surfacing of various crushers, highmanganese steel rails, buckets and bulldozers that are subject to impact and wear. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity of Mn C Si Test item Total quantity of other elements Mn C Si Mo Test item other elements Guarantee �1. 30 �5. 00 �1. 10 11. 00~16. 00 value Guarantee �1. 30 �1. 10 11. ~1㠀⸀0C �2.50 �1. 00 value Measured - 14. 00 0.32 0.54 value Measured 0. 65 14. 60 0. 75 1. 00 value Hardness of the surfacing layer: HB�170 Hardness of the surfacing layer: HB�170 + + Reference current (AC.DC Reference current (AC.DC ) ) 瘀瘀eIamg roa Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) diamete爀✀(mm) Welding current (A) 70~90 100~140 150~180 70~90 100~140 150~180 Welding current (A) Precautions: Precautions: 1 .Welding rods must be baked at 300-350 䌀尀 for 1 h before welding. 1 .Welding rods must be baked at 300-350 䌀尀 for 1 h before welding. 2Before surfacing of the worn high-manganese steel workpiece, it is 2 Before surfacing of the worn high-manganese steel workpiece, it is necessary to remove the fatigue layer or conduct water toughening or necessary to remove the fatigue layer or conduct water toughening or make use of chromium-manganese steel welding rods (such as D277) for make use of chromium-manganese steel welding rods (such as D277) for backing welding in advance. backing welding in advance. 3Yellow smoke is very thick during surfacing, so it is necessary to 3Yellow smoke is very thick during surfacing, so it is necessary to strengthen ventilation and operate standing at the windward position. strengthen ventilation and operate standing at the windward position. 99 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 9 - - 1 - - - - - - - - 1 - 8
D276 D286A Conform Confor Equivalent to GB/T 984-2001 EDCrMn-B-15 D277 1 lnstructions:D286A is high-manganese steel manganese-molybdenum surfacing lnstructions:D276 and D277 are high-chromium manganese steel welding rod with low-hydrogen potassium coating, which can be used under AC 1 cavitation-resistant surfacing welding rods covered with low-hydrogen coating, and DC. The deposited metal is austenite structure, which can be cold processed and D277 adopts DCRP. D276 can be used under AC and DC (no-load voltage 1 and hardened after impact and it has good impact and wear resistance, high shall be greater than 70V when AC power supply is selected). The weld metal is 1 toughness and good crack resistance. characterized by work hardening, high toughness, cativation resistance, as well as good crack resistance. Purpose:lt is applicable to surfacing of high-manganese steel. It is a kind of Purpose:lt is applicable to surfacing of parts of water turbines that are damaged special welding rod for surfacing repair of railway high-manganese steel rails 1 by cavitation, such as guide blades of water turbines, as well as surfacing of and turnouts. In addition, it can also be used for surfacing of worn parts on high-manganese steel parts requiring high wear resistance and toughness, such impact surfaces of various crushers and bulldozers. as railway turnouts, spiral conveyors, bulldozer blades, grab buckets and crashing cutters. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Mo h"otal quantity Test item Mn C Si Cr Ni Mo of other Test item elements 14.00- 1. 50- Guarantee �0. 035 �0. 035 �0. 40 �0. 12 18.00 2.50 value Guarantee 11. 00- 13.00- �1. 30 �4. 00 �0. 80 �2. 00 �2. 00 value 18.00 17.00 Measured 0. 10 15.95 0. 15 0. 003 0.014 2. 35 value Measured - 0. 38 12. 65 0.45 14. 20 0.050 0. 065 value Hardness of the surfacing layer Hardness of the surfacing layer: HB�210 After rolling As-welded After hammering compaction impact + + Reference current (D276 AC.DC ) (D277 DC ) HB 180~230 370~420 400~500 Welding rod 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter·(mm) + Reference current (AC.DC ) 60~80 90~130 130~170 170~220 Welding current (A) od Welding � 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 ) ( diameter mm Precautions: 70~90 140~180 150~200 Welding current (A) 1 Before surfacing, the welding rod must be baked at 300-350 ∀䌀 for 1 h. 2.Yellow smoke is very thick during surfacing, so it is necessary to Precautions: strengthen ventilation and operate standing at the windward position. 1 .Welding rods must be baked at about 350 ∀䌀 for 1 h before welding. 2.ln the surfacing process, water for chilling while welding is being performed, and conduct hammering and rolloff impact after welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - 201 - 200
D286B D307 lnstructions:D307 is surfacing welding rod covered with low-hydrogen sodium coating, which adopts DCRP. lnstructions:D286B is high-manganese steel manganese-nickel surfacing 1 welding rod with low-hydrogen potassium coating, which can be used under AC 1 and DC. The deposited metal is austenite structure, which can be cold processed and hardened after impact and it has good impact and wear resistance, high toughness and good crack resistance. Purpose:Surfacing of knife edge can be performed on the cutter workblank made of medium-carbon steel (such as 45, 45Mn steel) to achieve the purpose of replacing the whole high-speed steel and surfacing repair of worn cutters and Purpose:lt is applicable to surfacing of high-manganese steel. It is a kind of other tools is also possible. special welding rod for surfacing repair of railway high-manganese steel rails and turnouts. In addition, it can also be used for surfacing of worn parts on impact surfaces of various crushers and bulldozers. Chemical composition of deposited metal ( % ) Total quantity Chemical composition of deposited metal ( % ) C Cr w V s p of other Test item elements Guarantee 0. 70- 3.80- 17.00- 1. 00- Mn C Si s p Ni 琀甀1. 50 Test item 琀甀o_ 035 琀甀o_ 040 4. 50 value 1. 00 19. 50 1. 50 Measured - 14.00- 3.00- Guarantee 1. 35 0. 85 4. 00 19.00 0.009 0.020 琀甀o_ 12 琀甀o_ 035 琀甀o_ 035 琀甀o_ 40 value 18.00 4. 00 value Measured 3. 48 0. 10 17.00 0. 14 0.004 0.012 value Hardness of the surfacing layer: (it is subject to tempering at 540 ·c for three times after welding) HRC�55 Hardness of the surfacing layer + Reference current (DC ) After rolling As-welded After hammering compaction impact Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) HB 180~230 270~320 360~370 Welding current (A) 100~130 130~160 170~220 + Reference current (AC.DC ) Precautions: Welding rod !.Welding rods must be baked at 300-350 ∀䌀 昀漀r lh before welding. 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter' (mm) 2.The small weldment is required to be preheated to 300 ∀䌀 and the large 70~90 140~180 150~200 one is preheated to 600 ∀䌀 be昀漀re surfacing. Welding current (A) 3.The heat treatment conditions of the surfacing of cutters are the same as those ofW18Cr4V high-speed steel. Precautions: ! .Welding rods must be baked at about 350 ∀䌀 for lh before welding. 2 .In the sur昀愀cing process, water for chilling while welding is being performed, and conduct hammering and rolloff impact after welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 203 202
D317 D322 B氀ꘀ 984 EDRCrMo lnstructions:D322 is CrWMoV cold die surfacing welding rod covered with lnstructions:D317 is CrWVMo die surfacing welding rod covered with titanium-calcium coating, which can be used under AC and DC. The surfacing low-hydrogen sodium coating, which adopts DCRP. arc is stable and slag removal is easy. Purpose:lt is used for surfacing of various cold dies and cutting tools, as well as repair of mechanical parts that require high wear resistance. Purpose:lt is applicable to cold die surfacing, as well as surfacing of general cutting tools. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity C Cr Mo w V s p C Cr Mo w V s p Test item of other Test item elements 7. 00- Guarantee Guarantee 0. 70- 3.00- 3.00- 4.50- 1. 50- �0. 035 �0. 50 �5. 00 �2. 50 �1. 00 �0. 040 �1. 50 �0.040 �0.035 10.00 value 4.00 5.00 6.00 3.00 value 1. 00 Measured 1. 53 3. 65 0. 34 8.34 0.56 0.012 0.027 value Hardness of the surfacing layer: (Air cooling after welding) HRC�50 Hardness of the surfacing layer: (Air cooling after welding) HRC�55 + Reference current (DC ) Reference current (AC.DC) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 welding rod diameter (mm) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter· (mm) Welding current (A) 90~120 160~190 190~230 80~140 160~190 190~230 Welding current (A) Precautions: Precautions: ! .Welding rods must be baked at 300-350 ∀䌀 for lh be昀漀re welding. !.Welding rods must be baked at 150 ∀䌀 for lh before welding. 2.Preheat the workpiece to above 300 ∀䌀 before welding to avoid cracking. 2.Preheat the workpiece to above 300 ∀䌀 be昀漀re welding to avoid cracking. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 204 205
D327 D337 lnstructions:D327 is CrWVMo cold die surfacing welding rod covered with lnstructions:D337 is CrW hot forging die surfacing welding rod covered with low-hydrogen sodium coating, which adopts DCRP. low-hydrogen sodium coating, which adopts DCRP. I Purpose:lt is used for surfacing of forging dies on cast steel or forged steel, and : Purpose:lt is used for surfacing of various cold dies_ and cutting tools, as well as repair of forging dies. repair of mechanical parts that require high wear resistance. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity C Cr Mo w V s p Test item C Cr w s p of other Test item elemen琀猀 7. 00- Guarantee 琀甀o_ 040 琀甀o.so 琀甀1. 琀甀2. 㔀 琀甀0_035 堀最5_ Guarantee 0. 25- 2.00- 7. 00- 10.00 value 琀甀o_ 035 琀甀o_ 040 琀甀1. 00 3.50 0. 55 value 10.00 Measured - 0. 35 2. 65 8.50 0.010 0.015 value Hardness of the surfacing layer: (Air cooling after welding) HRC�55 + Hardness of the surfacing layer: (Air cooling after welding) HRC�48 Reference current (DC ) + Welding rod Reference current (DC ) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diamete爀∀(mm) Welding rod 100~130 130~160 170~220 Welding current (A) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) Welding current (A) 90~110 150~180 180~210 Precautions: ! .Welding rods must be baked at 300-350 ∀䌀 for lh be昀漀re welding. 2.Preheat the workpiece to above 300 ∀䌀 before welding to avoid cracking. Precautions: !.Welding rods must be baked at 300-350 ∀䌀 昀漀r lh before welding. 2.Preheating of the workpiece to above 300-400 ∀䌀 be昀漀re welding and slow cooling a昀琀er welding are necessar . y 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - - - - - - - - - 206 207
D502 D397 lnstructions:D397 is CrMnMo hot forging surfacing welding rod covered with lnstructions:D502 is 1Cr13 valve surfacing welding rod covered with low-hydrogen sodium coating, which adopts DCRP. The surfacing layer structure titanium-calcium coating, which can be used under AC and DC. Its welding is martensite + retained austenite, which has resistance to intermetallic wear process is good. The deposited metal is 1Cr13 semi-ferritic highchromium steel. 1 and abrasive wear. The surfacing layer has air-quenching feature and generally does not require heat 1 treatment. Its hardness is uniform, and it can be annealed and softened at 750-800 ·c. After being heated to 900-1000 ·c followed by air cooling or oil quenching, it can be hardened again. Purpose:lt is used for surfacing of hot forging dies of which cast steel or forged steel is used as the green body, as well as repair of old forging dies made of 5CrMnMo, 5CrNiMo and 5CrNiSiW steel, or surfacing of highstrength Purpose:This is a kind of universal welding rod for surfacing, and it is used for wear-resistant parts. surfacing of shafts and valves made of carbon steel or alloy steel whose working -----------------------------� temperature is below 450 ·c . Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Cr C Si Mo s p Test item 吀漀tal quantity C Cr s p of other Test item elemen琀猀 Guarantee 琀甀o_ 㐀怀 琀甀2. 50 堀最o_ 䨀븀 堀最1.(堀⤀ 琀甀2. 琀甀1. 琀甀0_035 value 10.00- Guarantee 琀甀2. 50 琀甀o_ 15 琀甀o_ 030 琀甀o_ 040 Measured 16. 00 value 0.40 1. 70 0.43 1. 65 0.50 0.007 0.018 value Measured 0. 15 11. 20 0.008 0.024 value Hardness of the surfacing layer: (Air cooling after welding) HRC�40 Hardness of the surfacing layer: (Air cooling after welding) HRC�40 + Reference current (DC ) Reference current (AC.DC) od Welding 瘀瘀eldmg rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 / 1) diameter mm 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) 100~120 140~190 190~210 Welding current (A) Welding current (A) 50~80 80~120 120~160 160~200 Precautions: ! .Welding rods must be baked at about 300 ∀䌀 for lh before welding. Precautions: 2.Preheating of the workpiece to above 250 ∀䌀 before welding and slow !.Welding rods must be baked at about 150 ∀䌀 for lh before welding. cooling after welding are necessary. 2.Be昀漀re welding, the workpiece needs to be preheated to above 300 ∀䌀 A昀琀er welding, different heat treatments will bring corresponding hardness. 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - - - - - - - - - 208 209
D507 D507Mo Conform lnstructions:D507Mo is 1Cr13 valve surfacing welding rod covered with lnstructions:D507 is 1Cr13 valve surfacing welding rod covered with low-hydrogen sodium coating. The deposited metal is 1Cr13 semiferritic low-hydrogen sodium coating, which adopts DCRP. The deposited metal is high-chromium steel. The surfacing layer has air quenching feature, and the 1 Cr13 semi-ferritic high-chromium steel. The surfacing layer has airquenching deposited metal has high medium temperature hardness, good thermal stability feature and generally does not require heat treatment. Its hardness is uniform, and erosion resistance. If it is used in conjunction with D577 welding rods, good and it can be annealed and softened at 750-800 ·c . After being heated to I scu昀昀ing resistance can be achieved. The surfacing process is simple, without 900-1000 ·c followed by air cooling or oil quenching, it can be hardened again. I ------------------------------ preheating before welding or treatment after welding, and DCRP is adopted. ------------------------------ Purpose:This is a kind of universal welding rod for surfacing, and it is used for 1 1 Purpose:lt is used for surfacing of the sealing surface of mediumtemperature surfacing of shafts and valves made of carbon steel or alloy steel whose working 1 high-pressure stop valves with working temperature below 510 ·c. For welding temperature is below 450 ·c . -----------------------------� of the sealing surface of gate valves, it is necessary to use this model of welding rod together with D577 welding rods (the above two kinds of welding rods are used for the valve seat and the valve clack respectively). 1 -----------------------------, Chemical composition of deposited metal ( % ) Total quantity Chemical composition of deposited metal ( % ) C Cr s p of other Test item elements Total quantity of other C Cr Ni Mo w 10.00- Guarantee Test item �0.040 �0.15 �0.030 �2.50 elements 16. 00 value 10.00- Measured - Guarantee �2. 50 0. 13 13. 34 0.006 0.022 �0. 20 �6. 00 �2. 00 �2.50 16. 00 value value Measured - 3.50 0. 14 11. 75 1. 30 0.45 value Hardness of the surfacing layer: (Air cooling after welding) HRC�40 Hardness of the surfacing layer: (Air cooling after welding) HRC�37 (softening resistance to 510 ·c) + Reference current (DC ) + Reference current (DC ) Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diamete✀騀mm) Welamg roa 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) 80~120 120~160 160~200 Welding current (A) Welding current (A) 80~120 120~160 160~200 Precautions: Precautions: ! .Welding rods must be baked at 300 ∀䌀 for lh before welding. !.Welding rods must be baked at 300 ∀䌀 for lh before welding. 2.Before welding, the workpiece needs to be preheated to above 300 ∀䌀. 2.After the surfacing layer is processed, its thickness shall be more than After welding, different heat treatments will bring corresponding 5mm to ensure hardness and composition stability. hardness. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 211 21 Q
D512 D507MoNb 84 EDCc- 1- 5 Instructions: D512 is 2Cr13 valve surfacing welding rod covered with lnstructions:D507MoNb is 1Cr13 valve surfacing welding rod covered with titanium-_calcium coating, which can be used under AC and DC. Its welding low-hydrogen sodium coating, which adopts DCRP. Because proper amount of process Is good. The deposited metal is 2Cr13 martensitic highchromium steel. Mo, Nb and other stability strengthening elements is added to the coating, the The surfacing layer has air-quenching feature and generally does not require deposited metal has good oxidation resistance and crack resistance. heat treatment. Its hardness is uniform, and it can be annealed and softened at _____________________________ J 750-800 ·c. After being heated to 950- 1000 ·c followed by air cooling or oil 1 quenching, it can be hardened again. _____________________________ J Purpose:lt is used for surfacing of the sealing surface of medium-/lowpressure Purpose:D512 is kind of universal welding rod for surfacing. The surfacing layer 1 valves with working temperature below 450 ·c . Is harder and more wear-resistant than that of D502. It is more di昀昀icult to process. I It is used for surfacing of carbon steel or lowalloy steel shafts, superheated steam -----------------------------� I valves, mixer blades and spiral conveyor blades. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity of other C Cr Mo Nb s p Test item elements Total quantity C Cr of other Test item 10.00- elements Guarantee 琀甀o_ 㐀怀 琀甀o_ 1s 琀甀2_50 琀甀a.so 琀甀o_ 030 琀甀2. 50 16. 00 value Guarantee 琀甀o_ 2s 堀最5_ 00 10.00~16.00 Measured value 0. 14 11. 80 0.40 0.35 0.009 0. 021 value Hardness of the surfacing layer: (Air cooling after welding) HRC�45 Hardness of the surfacing layer: (Air cooling after welding) HRC�37 (softening resistance to 500 ·c) + Reference current (AC.DC) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diamete爀✀(mm) diameter' (mm) 80~120 120~160 160~190 Welding current (A) 80~120 120~160 170~210 Welding current (A) Precautions: Precautions: !.Welding rods must be baked at 150 ∀䌀 for lh before welding. ! .Welding rods must be baked at 300 ∀䌀 for lh before welding. 2.Be昀漀re welding, the workpiece needs to be preheated to above 300 ∀䌀 2.The weldment is not preheated be昀漀re welding and does not require heat A昀琀er welding, di昀昀erent heat treatments will bring corresponding treatment a昀琀er welding. hardness. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - 213 - 212
D516MA D517 Confor lnstructions:D516MA is high-chromium manganese steel surfacing welding rod 1 lnstructions:D517 is 2Cr13 valve surfacing welding rod covered with covered with low-hydrogen potassium coating. The surfacing layer metal has low-hydrogen sodium coating, which adopts DCRP._ The deposited metal is good wear resistance, heat resist_ance, corrosion resistance and hot crack 1 2Cr13 martensitic high-chromium steel. The surfacing layer has a1rq_uenc_hing resistance. The welding process Is simple, preheating before welding and he_at 1 feature and generally does not require heat trea琀开ment. Its hardness Is uniform, treatment after welding are not required and the surfacing layer allows machining . 1 and it can be annealed and softened at 750-800 C. After being heated to 1 t g i u i y l n w d li r i c n b h d d g, n g n � � � � �i � � _ � � � _ � � � � � � � :5�-�O� � �� � !� 1 㨀开 Purpose:lt is used for surfacing of parts subject to the action .of water, steam and petroleum media with the working temperature below 450 C, such as No. Purpose:lt is used for surfacing of carbon steel or low-alloy steel shafts, 25 cast steel and the sealing surface of high-/mediumpressure valves. superheated steam valves, mixer blades and spiral conveyor blades. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Cr Si Test item Total quantity C Cr of other Guarantee Test item 琀甀o_ 25 12.00~14.00 6.00~8.00 琀甀1. elements value Guarantee 10.00~16.00 琀甀o_ 25 堀最5_ 00 value Measured 0. 20 13.40 value Hardness of the surfacing layer: HRC�30 + Hardness of the surfacing layer: (Air cooling after welding) HRC�45 Reference current (AC.DC ) (softening resistance to 500 ·c) Welding od / 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 + 1) diameter mm Reference current (DC ) 80~120 120~160 160~200 Welding current (A) Welding rod 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter' (mm l 80~120 120~160 170~210 Welding current (A) Precautions: !.Welding rods must be baked at 300 ∀䌀 for lh before welding. 2.Clean oil stain and impurities on the weldment before welding. Precautions: ! .Welding rods must be baked at 300 ∀䌀 for lh before welding. 2.Before welding, the workpiece needs to be preheated to above 300 C. After welding, different heat treatments will bring corresponding hardness. - Tianjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - - - - - - - - 214 215
D547 D547Mo lnstructio_ns:D547 is alloy-steel-cored CrNiSi valve surfacing welding rod lnstructions:D547Mo is CrNiSiMo valve surfacing welding rod covered with covered with low-hydrogen_ sodium coat_ing, which adopts DCRP. The deposited low-hydrogen sodium coating, which adopts DCRP. The deposited metal has metal 1s strengthened by silicon to obtain austenitic structure with a certain good high-temperature scuffing and erosion resistance, as well as high amount of ferrite, which makes it own good scu昀昀ing, corrosion and oxidation h1�h-temperature_ hardness, good thermal stability and fatigue resistance. The resistance. aging strengthening e昀昀ect of the deposited metal is remarkable, and hardness and scu昀昀ing resistance are further improved as the aging time increases. Purpose:_lt is used for surfacing of the sealing surface of valves of high pressure Purpose:lt is used for surfacing of the sealing surface of high-pressure valves boiler equipment in power stations with working temperature below 570 ·c and with working temperature below 600 ·c. other sealing parts. _____________________________ J - - J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Toi� Mn C Si Cr Ni Mo Nb s p Test item a��爀渀�r � Test item C Mn Si Cr Ni s p Guarantee �0.18 0. 笀ꐀ- 3. 紀攀 14. - 6.� 3.� 0.� � �2.㨀ꄀ 6.㨀ꄀ 5. 21. 12 1. 20 7. 0. 㐀怀 value 0.紀똀 Measured 0. 60- 4. 80- 15.00- 7.00- 0.060 1. 45 5. 60 15. 50 10. 35 4. 50 0.90 0.005 0.020 Guarantee �0. 㐀0 �0.18 �0.030 value 2.00 18.00 9.00 6. 40 value Measured 0.070 1. 60 5.40 17. 00 8.50 0.004 0.022 value Hardness of the surfacing layer: HRC�37 + Reference current (DC ) Hardness of the surfacing layer: HB 270 - 320 Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diametedmm) + Reference current (DC ) 80~120 120~160 160~200 Welding current (A) Welding od / 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 ) 1 diameter mm Precautions: 80~120 120~160 160~200 ) Welding current (A ! .Welding rods must be baked at about 300 ⴀ䌀 for lh be昀漀re welding. 2.For surfacing oflarge workpieces, deep-hole small-caliber stop valve bodies or other steel materials, preheating at certain temperature and slow Precautions: cooling after welding are required. !.Welding rods must be baked at 300 ⴀ䌀 for lh before welding. 3 .In the sur昀愀cing process, it is necessary to continuously weld for 3-4 2.For surfacing of mediwn and small workblanks made of ordinary steel, layers without interruption, and the thickness of the sur昀愀cing layer shall preheating is not required, while for surfacing of large workpieces or be no less than 5mm to ensure stable hardness and chemical composition, other steel materials, preheating at certain temperature is required and 3-4 but too thick surfacing layers shall be avoided to prevent cracking. surfacing layers are preferred (hardness and chemical composition are stable). - Tianjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - - - - - - - - 21 6 21 7
D577 D557 Conform lnstructions:D577 is alloy-steel-cored chromium-manganese valve surfacing lnstructions:D557 is CrNiSi valve surfacing welding rod covered with 1 welding rod covered with low-hydrogen sodium coating. Adopt DCRP. Since the low-hydrogen sodium coating. The deposited metal is strengthened by a large 1 1 deposited metal is high chromium manganese austenitic steel, the cold hardening amount of silicon to obtain austenitic + ferritic structure. With increase in aging 1 e昀昀ect is remarkable, and it has good scuffing resistance, certain time, hardness and scu昀昀ing resistance are further improved. The deposited metal 1 medium-temperature hardness, as well as good thermal stability. When it is used has good erosion resistance, oxidation resistance and corrosion resistance, and together with D507Mo, excellent scu昀昀ing resistance can be obtained. In addition, DCRP is adopted. -----------------------------I such welding rods have good crack resistance, welding process is simple, preheating before welding and heat treatment after welding are not required and the deposited metal has good machining performance. Purpose:lt is used for surfacing of the sealing surface of high-pressure valves with working temperature below 600 ·c. _____________________________ J Purpose:lt is used for surfacing of the sealing surface of mediumtemperature high-pressure valves with the working temperature below 510 ·c. It can be used with D507Mo in the gate valve for longer service life. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Cr C Si Ni s p Test item Total quantity Mn Cr C Si Ni Mo of other 2.00- 5.00- 18.00- 7. 00- Test item Guarantee 琀甀o_ 20 琀甀0_030 elements 琀甀o_ 㐀怀 3.00 7.00 20.00 10.00 value 12.00- 12.00- Guarantee 琀甀1. 10 琀甀2. 琀甀6. 堀最4_ 堀最3_ 18.00 18.00 value Hardness of the surfacing layer: HRC�37 Hardness of the surfacing layer: HRC�28 + Reference current (DC ) + Welding rod Reference current (DC ) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter'(mm) Welding rod 80~120 120~160 160~200 Welding current (A) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter'
D628 D608 Conform I lnstructions:D628 is high-carbon, high-chromium cast iron surfacing welding rod lnstructions:D608 is CrMo cast iron surfacing welding rod covered with graphite 1 I covered with graphite coating and resistant to abrasive wear. The surfacing layer coating, which can be used under AC and DC but DCRP is preferred. Since the 1 is dispersed carbide of high-carbon high-chromium cast iron type, and it has high deposited metal is Cr and Mo carbide of cast iron structure, the surfacing layer hardness and good heat resistance, but the surfacing layer is hard and brittle, its 1 has high hardness and wear resistance, as well as good resistance to abrasion ability to withstand pressure and impact load is low. In order not to a昀昀ect abrasive 1 of sediment and ore. wear resistance of the surfacing layer, small current shall be adopted as far as possible to facilitate the orientation of hard phase crystallization of the surfacing 1 ���--------------------------J : Purpose:lt is used for parts of agricultural machinery and mining equipment that Purpose:lt is used for surfacing of wearable surfaces that are subject to slight are subject to sand wear and slight impact. impact load and require good abrasive wear resistance. Such as the - 开䨀 hammerhead of the hamper-type coal mill and the impact plate of the fantype coal mill. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Cr Mo C Cr Mo V Test item Test item Guarantee 2.50~4. 50 3.00~5.00 3. 00~5.00 Guarantee value 堀最1. 00 3.00~5.00 11. 00~20. 00 1. 00~4. 00 value Measured 4.00 3.40 3. 56 Measured value 1. 74 4. 65 15.00 0. 32 value Hardness of the surfacing layer: HRC�60 Hardness of the surfacing layer: HRC�55 + Reference current (DC ) Welding rod + 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 Reference current (DC ) diameter (mm) Welding rod 90~140 130~180 160~210 Welding current (A) 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) Welding current (A) 90~120 130~160 170~210 Precautions: !.Welding rods must be baked at 250 ∀䌀 for lh before welding. 2.The weldment shall be preheated at 400-600 ∀䌀 and the workpiece shall Precautions: be removed of rust and oil stain before surfacing. ! .Welding rods must be baked at 250 ∀䌀 for lh before welding. 3.The length of each sur昀愀cing shall not exceed 50-70mm. 2.The weldment is preheated at 400-500 ∀䌀 be昀漀re sur昀愀cing; if surfacing 4.After welding, the workpiece shall be tempered at 600-700 ∀䌀 for lh and thickness allows, use )507 welding rod to form a surfacing layer first and then be slowly cooled, or the workpiece shall be immediately placed in a then proceed with surfacing when the metal is hot. Conduct slow cooling dry and preheated sand box or grass ash for slow cooling. after welding. 3 .The surfacing layer cannot be machined and can only be ground. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - 221 - 220
D667 D687 Conform lnstructions:D667 is high-chromium cast iron surfacing welding rod with cast lnstructions:D687 is high-chromium cast iron surfacing welding rod covered with I Solvayite alloy core wire and covered with low-hydrogen sodium coating, which 1 low-hydrogen sodium coating, which adopts DCRP. It is characterized by stable adopts DCRP. The surfacing layer has good we�r resistance, corrosion arc, low spatter, little slag and easy slag removal. In addition, machining of the 1 resistance and cavitation resistance below 500 C , and its hardness drops surfacing layer is hard even by means of alloy cutters and it only allows grinding. drastically if above 500 ·c . The metallographic structure is martensite and coarse complex carbide. _I - Purpose:lt is used for surfacing of materials require excellent wear, corrosion and cavitation resistance, such as axle sleeve of the centrifugal cracking pump Purpose:lt is used in occasions require excellent wear resistance, such as the in the petroleum industry, components of mine crushers and valve covers on small shaft of the roller bit, coal hole digger, lifting bucket, crusher roller, pump diesel engines. frame tube and mixer blade. - 开䨀 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity C Mn Si Cr B of other Total quantity Test item elements C Mn Si Cr Ni of other Test item elements 3.00- 1. 50- 22.00- 0.50- Guarantee 琀甀6. 堀最3_ 3.50 4. 00 32. 00 2.50 value Guarantee 2.50- 1. 00- 25.00- 3.00- 琀甀8.漀漀 琀甀2. 5.00 4.80 5.00 value 32. 00 Measured - 3. 75 2.30 2. 35 29.00 1. 20 value Measured - 3. 40 3.50 1. 67 28.85 3.50 value Hardness of the surfacing layer: HRC�58 Hardness of the surfacing layer: HRC�48 + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀5. 8 diameter (mm) diameter·(mm) 90~110 140~160 180~220 Welding current (A) 90~130 120~160 140~190 150~210 Welding current (A) Precautions: Precautions: !.Welding rods must be baked at 300-350 ∀䌀 昀漀r lh before welding. ! .Welding rods must be baked at 300-350 ∀䌀 for lh be昀漀re welding. 2.The weldment must be preheated at 400-600 ∀䌀 and the workpiece must 2.The weldment must be preheated at 500-600 ∀䌀, and the oxide on the be removed of rust and oil stain before surfacing. surface of the workpiece must be brushed clean before surfacing. 3.The length of each sur昀愀cing shall not exceed 50-70mm. 3 .The length of each surfacing shall not exceed 50-70mm. 4.After welding, the workpiece shall be tempered at 600-700 ∀䌀 for lh and 4.After welding, the workpiece shall be tempered at 600-700 ∀䌀 for lh and then slowly be cooled, or the workpiece shall be immediately placed in a then slowly be cooled, or the workpiece shall be immediately placed in a dry and preheated sand box or grass ash for slow cooling. d and preheated sand box or grass ash for slow cooling. 爀礀 Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 223 222
Cast iron welding D707 Cast iron welding rods lnstructions:D707 is tungsten carbide surfacing welding rod with carbon steel core wire and covered with low-hydrogen sodium coating. It relies on the carbide Considering cast iron welding rods are high in carbon content, 1 alloy in the coating for transition and its deposited metal contains 40-50% of uneven in structure, low in strength, and extremely poor in plasticity, 1 tungsten. Because the coating is thick, the sleeve required for welding is long, they belong to materials with poor weldability and are prone to 1 and the coating turning red is easy to peel o昀昀 in small pieces, it is better to adopt cracking during welding. Because cooling speed is extremely fast 1 DCRP and use small current. after welding, the white structure is easily generated, which makes _____________________________ J machining difficult. For welding and repair welding of cast iron, in order to achieve Purpose:lt is used for surfacing of mechanical parts resistant to serious rock satisfactory results, it is necessary to pay attention to that "material wear, such as blades of concrete mixers, blades of bulldozers and pumps, accounts for 30% of importance and process accounts for 70%" , blades of dredgers and high speed sand mixing boxes. which means in addition to selection of appropriate welding rods, selecting the suitable repair welding method is more important. The following welding processes are recommended as a reference for welding Chemical composition of deposited metal ( % ) and repair welding of cast iron: 1.First, remove greasy filth, sand, water, rust and other dirt from the part to be Mn C Si w welded; For iron castings that are used in high-temperature steam environment for a Test item long time, the surface carbon-depleted layer and oxide layer shall be removed. Guarantee 2.According to the shape of the welded part and the type of the defect, preparation 1. 50~3. 00 �2. 40.00~50.00 �4. value measures such as bevelling, stop hole drilling and molding of molten bath shall be taken. ° 3.For workpieces that need cold welding, first preheat them at about 500-600 C , select suitable current, and allow continuous welding. Maintain the preheating Hardness of the surfacing layer: HRC�60 temperature during the whole welding process and after welding, immediately cover + them with asbestos or other insulation materials so that they can slowly cooled to Reference current (DC ) improve their crack resistance and processing performance. Welding rod 4.For cold welding workpieces, prevent excessive melting of the base metal, reduce 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) the tendency of turning white, prevent excessive heat concentration, which may 70~120 140~180 180~220 Welding current (A) cause excessive stress, and adopt small current, short arc and string bead as far as possible (the length of each weld pass is generally not more than 50mm). Hammer the weld joint immediately after welding so as to relieve the stress to prevent Precautions: ° cracking, and weld for another pass after temperature drops below 60 C. ! .Welding rods must be baked at 300-350 ∀䌀 for lh before welding. 5.Ensure that the crater is full before extinguishing the arc so as to prevent cracking 2.When the sur昀愀cing part is made of carbon steel, the preheating at the part of arc extinguishing. temperature is above 300 ∀䌀, when the surfacing part is made oflow-alloy steel, it is 400-500 ∀䌀 and when the surfacing part is made of stainless steel, it is 600-650 ∀䌀. 3 .Low-alloy steel and stainless steel must be annealed at 700 ∀䌀 after welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - - - - - - - - - - 225 224
Cast iron welding Z208 Conform to GB/I 10044 EZC ISO 1071-E CZ 氀딀 ✀攀 I ∀✀ 戀䐀 0 lnstructions:Z208 is low-carbon steel-cored cast iron welding rod covered with ⸀尀 C 1 ⬀✀ strong graphitized coating. The weld joint can turn into gray cast iron during slow 䌀⤀ 4- 1 - 䌀㨀 0 cooling, and crack resistance is poor. It can be used under AC and DC and its �ꀀꘀ c爀漀 o ✀攀 1 爀漀ⴀ踀 ∀✀ price is low. ∀✀ ⬀✀ 挀甀 錀贀· - ✀ⴀ0 ⬀✀ ⠀⤀ ⠀⤀ _____________________________ j O✀ⴀ 挀甀∀✀ 㸀Ⰰ C l a.挀甀 4- 4- ∀✀ 挀甀 E⸀⸀C ✀ⴀ 挀甀✀ⴀ E 䌀㨀 - 0. ⴀ愀㨀Ⰰ 戀䐀 � "' ∀✀ 0 -- 4- ⸀尀 4- 4- 4- - 준錀 0 0 0 㨀Ⰰ 0 O 0 C Purpose:lt is used for repair welding of defects of gray cast iron. ] C" - ∀✀ 戀䐀 뀀∀∀✀ 戀䐀 C 戀䐀 ∀✀ 戀䐀 䌀唀 "' 氀딀 C -- ∀✀ C ✀ⴀ C C c 戀䐀 -- - - -- - ✀言 䤀儀 戀䐀 C ⸀⸀c � - ⴀ C 戀䐀 - u ⴀ愀 㨀昀 ⴀ愀⠀⤀ ⴀ踀⸀⸀c 琀漀 - t-C 愀⸀ ∀✀ -⬀✀ -⬀✀ - - - 挀甀 ⬀✀ 挀甀 ∀✀ 戀䐀 挀甀 挀甀 E 挀甀 C ∀✀ 0 㬀㨀尀娀 㬀㨀 ✀ⴀ ∀✀ C 㬀㨀 㬀㨀 㬀㨀 "昀케 ∀✀ ∀✀ ⠀⤀ ✀ⴀ 0 愀琀 ✀ⴀ ✀ⴀ∀✀ ✀ⴀ ⠀⤀ ✀ⴀ � 儀⤀ -- - -- - -⠀⤀ C ∀✀ ⬀✀ Chemical composition of deposited metal ( % ) ∀✀ ∀✀ 挀甀 㨀挀 ∀✀ ∀✀ ∀✀ 0 爀漀 戀䐀 0. ⬀✀ Q.㸀Ⰰ 0. ✀ⴀ 0. C 0. - - -- ✀ⴀ 䌀唀⠀伀䤀儀 挀甀 ✀ⴀ 挀甀 挀甀 � 㬀㨀 ✀ⴀ ✀ⴀ ⸀⸀C - 戀䐀 �- ✀ⴀ ⬀✀ 0 - 0. ∀✀ 㸀Ⰰ 儀⤀ ✀ⴀ 伀謀 �� ∀✀ ✀ⴀ ✀ⴀ ∀✀ ✀ⴀ∀✀ ✀ⴀ 0⸀⸀C⬀✀ ✀ⴀ 0 .℀䈀 0 ⠀⤀ 0 o⸀⸀c Test item C Mn Si s p Fe 4- 昀昀-⬀✀∀✀ 戀䐀 4- 4- 4- ⬀✀ 戀䐀 u 뀀∀∀✀ ⴀ愀 䌀㨀 o ⴀ愀- 嬀c 4- ⴀ愀 挀甀 ⴀ愀 ⴀ愀 㬀㨀 ∀✀ 挀甀 挀甀挀甀 挀甀 0 挀甀 - 挀甀- 0 ✀ⴀ䌀唀 儀 0 ∀✀ Guarantee 2.00- 2.50- ∀✀ ∀✀ ∀✀ 䤀儀- - Allowance 㨀 - �0.75 㨀 ⬀✀⬀✀ �0.10 �0.15 ⸀爀 㨀Ⰰ ∀✀ 㨀Ⰰ 㨀Ⰰ ∀✀ 戀䐀 value 6. 50 ⼀儀 - 4. 00 0 C ⬀✀ - 㬀㨀 - ✀ⴀ - ∀✀ 儀1⸀⸀C ∀✀ ∀✀ ⠀⤀ ∀✀I -- - - - -- - - 0. 挀甀 ⸀⸀c C ⬀✀ 挀甀 Measured - ⸀⸀c 4- ∀✀ 4.50 2. 30 0.38 0.003 0.020 0. ⬀✀ - ⬀✀ 挀甀 ⬀✀ ⸀⸀c ⬀✀ ∀✀ value ��� - - ∀✀ t-⸀⸀C 戀䐀 -⬀✀ -ⴀ愀 ⠀⤀ >- u u u u u 䈀㨀� + 0 0 0 0 0 �㌀㈀ Reference current (AC.DC ) 椀꜀� 蜀圀 蜀圀 蜀圀 蜀圀 蜀圀 㬀㨀� 㰀⠀ 㰀⠀ 㰀⠀ 㰀⠀ 㰀⠀ &2 Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter· (mm) ∀✀ ∀✀ ∀✀ 愀⸀ 愀⸀ 愀⸀ 氀怀 氀怀 㨀开 70~120 110~180 160~190 Welding current (A) 㨀开 㨀开 㨀开 㨀开 O最㸀 2 2 2 2 2 㨀挀 氀怀� 㨀挀 㨀挀 㨀挀 㨀挀 愀⸀ 愀⸀ 愀⸀ 愀⸀ 愀⸀ �8 � � � � � 䤀圀 䤀圀 䤀圀 䤀圀 䤀圀 Precautions: !.Welding rods must be baked at about 150 ✀䌀 for lh before welding. � 㨀昀 㘀∀䔀- 䤀儀 a ' 2.This welding rod is not suitable 昀漀r important casting structures subject c爀漀氀稀 u 䰀䰀 u g z N ggⴀ最 to stress and impact. N z z ∀✀ N 伀䈀 w E Z瘀Ⰰ w N w N 3 .For defects of parts with low rigidity of the small thin-walled castings, w w preheating may not be conducted before repair welding, while generally, weldments need to be preheated to 400 ✀䌀 and conduct heat preservation and slow cooling after welding. In addition, machining may be required 挀漀 挀漀 挀漀 挀漀 挀漀 for the part subject to repair welding. 0 ∀儀 0 0 0 0 㸀 ∀儀 ℀甀 N N 㰀鬀 ⸀栀�ⴀ最 N N N N N l�� ∀✀ ℀甀 鼀娀 挀漀 㰀鬀 㰀伀 C, 爀鄀 爀鄀 爀鄀 爀鄀 爀鄀 ∀✀ � � � � � 儀⸀ - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - 227 - - - 226 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - -
Z238 Z308 Conform to GBIT 10044 EZC Conform to GB/T 10044 EZNi-1 ISO 1071-E CZ AWS A5.15 ENi-CI Equivalent to ISO 1071-E C Ni-Cl 1 lnstructions:Z308 is cast iron welding rod with pure-nickel core wire and lnstructions:Z238 is low-carbon steel-cored spheroidal graphite cast iron covered with strong reducing graphite coating. Preheating of the weldment is not welding rod covered with strong graphitized coating. Due to addition of a certain necessary before welding and this model of welding rod has good crack amount of nodulizer, the graphite in the deposited metal is spherically resistance and processing performance. Nickel is expensive and therefore, this precipitated during the cold process, and it can be used under AC and DC. model of welding rod shall be selected when other welding rods are unable to _ I satisfy requirements. It can be used under AC and DC. _______ I Purpose:lt is used for repair welding of thin iron castings and machined Purpose:lt is used for repair welding of spheroidal graphite iron castings. surfaces, such as engine bearers, machine tool slide guides, pinion stands and other important gray iron castings. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total 吀漀tal quantity quantity Test item C Mn Si s p Fe Nodulizer Test item C Mn Si s Ni Fe of other of other elements elements Guarantee Guarantee 3. 20- 3. 20- 0.04- Al I owance 琀甀o.so 琀甀o_ 10 琀甀o_ 1s 琀甀1. 琀甀2. 琀甀1. 琀甀2_50 琀甀0_030 琀甀8.漀漀 琀甀1. �90 value value 4.00 0. 15 4. 20 Measured - 1. 45 0.85 1. 80 0.003 93.20 2.00 value + Reference current (AC.DC ) + Reference current (AC.DC ) vveldmg rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter'(mm) Welding rod 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 Welding current (A) 80~120 130~170 160~190 diameter'(mm) 50~100 70~120 110~180 160~190 Welding current (A) Precautions: !.Welding rods must be baked at about 250 ∀䌀 昀漀r lh before welding. Precautions: 2.Before welding, the weldment shall be preheated to about 500 ∀䌀. A昀琀er !.Welding rods must be baked at about 150 ∀䌀 for lh before welding. welding, maintain temperature and cool slowly. In addition, machining 2.Stress in the repair welding zone can be eliminated by hammering the may be required 昀漀r the part subject to repair welding. weld joint to avoid cracking. 3.Heat treatment specification: Normalizing treatment: Maintain temperature at 900-920 ∀䌀 for 2.5h, and the furnace is cooled to 730-750 ∀䌀 for heat preservation for 2h before taking it out for air cooling. Annealing treatment: Maintain temperature at 900-920 ∀䌀 for 2.5h, and the furnace is cooled to below 100 ∀䌀 . - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld 229 - - - - - - 228 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - -
Z408 Z508 Conform to GB/T 10044 EZNi⸀耀e-1 Conform to GBIT 10044-2006 EZNiCu-1 AWS A5.15 ENiFe-CI AWS A5.15 ENiCu-B ISO 1071-E C NiFe-CI 1 ISO 1071-E C NiCu-B lnstructio_ns:Z408 is cast_ iron welding rod with nickel-iron alloy core wire and lnstructions:Z508 is cast iron welding rod with nickel-copper alloy (monel) core covered with strong reducing graphite coating, which is characterized by high 1 wire and covered with strong reducing graphite coating. Its process performance stre_nQlh, good plasticity and low coe昀昀icient of linear expansion. Crack resistance 1 and machinab1_llty are close to thos_e _of Z308, but its crack resistance is poor due 1s s1m1lar to that of Z308 for gray cast_ iron, but it is stronger than that of Z308 for 1 to its_ large shrinkage. The_ welded Joint has low strength, so it is not suitable for spheroidal graphite cast iron. In add1t1on, for cast iron with high phosphorus 1 welding of the stress-bearing part. _It can be used for welding of gray cast iron content (0.2% of P), 11 also has good e昀昀ect. Its machinability is slightly worse used at norm�I temperature or subjected to low-temperature preheating 1 than that of Z308 and Z508. It is used for welding of gray cast iron and spheroidal (to about 300 C ). It can be used under AC and DC. 1 gra�h1te cast iron used at normal temperature or slightly preheated (to about _____________________________ J 1 200 C ). It can be used under AC and DC. _____________________________ J Purpose:I1 is used for repair welding of gray castings with low strength Purpose:I1 is applicable to repair welding of important high-strength requirements gray castings and spheroidal graphite castings. Such as cylinders, engine bearers, gears and rollers. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Total quantity Test item C Mn Si Ni Fe Cu of other Total elements quantity C Mn Si s Ni Cu Al Fe Test item of other Guarantee 25- 3.0- 0. 35- elements �1. �0. 75 �2.30 �0.025 60-70 value 6. 0 0.55 35 Guarantee 45-60 �1. �1. �2.50 �O. ㌀怀 �2. �4. �2.50 Allowance value + Measured - - 1. 50 0.20 1. 80 0.002 51.50 0.016 0.40 Reference current (AC.DC ) value Welding 爀漀a + 琀ꄀ2. 5 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 diameter (mm) Reference current (AC.DC ) 50~100 70~120 110~170 140~190 Welding current (A) Welding roa 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 diameter' (mm) Welding current (A) 70~120 110~180 160~190 Precautions: !.Welding rods must be baked at about 150 ∀䌀 for lh before welding. 2.In the welding process, string bead is preferred and the length of each weld joint shall not exceed 50mm. In addition, it is necessary to Precautions: immediately use a hammer to slightly hammer the welded part after Welding rods must be baked at about 150 ∀䌀 for lh be昀漀re welding. welding, so as to eliminate stress in the repair welding zone and prevent cracking. - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - 231 - - - 230 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - -
Special welding for pipeline welding Special welding for pipeline welding - ∀✀ ∀✀ 㐀ⴀ 儀⤀ 䌀氀 椀글 㐀ⴀ 儀⤀ 儀⤀ 0 䌀⸀ ∀✀ 0 儀⤀ 䌀⸀ 戀䐀 䌀㨀 ⬀✀ 儀⤀ ∀✀∀✀ ∀✀ ∀✀ 䌀⸀ ∀✀ ∀✀ ∀✀∀✀ 椀글 ∀✀䌀⸀ 䌀⸀ ∀✀ Special welding rods for pipeline welding 㨀昀 㨀䨀儀⤀ 㨀昀 㨀昀 㨀昀 ∀䌀 㨀䨀儀⤀ 0-· 0 䌀⸀ - 0 儀⤀ 0 䌀⸀ 0 儀⤀ 䌀⸀ > 0- , ·-·- ---- 䌀㨀 -儀⤀ 䌀㨀 0 ·-儀⤀ 儀⤀- ·- � ·- � 䌀⸀ 儀⤀ > � � - , Ea, 䌀⸀ ⴀ鼀 儀⤀ - - 伀䨀 伀䨀⬀✀⸀蘀 爀漀 伀䨀> 爀漀 伀䨀 X 伀䨀⬀✀ 儀⤀ l >- 䌀㨀 >∀✀ > 儀⤀ >- >∀✀ > 儀⤀ ⸀稀 唀⤀-- 儀⤀ 䌀⸀ 儀⤀ 儀⤀ 䌀⸀ ∀伀 ⬀✀ ⬀✀ 儀⤀ 㐀ⴀ儀⤀ 㐀ⴀ - > , 䌀㨀 㐀ⴀ儀⤀ 㐀ⴀ>, 㐀ⴀ 氀稀儀⤀伀䨀 � - 0 ⬀✀ 0 䌀⸀ 0 0 ⸀蘀 猀欀- 0 ⬀✀ 0 䌀⸀ 伀䨀 00 䌀㨀 Special welding rods for pipeline welding are series of welding ∀✀ - ∀✀ 䌀㨀 ⬀✀ 儀⤀ E E 0 E-⬀吀 � E- E E 0 ∀✀ 0 伀䨀 > 伀䨀⬀吀 伀䨀 挀漀 伀䨀 , 伀䨀 伀䨀 >, ⴀ崀 ⴀ崀 伀䨀伀䨀 ⸀ 㐀ⴀ materials developed for national long-distance pipeline transportation 儀⤀ 儀⤀ 0 儀⤀ X � 0∀✀ 儀⤀ 0 " 儀⤀ X X 儀⤀ I k 䤀稀- ·- ∀✀ 愀⸀ ∀✀ � 伀䨀 䤀稀- 儀⤀ ∀✀∀✀ - - 㐀ⴀ 㐀ⴀ 㐀ⴀ 0 "∀✀ projects such as oil transportation, gas transmission and water 戀䐀伀䨀 �℀ 戀䐀 0 氀匀 儀⤀ 戀䐀 0 0 戀䐀伀䨀 >, 戀䐀- "椀椀 䌀㨀 䌀㨀 䌀㨀 ⬀✀ 䌀㨀 䌀㨀 䌀㨀 㐀ⴀ䌀⸀" ·-∀伀 戀䐀 -∀伀 0 -䌀㨀 ·-∀伀 ·-∀伀 戀䐀 戀䐀 - ⸀尀 transportation. 㨀昀 � 䌀㨀 � � 䌀㨀 䌀㨀 � � � 䌀㨀 䌀㨀 䌀㨀 䌀㨀 䌀⸀ 儀⤀ 愀⸀ 伀䨀 伀䨀 E 伀䨀㰀栀 ⸀䔀 䌀㨀 㐀ⴀ 㐀ⴀ ∀伀 伀䨀-u 㐀ⴀ 㐀ⴀ ∀伀 ∀伀 㐀ⴀ ⬀✀ - - - 0∀✀ ∀✀ :t 0 The cellulose content in the coating of the high-cellulose welding rod is high, arc is ∀✀ 0∀✀ ⸀稀 ⸀稀-- 0 0 䤀稀 戀䐀 � ·⸀㬀 儀⤀㰀椀 儀⤀ ∀✀儀⤀⬀吀 氀딀 儀⤀ 儀⤀ 儀⤀ 儀⤀㰀椀 儀⤀䌀㨀 甀甀 戀䐀 䌀⸀⬀✀ 戀䐀 䌀⸀ 戀伀�椀ꄀ � 戀䐀 䌀⸀ 儀⤀ 戀䐀 䌀⸀ ⸀Ⰰ ⸀Ⰰ 㨀紀· 㨀紀· 戀伀 - ∀䌀 尀씀⸀漀 䌀㨀 - ·- 䌀㨀 㨀鴀-- 尀씀 ·- stable, and the organic matter is decomposed in the arc area during welding to �攀ⴀ琀Ⰰ 氀가꼀뀀鬀 · - 䌀㨀 - ⸀ⴀ刀 戀椀 愀⸀ 䌀⸀ 䌀㨀 -- ⸀ⴀ刀 --愀⸀ 䌀㨀 䌀⸀ 0 · - ⼀贀 - ∀伀 0 ∀✀ 0 儀⤀ ∀伀 0 ∀伀 - 㸀Ⰰ 儀⤀ ⸀尀 椀伀 - -- � � -- - - 椀글 㐀ⴀ � � � o猀欀 㐀ⴀ儀⤀ generate a large amount of gas to protect the deposited metal. The arc has powerful 㐀ⴀ 昀ⴀ 儀⤀ 儀⤀ ⬀✀ 儀⤀ 儀⤀ -⬀✀ 儀⤀ 儀⤀ 儀⤀ 儀⤀ ⬀✀ ⬀✀ 儀⤀儀⤀儀⤀ 䌀氀 儀⤀ ∀✀"∀✀ ∀伀 ⸀Ⰰ ���> ∀伀∀✀ 儀⤀ ∀伀 㐀ⴀ- ㌀✀ a, E ⸀Ⰰ ∀✀"∀✀ ⬀✀ 伀䨀- ⬀✀ 儀⤀ ⬀✀ blowing force, depth of fusion is deep, penetrating power is strong, single-side welding ⬀✀ 伀䨀 0 伀䨀 ⬀✀ ⬀✀ 儀⤀ 儀⤀ 䌀㨀 ∀✀ ∀✀ ∀✀ ∀伀 ∀✀ ∀✀ ∀伀∀✀ ∀伀 ∀✀" 儀⤀ ⸀稀 ✀렀鬀똀氀鴀 � � 㨀昀 I > �⼀輀⼀娀 㨀昀 㨀昀挀㨀 儀䨀· 䌀㨀 伀䨀䌀㨀伀䨀 - 䌀㨀 ∀䌀 爀漀 䌀谀 ℀㨀 �gt with back formation is achieved, pore sensitivity is low and melting speed is fast. It 爀漀 爀漀挀㨀昀케 伀䨀䌀㨀儀⤀ 0 0∀✀ ⸀Ⰰ 㬀㨀 0 䌀栀ⴀ刀 - 䤀稀- ⸀Ⰰ ∀✀ 䌀㨀 -- 0 0∀✀ o猀欀 ⸀Ⰰ 䤀稀- ⸀Ⰰ ⸀Ⰰ 㨀紀 䌀㨀 挀㨀⸀漀 ⸀ ⸀䌀 ⴀ刀 䌀谀 ·-儀⤀ 䌀㨀 ⸀ 挀㨀⸀漀 挀㨀⸀漀 ⬀✀ ·-儀⤀ ∀伀 儀⤀ � � � 儀⤀ ⸀Ⰰ 儀⤀ ⸀Ⰰ � � ⸀Ⰰ -∀伀� is applicable to backing welding of thick-walled containers and the bottom of steel 䌀⸀ ⸀Ⰰ � 儀⤀ ⸀Ⰰ ⸀Ⰰ 0 伀䨀㰀栀 伀䨀 0 ⬀✀ ⬀✀ � 䌀 4- ⬀✀ 0 伀䨀㰀栀 0 伀䨀⬀吀 䌀㨀 0 伀䨀 ⬀✀·- 儀⤀ ⸀稀 l 琀嬀 -䤀稀 C ⸀蘀⬀✀ � C " "0 - 䌀⸀ C " C ⸀蘀⬀✀ C⸀蘀0 伀䨀∀✀ ㌀✀ pipes, which can excuse root chipping, improve work efficiency and improve working .℀㈀ conditions. 㸀ⴀ u 儀⤀ ⸀帀 u ⸀帀 ⸀帀 ⸀帀 ⸀帀 ⸀帀 u ⸀帀 ⸀帀 ꜀㨀� The deposited metal of low-hydrogen welding rods has excellent mechanical 愀⸀ 愀㨀 0 䨀氀 䨀氀 愀㨀 愀㨀 0 愀㨀 䨀氀 愀㨀 �㌀㈀ 氀딀 u u u � properties, the deposition rate of the deposited metal is relatively high and the welding u u u u u � u u 0 0 0 0 0 0 0 �� 0 0 挀眀 挀眀 &2 process is good. It is applicable to filling and cosmetic welding of thick-walled 儀⤀ containers and steel pipes. 㨀挀 儀⤀ 䌀㨀 䌀㨀 䌀㨀 䌀㨀 䌀㨀 愀⸀ 儀⤀ 儀⤀ 儀⤀ 儀⤀ 儀⤀ 昀케 � 䌀Ⰰ 䌀Ⰰ 䌀Ⰰ 됀栀 � � � O最㸀 㠀✀ 㠀✀ 㠀✀ e∀✀ e∀✀ e∀✀ 儀⤀ 儀⤀ 儀⤀ 儀⤀ � ⴀ㔀� ⴀ㔀� ∀伀 愀⸀ ∀伀 愀⸀ ∀伀 愀⸀ ⴀ㔀� 㸀ⴀ �� 㸀ⴀ 㸀ⴀ 0 㸀ⴀ 氀匀 氀匀 氀匀 .℀贀 ⸀挀- ⸀挀- 最堀鐀栀 最堀鐀栀 最堀鐀栀 �椀氀 ∀圀 �8 ∀圀 ∀圀 ∀圀 u 㬀㨀 䤀欀 退ꐀ 䤀欀 䤀欀 椀㔀 椀㔀 椀㔀 椀㔀 椀㔀 0 䌀㨀 开䨀 开䨀 ⸀儀 开䨀 开䨀 开䨀 ⸀儀 ⸀儀 开䨀 ⸀儀 0 ⸀爀 嘀倀 㰀䐀 嘀倀 嘀倀 嘀倀 䌀䰀 䌀䰀 � 0 䰀伀 堀儀 爀漀 ∀㠀 � 䨀Ⰰ 䨀Ⰰ 爀漀 猀琀 a a E � � � 0 0 0 0 0 㰀伀 0 0 瘀吀 瘀吀 0 㰀伀 氀氀 0 0 0 瘀吀 堀儀 堀儀 w w w w 瘀吀 堀儀 � w w w � w w w 㰀䐀 嘀倀 嘀倀 嘀倀 嘀倀 䌀䰀 䌀䰀 � 0 䰀伀 堀儀 � �� � � 爀漀 䨀Ⰰ 䨀Ⰰ 爀漀 猀琀 a a ✀氀 ✀氀 0 0 �∀䔀 � � 爀漀 爀漀 猀琀 0 瘀甀 ⤀ 䰀伀 䰀伀 瘀甀 猀琀 0 䰀伀 zⴀ漀 䰀伀 䰀伀 䰀伀 w 㰀伀 w w w 䌀㨀 䰀伀 䰀伀 w w w w w w 錀케 X X X 嘀倀 嘀倀 嘀倀 嘀倀 嘀倀 嘀倀 X X 0 � 0 0 oe 瘀吀 瘀吀 堀儀 儀⤀ 儀⤀ X 0 䰀伀 0 0 瘀吀 䰀䰀 䰀䰀 0 0 0 䰀伀 䰀伀 瘀吀 �r 0 㰀伀 瘀吀 堀儀 瘀吀 㰀伀 㰀伀 ⴀ夀 ⴀ夀 ⴀ夀 䰀伀 0 䰀伀 w w w w ⴀ夀 嬀琀J 䰀伀 䰀伀 a a a ⴀ夀 ⴀ夀 ⴀ夀 ⴀ夀 ⴀ夀 儀⤀ � ∀묀 0 ✀氀 䰀伀 瘀吀 堀儀 N 猀琀 㰀伀 䌀Ⰰ ∀묀 0 0 0 0 0 0 0 0 0 爀漀 � 愀⸀ N N N N N N N N N 3 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 33 2 - - - 2 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - 2
E6011 E6010 Conform to GB 511㜀⸀ E4310 Co orm to GBIT 511㜀⸀ E43 AWSA5.1 E6010 AWSA5.1 E6011 ISO 2560-B-E 43 10 A lnstructions:E6010 is welding rod covered with high cellulose sodium coating for lnstructions:E6011 is welding rod covered with high cellulose potassium coating 1 vertical downward welding. It is characterized by arc with powerful blowing force, for vertical downward welding. It can be used under AC and DC, arc has powerful 1 single-side welding with back formation, little slag, easy slag removal, beautiful blowing force, single-side welding with back formation can be achieved, melting weld joint appearance and fast welding speed. Its deposited metal has good speed is fast, molten bath is clear, slag removal is easy, anti-porosity is excellent 1 mechanical properties, as well as excellent anti-porosity and crack resistance. It and all-position welding is possible. 1 is special welding rod for vertical downward welding of ring seam of on-site 1 pipeline in any position and DCSP is adopted. Purpose:lt is used for butt welding of ring seam of various carbon steel pipes, as _____________________________ J 1 well as vertical downward welding of general carbon steel structures. -----------------------------' Purpose:lt is used for butt welding of ring seam of various carbon steel pipes, as 1 well as vertical downward welding of general carbon steel structures. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Ni Cr Mo V Test item C Mn Si s p Ni Cr Mo V Test item Guarantee 琀글o.㌀攀 琀글o.㐀怀 琀글0.20 琀글1.20 琀글o.氀氀 琀글0.20 琀글o.氀氀 琀글o.漀漀 琀글u堀䨀 value Guarantee �1. �0.椀鸀 �0.氀氀 �0.娀氀 �0.氀氀 �0. �1.20 �-20 �-0㌀㔀 Measured value 0. 12 0. 39 0. 17 0. 014 0. 020 0.085 0. 036 0.005 0.007 value Measured 0. 11 0.38 0. 10 0.009 0.013 0.085 0.030 0.023 0.008 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) ReLIRpo.2 KV2(J) ReLIRpo.2 Rm (MPa) A(%) ° Test item Rm (MPa) A(%) ° Test item MPa) ( -30 C MPa) ( -30 C Guarantee �22 �27 �430 �330 Guarantee �20 �27 �430 �330 value value Measured 496 400 28.5 50 Measured 27 510 400 80 value value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II + Reference current (DC - ) Reference current (AC.DC ) 瘀瘀eldmg rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀 3. 2 䌀䐀4. 0 diameter mm) ( diameter· (mm) Welding current A) 80~100 110~130 80~110 110~140 ( Welding current A) ( Welding position Welding position Precautions: Precautions: ! .Welding rods shall be put into use once the package !.Welding rods shall be put into use once the package is opened, not requiring baking. is opened, not requiring baking. 2.The weldment must be cleaned of rust, oil stain, water 2.The weldment must be cleaned of rust, oil stain, and other impurities. water and other impurities. 3.Avoid too large current and too wide welding rod 3 .A void too large current and too wide welding rod swing in the welding process. swing in the welding process. nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -235 234 - - - - - - - - - - - nanjin Golden Bridge Welding Materials Group Co.,Ltd
E7010 E8010 Conform to Co orm to GB/T 5 7 E5010-倀ⴀ GBfT 5117 E5510-倀ⴀ1 Equivalent to AWS A5.5 E701 0-P1 Equivalent to AWSA5.5 E8010-P1 ISO 2560-B-E 49 10-P1 A ISO 2560-B-E 55 10-P1 A lnstructions:E8010 is welding rods covered with high cellulose sodium coating lnstructions:E7010 is welding rod covered with high cellulose sodium coating for for vertical downward welding. It is characterized by arc with powerful blowing vertical downward welding. It is characterized by arc with powerful blowing force, force, little slag, easy slag removal, beautiful weld joint appearance and fast 1 single-side welding with back formation, little slag, easy slag removal, beautiful welding speed. Its deposited metal has good mechanical properties, as well as weld joint appearance and fast welding speed. Its deposited metal has good excellent anti-porosity and crack resistance. It is special welding rod for vertical mechanical properties, as well as excellent anti-porosity and crack resistance. It downward welding of ring seam of on-site pipeline in any position and DCSP is is special welding rod for vertical downward welding of ring seam of on- adopted. _________________________ _ site pipeline in any position and DCSP is adopted. _____________________________ J Purpose:lt is used for filling and cosmetic welding of carbon steel and low-alloy Purpose:lt is used for butt welding of ring seam of various carbon steel pipes, as 1 steel pipes of the same strength grade and also suitable for vertical downward well as vertical downward welding of general carbon steel structures. 1 welding of structures with the same strength generally. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Mn C Si s p Ni Cr Mo V C Si s p Ni Cr Mo V Test item Test item Guarantee Guarantee �0-� �1.20 �O. 昀케 �-cm �a.cm �O.氀氀 �0.10 �1.(堀䨀 �-20 琀글o 氀⤀ 琀글o. 笀䐀 琀글o. 20 琀글1. 20 琀글1 琀글0.10 琀글o. 氀砀 琀글o.� 琀글o.氀묀 value value Measured Measured 0. 11 0.43 0. 10 0.008 0.014 0.35 0.032 0.30 0.009 0. 10 0. 50 0. 14 0. 010 0. 014 0.40 0. 035 0.42 0.010 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° (MPa) (MPa) 30 30 - C - C Guarantee Guarantee �550 �490 �420 �20 �27 �460 �17 �27 value value Measured Measured 535 440 24 56 590 500 24 55 value value X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II Reference current (DC - ) Reference current (DC - ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀 3. 2 䌀䐀4. 0 diameter'(mm) diameter' (mm) 80~100 110~130 80~100 110~130 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: !.Welding rods shall be put into use once the package !.Welding rods shall be put into use once the package is opened, not requiring baking. is opened, not requiring baking. 2.The weldment must be cleaned of rust, oil stain, 2.The weldment must be cleaned of rust, oil stain, water and other impurities. water and other impurities. 3 .A void too large current and too wide welding rod 3 .A void too large current and too wide welding rod swing in the welding process. swing in the welding process. 23 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 7 - - - 6 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 23 - - -
Q J •J J •J55 Q 7 507 G X GX Conform toGB/TS 㜀⸀ E5515-G Con orm toGB/T511㜀⸀ ESQ 5-G AWSAS.1 E7015-G AWSAS.5 E8015-G lnstructions:JQ•J507GX is welding rod covered with low hydrogen sodium lnstructions:JQ.J557GX is welding rod covered with low-hydrogen sodium coating and used for pipeline steel. It is characterized by good welding coating and used for pipeline steel. It is characterized by good welding performance, stable and soft arc, low spatter and easy slag removal. Its deposited performance, stable and soft arc, low spatter and easy slag removal. Its metal has excellent plasticity, low temperature toughness and crack resistance. deposited metal has excellent plasticity, low temperature toughness and crack Adopt DCRP and all-position welding is possible. resistance. Adopt DCRP and all-position welding is possible. _____________________________ J Purpose:lt is used for welding of X60 pipeline steel and other low-alloy steel with 1 Purpose:lt is used for welding of X65 and X70 pipeline steel and other low-alloy comparable strength grade and has higher requirements for sulfur phosphorus 1 steel with comparable strength grade and has higher requirements for sulfur and low-temperature toughness. phosphorus and low-temperature toughness. -----------------------------I Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item Mn C Si s p Ni Cr Mo V Test item Guarantee Guarantee 琀글1. 椀ꐀ 琀글o. 堀倀 琀글o. 椀ꔀ �0.㤀 �1. 昀케 �0.氀묀 �0.娀氀 �0.氀氀 �0. 琀글0.10 琀글0.㈀怀 琀글o.氀묀 琀글0.㈀ 琀글o.氀氀 琀글o.漀漀 �-㈀怀 �1.(堀䨀 �.15 value value Measured Measured 0.086 1. 02 0. 37 0.014 0.016 0.030 0.045 0.006 0.007 0. 070 ㈀5 0. 28 0. 009 0. 016 1. 20 0. 020 0.008 0. 001 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Rm ReLIRpo.2 Rm ReLIRpo.2 A(%) A(%) Test item Test item ° ° ° (MPa) (MPa) (MPa) (MPa) -20 -30 -20 -30'C C C C Guarantee Guarantee �490 �390 �540 �440 �22 �100 �60 �20 �100 �60 value value Measured Measured 570 455 28 180 165 600 500 27 155 145 value value X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + + Reference current (DC ) Reference current (DC ) Welding rod Welding rod 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 琀ꄀ2. 5 琀ꄀ2. 5 diameter (mm) diameter· (mm) 60~90 90~130 140~180 170~210 60~90 90~130 140~180 170~210 Welding current (A) Welding current (A) Welding position Welding position Precautions: Precautions: !.The welding rods must be baked at about 350-400 ∀䌀 !.The welding rods must be baked at about 350-400 ∀䌀 昀漀r lh before welding. In addition, place them in a 昀漀r lh before welding. In addition, place them in a thermostat at 100-150 ∀䌀 and take them out thermostat at 100-150 ∀䌀 and take them out immediately immediately before use. before use. 2.The rust, oil stain, water and other impurities of the 2.The rust, oil stain, water and other impurities of the weldment must be removed before welding. weldment must be removed before welding. 3.Short arc operation is required for welding, and 3.Short arc operation is required for welding, and string string bead is preferred. bead is preferred. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - · 9 · - - - - - - - - - 23 23 - 8
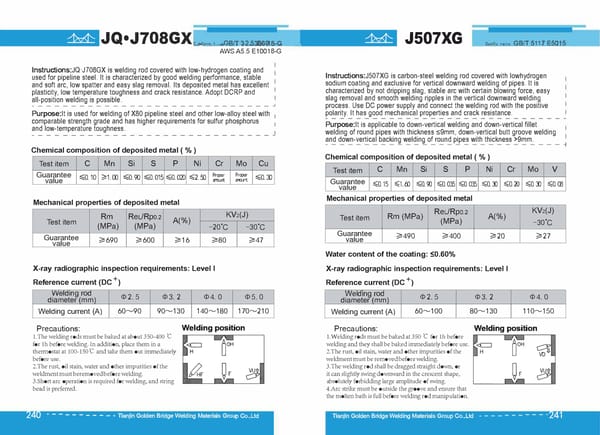
J507FeXG J556Fe XG -co=nfo�rm-ot �G�B/T� =51�17�EąƆ __ GB吀鐀 5 7 E5048 Equivalent to AWS AS.5 E8018-G Equivalent to AWSAS.1 E7048 lnstructions:J556FeXG is iron powder welding rod covered with lowhydrogen lnstructions:J507FeXG is iron powder welding rod covered with lowsodium potassium coating and exclusive for pipeline welding, which is characterized by coating and exclusive for pipeline welding. For vertical downward welding, slag not dripping slag in down-vertical welding, stable arc with cert_a_in blowing force, does not drip, arc is stable with certain blowing force, slag removal 1s easy, weld relatively easy slag removal, smooth weld ripples, high depos1t1on e昀昀1c1ency, as ripples are smooth, and it has good mechanical properties and crack resistance, well as good mechanical properties and crack resistance. It can be used under as well as high deposition e昀昀iciency. AC and DC, but DCRP for welding can achieve better e昀昀ect. ___________ J -------------------------- Purpose:lt is applicable to down-vertical welding of round pipes with thickness Purp�s;:lt is applicable to filling and cosmetic welding of mediumcarbon steel I $9mm, down-vertical fillet welding, down-vertical butt groove welding and pipes and low-alloy steel pipes of corresponding strength grade, as well as I down-vertical backing welding of round pipes with thickness >9mm. down-vertical fillet welding and down-vertical butt groove welding of structural - - - - J steel of the same grade. Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn C Si s p Ni Cr Mo V Test item Mn C Si s p Test item Guarantee �0. 0㌀㔀 �0.90 �1.昀케 �0.氀氀 �0.20 �0.氀氀 �0. �.15 �-0㌀㔀 Guarantee value 琀글0.12 琀글1昀케 琀글o. 氀砀 琀글o. 㤀 琀글o.氀묀 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) ReLIRpo.2 KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° Rm (MPa) A(%) Test item ° (MPa) 30 - C (MPa) 30 C - Guarantee Guarantee �400 �22 �27 �490 �460 �17 �27 �550 value value Water content of the coating: �0.60% Water content of the coating: �0.30% X-ray radiographic inspection requirements: Level I X-ray radiographic inspection requirements: Level I + Reference current (DC ) + Reference current (AC.DC ) Welding rod vveIamg roa 琀ꄀ2. 5 䌀䐀3. 2 䌀䐀4. 0 diamete爀∀(mm) 䌀䐀 3. 2 䌀䐀4. 0 diameter (mm) 60~100 80~130 110~160 Welding current (A) Welding current (A) 80~130 110~160 Precautions: Welding position Welding position !.Welding rods must be baked at 350 ∀䌀 昀漀r lh before Precautions: welding and they shall be baked immediately before use. !.Welding rods must be baked at 350-400 ∀䌀 昀漀r lh before 2.The rust, oil stain, water and other impurities of the welding and they shall be baked immediately before use. weldment must be removed before welding. 2.The rust, oil stain, water and other impurities of the 3.The welding rod shall be dragged straight down, or it weldment must be removed before welding. can slightly swing downward in the crescent shape, 3.The welding rod shall be dragged straight down, or it absolutely forbidding large amplitude of swing. can slightly swing downward in the crescent shape. 4.Arc strike must be outside the groove and ensure that the molten bath is full before welding rod manipulation. - - - - - - 4 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - · 3 2 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 2 - - 4 2
Concise table of non-copper coated welding wire series products Names of products National American Welding wires manufactured by standard standard Category Golden Bridae model model Welding wires manufactured by Golden Bridge are classified into JQ•MG50-6N ERS0-6 ER?0S-6 gas-shielded solid welding wires, submerged arc welding wires, CO2- shielded flux-cored welding wires, self-shielded flux-cored welding JQ•MG70S-6N ERS0-6 ER?0S-6 wires and argon arc welding wires. Carbon steel - JQ•MG49-1 N ER49-1 Gas-shielded welding wires JQ•MG50-3N ERS0-3 ER?0S-3 Gas shielded welding is a kind of welding technology developed in JQ•MG60-GN ER60-G ER90S-G the 1950s. It has developed into an important fusion welding method in more than 60 years and is widely applied to various fields such as High- Products automotive industry, construction machinery manufacturing, strength JQ•MG70-GN ER70-G ER100S-G of gas steel shipbuilding, metallurgical equipment manufacturing, bridges, civil shielded series works, petrochemical engineering, boiler and pressure vessel JQ•MGB0-GN ERB0-G ER110S-G manufacturing and rolling stock. JQ•MG55-B2N ER55-B2 ERB0S-B2 Heat At present, production and application of gas-shielded welding wires are developing resistant rapidly. In some industrial developed countries, they have accounted for 40-50% of the steel ER62-B3 ER90S-B3 JQ•MG62-B3N (equ i va I ent) (equ i va I ent) total amount of welding materials. This kind of welding wires has been popularized in many industries in China and has gradually replaced manual welding rod arc welding. It - JQ•H0BMnSiCUCRNillN ER44-G has the following characteristics: 1.The welding cost is low. Weathering - JQ•TH500-NQ-IIN ER50-G resistant 2.The production e昀昀iciency is high and the power consumption is low. steel 3.Operation is easy and all-position welding is possible. - JQ•TH550-NQ-IIN ER55-1 4.The weld joint has extremely low hydrogen content, low nitrogen content and good crack resistance. 5.Deformation a昀琀er welding is slight. JQ•TG50N ERS0-6 ER?0S-6 6. It has wide application range and is suitable for welding of thin, medium and thick Carbon steel plates. - JQ•ER49-1 N ER49-1 Products of argon JQ•TGR30-1 N ER55-B2 ERB0S-82 �re series Heat ER62-B3 ER90S-B3 JQ•TGR40N resistant (equivalent) (equ i va I ent) steel - JQ•TGR31N ER55-B2-MnV 244 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -2㐀㔀
Concise table of gas-shielded solid welding wires Model Model of Page Main purpose welding wire AWS GB - 209 JQ•MG49-1 ER49-1 Weld low-carbon steel and some low-alloy steel structures JQ•MG50-3 ER50-3 210 ER70S-3 It is applicable to welding of carbon steel and low-alloy steel 211 JQ•MG50-4 ER50-4 ER70S-4 It is applicable to welding of carbon steel Weld low-carbon steel and high-strength steel with tensile strength 212 JQ•MG50-6 ER50-6 ER70S-6 grade of 500MPa It is used for welding of various structural steel parts of 500MPa 213 JQ•MG50-6A ER50-6 ER70S-6 grade Non-copper coated environment-friendly gas-shielded solid welding 214 JQ•MG50-6N ER50-6 ER70S-6 wires are used for welding of low-carbon steel and steel structure of 500MPa It is applicable to welding of structural steel of corresponding 215 JQ•MG70S-6 ER50-6 ER70S-6 strength grade Non-copper coated environment-friendly gas-shielded solid welding 216 JQ•MG70S-6N ER50-6 ER70S-6 wires are used for welding of low-carbon steel and steel structure of 500MPa It is suitable for high-speed welding, especially suitable for highcurrent 217 JQ•MG50-Ti ER50-G ER70S-G welding It is used for welding of weathering resistant steel of the same 218 JQ•H08MnSiCuCrNi-I I ER44-G - strength grade TB/T 2374-2008 It is used for welding of weathering resistant steel structures with - 219 JQ•TH500-NQ-II tensile strength grade of 500MPa. ER50-G Weld weathering resistant steel structures with tensile strength grade of JQ•TH550-NQ-II 220 ER55-1 ER80S-G 550MPa. Model Model of Page Main purpose welding wire AWS GB It is used for welding of weathering resistant steel structures with - - JQ•TH650-EW-II 221 tensile strength grade of 650MPa. ER90S-G 222 JQ•MG60-G ER60-G Weld high-strength steel with tensile strength grade of 620MPa ER90S-G 223 JQ•MG60-G-1 ER60-G Weld high-strength steel with tensile strength grade of 620MPa 224 JQ•MG70-G ER70-G ER100S-G Weld high-strength steel with tensile strength grade of 690MPa JQ•MG70-G-1 Weld high-strength steel with tensile strength grade of 690MPa 225 ER70-G ER100S-G 226 JQ•MG80-G ER80-G ER110S-G Weld high-strength steel with tensile strength grade of 79MPa 䜀⤀ ⸀⸀ 227 Weld high-strength steel with tensile strength grade of 790MPa JQ•MG80-G-1 ER80-G ER110S-G 氀딀 It is applicable to welding of high-strength steel structures with 228 ER90-G ER120S-G JQ•MG90-G 椀椀' welding tensile strength of 890MPa 䌀㨀 [ It is applicable to welding of frames of trail hooks of railway - 229 ER76-G JQ•MG76-G l漀挀omotive of the same grade strength 䌀㨀 It is applicable to welding of heat resistant steel containing Cr1%- ER55-B2 JQ•MG55-B2 ER80S-B2 230 ° s· Mo0.5% with working temperature below 520 C Equivalent to E valent to It is applicable to welding of heat resistant steel containing Cr1%- 嬀℀t 231 JQ•MG62-B3 ° ER 62-B3 E 90S-B3 Mo0.5% with workpiece temperature below 520 C m· 232 ER50-G ER70S-G JQ•X70 It is used for welding of X70 pipeline steel 233 JQ•X80 ER55-G ER80S-G It is used for welding of X80 pipeline steel 234 JQ•MG55-Ni1 ER55-Ni1 ER80S-Ni1 It is used for welding of -45 ✀䌀 low-alloy high-strength steel 235 JQ•ER50HIC ER50-G ER70S-G
Concise table of stainless steel gas-shielded solid welding wires Model Model of Page Main purpose welding wire AWS GB It is used for welding of 12Cr18Ni9 and 06 Cr19Ni10 stainless steel - - JQ•MG304 236 material structures It is often applied to special occasions where no magnetism is 237 JQ•MG307 S307 ER307 required or to welding of dissimilar steel. It is often applied to special occasions where no magnetism is - 238 JQ•MG307Si S307Si required or to welding of dissimilar steel. It is used for welding of 12Cr18Ni9 and 06Cr19Ni10 stainless steel ER308 239 JQ•MG308 S308 structures It is used for welding of ultra-low-carbon 022Cr19Ni10 stainless 240 JQ•MG308L S308L ER308L steel structures g 㨀椀' It is used for welding of ultra-low-carbon 022Cr19Ni10 stainless 241 JQ•MG308LSi S308LSi ER308LSi 椀退 steel structures = 242 ER309 JQ•MG309 S309 It is used for welding of Cr24Ni13 stainless steel structures i ℀伀 It is used for welding of ultra-low-carbon 022Cr24Ni13 stainless ⸀픀 243 JQ•MG309L S309L ER309L steel structures 攀㨀 椀鸀 It is used for welding of ultra-low-carbon 022Cr24Ni13 stainless 㨀가 JQ•MG309LSi S309LSi ER309LSi 244 steel structures 㬀瘀· 猀甀 Ⰰ娀 245 ER310 JQ•MG310 S310 It is used for welding of Cr25Ni20 stainless steel structures 氀焀 氀딀 ㈀⸀ 246 JQ•MG316 S316 ER316 It is used for welding of 06Cr17Ni12Mo2 stainless steel st爀甀ctures 愀㨀 � It is used for welding of ultra-low-carbon 022Cr19Ni12Mo2 JQ•MG316L S316L ER316L 247 猀甀 stainless steel structures 㨀椀' ⸀픀 ER321 248 JQ•MG321 S321 It is used for welding of 07Cr19Ni11Ti stainless steel structures 㨀攀 ;· 氀딀 JQ•MG347 ER347 S347 249 It is used for welding of 07Cr18Ni11Nb stainless steel structures Model Model of Page Main purpose welding wire AWS GB - - 250 JQ•H0Cr19Ni9 It is used for welding of Cr19Ni9 stainless steel structures - - 251 JQ•H1Cr18Ni9 It is used for welding of Cr19Ni9 stainless steel structures - - 252 JQ•H1Cr18Ni9Ti It is used for welding of Cr19Ni11 Ti stainless steel structures It is used for welding of TCS chromium stainless steel structures of - - 253 JQ•MG308LSi-G railwav vehicles - - 254 JQ•MG309LSi-G It is used for welding of dissimilar steel of railway vehicles 255 JQ•MG410 S410 ER410 It is used for welding of 12Cr13 stainless steel structures g 256 JQ•MG430 S430 ER430 It is used for welding of 10Cr17 stainless steel structures s· It is used for welding of 022Cr22Ni5Mo3N duplex stainless steel 257 JQ•MG2209 S2209 ER2209 [ structures i 258 JQ•MG2594 S2594 ER2594 It is used for welding of 2594 stainless steel and other materials ℀伀 ⸀픀 攀㨀 259 JQ•MG309Mo S309Mo ER309Mo It is used for welding of Cr24Ni13Mo stainless steel structures 椀鸀 㨀가 It is used for welding of ultra-low-carbon 022Cr24Ni13 stainless 㬀瘀· 260 JQ•MG309Mol S309LMo ER309LMo steel structures 猀甀 Ⰰ娀 氀焀 261 JQ•MG317 S317 ER317 It is used for welding of Cr20Ni14Mo3 stainless steel structures 氀딀 ㈀⸀ It is used for welding of ultra-low-carbon Cr20Ni14Mo3 stainless 愀㨀 262 JQ•MG317L S317L ER317L steel structures � 263 JQ•MG385 S385 ER385 It is used for welding of Cr20Ni25Mo4Cu stainless steel structures 猀甀 㨀椀' ⸀픀 It is used for welding of cryogenic 022Cr19Ni10 and other 264 JQ•MG308LT S308L ER308L materials ℀嬀. 椀픀 It is used for welding of cryogenic 022Cr17Ni12Mo2 and other 氀딀 265 JQ•MG316LT S316L ER316L materials
Equivalent to ISO 14341-A-G424C Z Equivalent to JIS YGW16 Conform to ISO 14341-B-GS3 lnstruction:JQ.MG49-1 welding wires have excellent welding performance. In the welding process, arc is stable, spatter is low and there is good anti-porosity. lnstruction:JQ.MG50-3 is CO2-shielded welding wire, which has excellent welding performance, smooth and beautiful weld bead and low welding spatter. Purpose:Weld low-carbon steel and some low-alloy steel structures. Purpose:1. Welding of low-carbon steel sheets. 2.Welding of low-carbon steel parts subject to relatively thorough surface treatment. Chemical composition of welding wire ( % ) Mn Items C Si s p Cr Ni Cu Chemical composition of welding wire ( % ) 1. 80- 0. 65- Guarantee �O. 䤀縀 �o.� �0.11 �a.挀洀 �o.爀턀 �0.㈀ Items C Mn Si s p Ni Cr Mo V Cu 0. 95 2. 10 value 0. 06-0.90-0. 45- Measured Guarantee �0-� �0. ㈀: �0. ㈀' �0.15 �0.15 �0.15 �0.03 0.068 1. 87 0. 81 0.013 0.016 0.024 0.008 0. 120 0. 75 0. 15 1. 40 value value Measured 0.074 1. 15 0. 63 0. 021 0.020 0.023 0. 021 0.023 0.004 0. 12 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) ReLIRpo.2 Rm (MPa) A(%) ° Test item KV2(J) ReLIRpo.2 (MPa) -40 C Rm (MPa) A(%) Test item ° (MPa) -20 C Guarantee �372 �490 �20 �47 value Guarantee �500 �420 �22 �27 Measured value 550 28.5 78, 82, 81 450 value Measured 103, 97, 525 430 28 100 value + Reference current (DC ) + Reference specification (DC ) Weldin wire Welding current (A) g CO2 gas flow (Umin) specificati ns (mm) Weldin wire g Welding current (A) CO2 gas flow (Umin) specificati ns ·(mm) 䌀䐀0. 8 50~100 15 䌀䐀0. 8 50~100 15 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 6 170~550 20~25 䌀䐀 1. 6 170~550 20~25 Welding position Welding position Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 250 - - - - - - - - - - - - - - - - -251
JQ•MGS0-6 JQ• MG50• 0 4 Con昀漀 rm to GB⼀吀 80 ERS0ⴀ㐀 a o so- 6 尀言言言言言 蘀촀 言言言言尀言 焀鈀伀伀娀娀-- ""'-"""-"'ēē昀瘀簀笀ꄀ였대똀됀伀瘀ⴀ伀--- Conform to ISO 14341-B-GS4 ISO 14341-A-G424C13Si1 AWS A5.18 ER?0S-4 AWS A5.18 ER?0S-6 Equivalent to JIS YGW12 Equivalent to JIS YGW12 lnstruction:JQ.MG50-4 welding wires adopt CO2 or Ar+CO2 25%-20% as lnstru挀琀ion:Resistance to base metal surface scale and oil contamination shielding gas and have e cellent welding performance. One-time formability is x is remarkable and pore sensitivity is low. good. When the argon-rich shielded welding is adopted, the weld bead is ------------------------------ it a d e u u u x Pu爀瀀ose:1. Welding of various structural steel parts with tensile strength grade � � 蠀耀 ℀耀 � ⤀䈀 L ____________________ � � .9. of 500 a. MP 1 Purpose:1.Sheet metal welding. 2.Welding of various plates and pipes with tensile strength grade of 1 2.Steel pipe welding. 500 a. MP ____ ______________________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items C Mn Si s p Ni Cr Mo V Cu C Mn Si s p Ni Cr Mo V Cu Items 0. 06- 1. 00-0. 65- 0. 06- 1. 40- 0. 80- Guarantee Guarantee 琀甀o 琀甀o.㔀椀 琀甀o.㔀椀 琀甀o_ 15 琀甀o. 15 琀甀o_ 15 琀甀0. ㈀: 琀甀0_ ㈀, 琀甀o_ 15 琀甀o_ 15 琀甀o_ 15 琀甀o.m 琀甀a_ 03 _ ㈀攀 琀甀o.㈀攀 0. 85 0. 15 1. 50 0. 15 1. 85 1. 15 value value Measured Measured 0.085 1. 05 0. 718 0.014 0. 014 0.005 0.018 0.006 0.003 0.106 0.077 1. 45 0.87 0.013 0.012 0.017 0. 031 0. 戀 0. 4 0. 125 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item ° ° Test item (MPa) (MPa) -20 -40 C C Guarantee Guarantee �500 �420 �22 �500 �420 �22 �47 Not required value value Measured Measured 540 450 30 93, 87, 95 555 450 29 77, 95, 83 value value + + Reference specification (DC ) Reference specification (DC ) wire wire Weldin Weldin Welding current (A) Welding current (A) g g CO2 gas flow (Umin) CO2 gas flow (Umin) specificati ns (mm) specificati ns (mm) 䌀䐀0. 8 䌀䐀0. 8 50~100 15 50~100 15 䌀䐀 1. 0 䌀䐀 1. 0 50~220 15~20 50~220 15~20 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 6 䌀䐀 1. 6 170~550 20~25 170~550 20~25 Welding position Welding position 5 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 3 - - - 2 2 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 5 - - - 2
Conform to GB/T 8110 ERS0-6 JQ•MG50-6A JQ•MG50•6N Conform to GB/T8110ER50-6 䤀焀脀頀ēÞ伀笀""-Lꌀ鴀∀伀""㴀吀簀簀--- AWS A匀ⴀ:18 ER70S-6 ____ _ ISO 14341-A-G424C13Si1 ISO 14341A-G424C14Si1 - AWSAS.18 ER?OS-6 ISO 14341-A-G464M214Si1 Equivalent to JIS YGW12 JISYGW12 lnstruction:JQ.MG50-6N is environment-friendly non-copper coated lnstruction:Resistance to base metal surface scale and oil contamination is gas-shielded solid welding wire. In the production process, an remarkable and pore sensitivity is low. _______________ 1 environment-friendly process treatment free from acid pickling and copper coating is adopted and the outer layer of the welding wire is coated with environment- 1 Purpose:1 .Welding of various structural steel parts with tensile strength grade friendly coating. The welding wire is evaluated from four aspects, including of 500MPa.2.Welding of various plates and pipes with tensile strength grade of 1 welding spatter, welding fume, wear of the contact tube and rust resistance, and 500MPa. 1 can achieve the technical level of copper-coated welding wires of the same model. 1 Chemical composition of welding wire ( % ) Its rust resistance is even better than that of copper-coated welding wires, and 1 during the welding process there is no copper smoke generated, which greatly C Mn Si s p Ni Cr Mo V Cu Items 1 reduces damage to physical health of operators. _____________________________ J 0. 06- 1. 60-0. 80- Guarantee �0.㈀攀 �0. ㌀ �0.15 �0.15 �0.15 �O.刀ꘀ �0.㈀攀 0. 14 1. 85 1. 15 value Purpose:lt is applicable to welding of base metal with strength grade of 500MPa, 1 Measured 0. 94 0.075 1. 76 0. 012 0.014 0.013 0.010 0. 搀 0. 1 0. 12 and can be applied to steel structure, automobile manufacturing,engineering 1 value machinery, bridge, pressure vessel manufacturing and other industries. 1 ------------------------------ Mechanical properties of deposited metal ReLIRpo.2 Shielding Rm (MPa) A(%) KV2(J) Test item Measured value of chemical composition of welding wire gas (MPa) ° Mn Items C Si s p Cr Ni Mo Cu Guarantee 500-640 �420 �22 �47 (-40 C) value 1. 40- 0. 80- C1 Guarantee �0.㈀攀 �0.㈀攀 �0.15 �0.15 �0.15 �o. 12 �O.娀氀 Measured 1. 85 1. 15 value 432 28 78, 79, 89 540 value Measured 0. 077 0.88 0.011 0. 012 0.011 0.025 0.010 0.15 1. 54 ° Guarantee value �47 (-40 530-680 �460 �22 C) value M21 Measured 587 495 28.5 82, 85, 71 Measured value of mechanical property of deposited metal: (Ar+20% value CO2-shielded) + Reference specification (DC ) KV2(J) wire Weldin ReLIRpo.2 g Welding current (A) CO2 gas flow (Umin) Rm (MPa) A(%) specificati ns (mm) Test item ° (MPa) -40 C 嬀氀O_ 8 50~100 15 Guarantee �500 �420 �22 �47 value 氀氀 1. 0 50~220 15~20 Measured 149 542 446 29 144, 134, value 氀氀 1. 2 80~350 15~25 氀氀 1. 6 170~550 20~25 Welding position Welding position Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - • 255 254 · - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•MG70S-6N JQ•MG70S•6 = Conform to GB 8110 ER50=6 䌀漀 orm to GB⼀䤀8110ER50㴀㘀 -ⴀ㴀欀脀눁眀伀瘀�脀鴀 吀鄀伀脀-- Conform to ISO 14341-B-GS6 Conform to ISO 14341-B-GS6 AWSA5.18 ER?0S-6 AWS A5.18 ER70S-6N Equ i va I ent to JIS YGW12 Equivalent to JIS YGW12 lnstruction:JQ.MG70S-6N is environment-friendly non-copper coated solid lnstruction:Resistance to base metal surface scale and oil contamination is I welding wire. In the production process, an environment-friendly process remarkable and pore sensitivity is low. I treatment free from acid pickling and copper coating is adopted and the outer ------------------------------ 1 layer of the welding wire is coated with environmentfriendly coating. Its product I Purpose:lt is applicable to welding of structural steel of corresponding strength 1 performance is equivalent to copper-coated solid welding wire of the same model. grade . -----------------------------� Purpose:lt is applicable to welding of structural steel of corresponding strength 1 Chemical composition of welding wire ( % ) grade.. 1 ------------------------------ C Mn Si s p Ni Cr Mo V Cu Items Chemical composition of welding wire ( % ) 0. 06- 0. 80- 1. 40- Guarantee �0.㈀攀 �0.㈀攀 �0.15 �0.15 �0.15 �O. 椀ꘀ �0. ㌀ 0. 15 1. 85 1. 15 value Items C Mn Si s p Ni Cr Mo V Cu Measured 0.077 0. 92 0. 6 0.023 0. 搀 0. 2 0. 126 1.㔀㐀 0.011 0.011 value 0. 06- 0. 80- 1. 40- Guarantee �0.㈀攀 �0.15 �0.15 �0.15 �0.㈀攀 �0. ㌀ �o. 椀挀 0. 15 1. 85 1. 15 value Mechanical properties of deposited metal Measured 0. 搀 0.077 0. 92 0. 昀 0.023 0. 2 0. 126 1.㔀㐀 0.011 0.011 value KV2(J) ReLIRpo.2 Rm (MPa) A(%) Mechanical properties of deposited metal Test item ° (MPa) -30 C KV2(J) ReLIRpo.2 Guarantee �27 �500 �420 �22 Rm (MPa) A(%) ° Test item value (MPa) -30 C Measured 545 445 99, 91, 103 31 value Guarantee �27 �500 �420 �22 value + Reference specification (DC ) Measured 545 445 99, 91, 103 31 value + wire Weldin Reference specification (DC ) Welding current (A) g CO2 gas flow (Umin) specificati ns ·(mm) wire Weldin Welding current (A) g CO2 gas flow (Umin) 䌀䐀0. 8 50~100 15 specificati ns {mm) 䌀䐀0. 8 50~100 15 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 6 170~550 20~25 䌀䐀 1. 6 170~550 20~25 Welding position Welding position 25 Tianjin Golden Bridge Welding Materials Group Co.,Ltd • - - - - - - - - - • 7 - - - 6 · - - - · Tianjin Golden Bridge Welding Materials Group Co.,Ltd 25 - - -
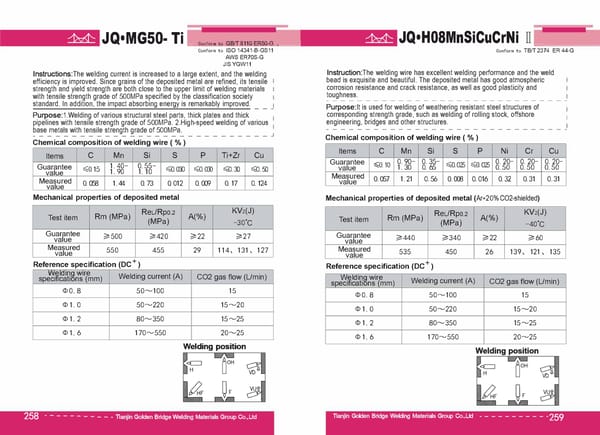
J •TH550•N Q Q• 䤀䤀 Q• J m t nf •TH500•N 䤀䤀 C o TB/T2374ER50-G C o rm o t Q Co o o TB 23 4ER55-G onform to B/T 8110 ER55-1 G lnstruction:Adopt argon-rich gas shielding, it has excellent welding 1 performance and the weld bead is exquisite and beautiful. The deposited metal lnstruction:Adopt argon-rich gas shielding, it has excellent welding has good atmospheric corrosion resistance and crack resistance, as well as good performance and the weld bead is exquisite and beautiful. The deposited metal 1 toughness. plasticity and has good atmospheric corrosion resistance and crack resistance, as well as good 1 _____ __________ _____ 1 t a d o e . it h l 1 p�� 琀开 � � � � 㨀开5____________________ Purpose:lt is used for welding of weathering resistant steel structures with Purpose:lt is used for welding of weathering resistant steel structures with tensile strength grade of 500MPa, such as welding of rolling stock, o昀昀shore 1 tensile strength grade of 500MPa, such as welding of rolling stock, o昀昀shore engineering, bridges and other structures. 1 ------------------------------ engineering, bridges and other structures. _____________________________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Items C Si s p Ni Cr Cu Mn C Si s p Ni Cr Cu Items 1. 20- 0. 20- 0. 30- 0. 20- Guarantee �0.025 �0.10 �o.m �o.o愀椀 0. 60- 0. 20- 0. 30- 0. 20- Guarantee 1. 60 0. 60 0. 90 0. 50 value �0.10 �om �o o愀椀 �00㈀㔀 1. 20 0. 60 0. 90 0. 50 value Measured 1. 40 0.䌀戀7 0. 㐀㘀 0. 栀 0. 016 0.33 0. 48 0. 爀挀 Measured value 1. 40 0.46 0.33 0.䌀戀7 0. 栀 0.016 0. 48 0. 爀挀 value Mechanical properties of deposited metal (Ar+20% CO2-shielded) Mechanical properties of deposited metal (Ar+20% CO2-shielded) KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item ° Test item ° (MPa) (MPa) -40 C -40 C Guarantee Guarantee �550 �450 �22 �60 �500 �400 �22 �60 value value Measured Measured 28 112, 120, 118 590 495 530 117, 102, 124 435 24 value value + Reference specification (DC ) + Reference specification (DC ) Weldin wire g Welding current (A) CO2 gas flow (Umin) wire Weldin specificati ns (mm) g Welding current (A) Gas flow (Umin) specificati ns (mm) 䌀䐀0. 8 50~100 15 䌀䐀0. 8 50~100 15 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 2 80~350 15~25 䌀䐀 1. 6 170~550 20~25 䌀䐀 1. 6 170~550 20~25 Welding position Welding position Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 260 - - - - - - - - - - - - - - - • 261
JQ•M G60 JQ•TH650EW-䤀䤀 •G 笀簀 漀넀昀漀rm to GB昀吀8110ER60-G ⴀⴀ-∀樀ꌀꌀ 伀䤀됀쨀�焀簀=伀阀---- Conform to: Technical conditions for gas-shielded AW S ER90S-G welding wires of highcorrosion and weathering resistant steel for railway trucks (provisional) lnstruction:JQ.MG60-G is high-toughness low-alloy steel gas-shielded welding lnstruction:Adopt argon-rich gas shielding, it has excellent welding performance 1 wire of 620MPa grade, which adopts argon-rich gas shielding and has good and the weld bead is exquisite and beautiful. The deposited metal has good all-position welding performance. atmospheric corrosion resistance and crack resistance, as well as good plasticity ������-----------------------1 Purpose:lt is used for welding of weathering resistant steel structures with 1 Purpose:lt is applicable to welding of high-strength steel structures with tensile tensile strength grade of 650MPa, such as welding of rolling stock, o昀昀shore strength grade of 620MPa, such as engineering machinery, pipelines, ships engineering, bridges and other structures. _____________________________ J and pressure vessels. Chemical composition of welding wire ( % ) ------------------------------ Mn C Si s p Ni Cr Cu Items 3. 00- 1.00- Guarantee �O.가툀 �1.愀氀 �om �0010 �0015 �040 5. 00 2. 00 value Chemical composition of welding wire ( % ) Measured 0.㌀㠀 0. 㔀㤀 0. 戀 0. 6 1.49 0. 21 3.67 0.011 value Mn Items C Si s p Mo Ti Cu 0. 50- 0. 20- 1. 40- Guarantee �0.10 �0.12 �00㈀㔀 �00㈀㔀 �o� Mechanical properties of deposited metal (Ar+20% CO2-shielded) 0. 95 0. 60 1. 90 value KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° (MPa) -40 C Guarantee �650 �500 �34 �15 value Mechanical properties of deposited metal (Ar+20% CO2-shielded) Measured 695 610 21 115, 120, 114 value KV2(J) ReLIRpo.2 + Rm (MPa) A(%) ° Reference specification (DC ) Test item (MPa) -20 C wire Weldin g Welding current (A) Gas flow (Umin) Guarantee specificati ns (mm) �620 �490 �19 �47 value 䌀䐀0. 8 50~100 15 Measured 660 25 545 103, 111 , 121 value 䌀䐀 1. 0 50~220 15~20 䌀䐀 1. 2 80~350 15~25 Welding position 䌀䐀 1. 6 170~550 20~25 Welding position nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - nanjin Golden Bridge Welding Materials Group Co.,Ltd 262 - - - - - - - - - - - - - - • 263
JQ•MG60-G-1 G Confo to GB/T8110ER70-G 70• JQ• M onform to GB⼀吀 8110 ER60-G G """-'ꠀ鸀瘀瘀�簀ꌀ瘀꤀쨀픀椀蔀--- AWS ER90S-G AWS ER100S-G lnstruction:JQ.MG60-G-1 is low-alloy steel gas-shielded welding wire of 620MPa grade, which adopts argon-rich gas shielding. Its grains are refined by lnstruction:JQ.MG70-G is NiMoCr high-toughness low-alloy steel gasshielded alloying elements such as Cr and Ti so as to obtain highstrength weld metal and welding wire of 690MPa grade, which adopts argon-rich gas shielding and has it has good all-position welding performance. good all-position welding performance. Arc is stable and spatter is low. Purpose:lt is applicable to welding of high-strength steel structures with tensile 1 strength grade of 620MPa, such as engineering machinery, pipelines, Purpose:lt is applicable to welding of high-strength steel structures with tensile 1 petrochemical engineering, mining machinery and other lowalloy steel. 1 strength grade of 690MPa, such as engineering machinery, lifting machinery, ------------------------------ 1 ships, bridges, pipelines and pressure vessels. Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si s p Cr Ti Cu Items 1. 40- 0.50- 0. 10- Guarantee Mn Items C Si s p Ni Mo Ti Cr Cu �011 �017 �00㈀㔀 �00㈀㔀 �� 1. 80 0.90 0. 60 value 1. 40- 0.50-0. 20- Guarantee �0.11 �0. �0.16 �O.氀氀 �0.㈀攀 �0.㈀攀 �0-� 0. 60 1. 90 1. 55 value Mechanical properties of deposited metal: (Ar+20% CO2-shielded) Mechanical properties of deposited metal: (Ar+20% CO2-shielded) KV2(J) ReL⸀⼀Rpo.2 Rm (MPa) A(%) Test item ° (MPa) -20C KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° Guarantee (MPa) �490 �620 �47 �19 -20C value Guarantee Measured �27 640 545 22 85, 102, 109 �690 �610 �16 value value Measured 740 23 121, 128, 126 645 value Welding position Welding position Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 㘀㐀 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 2 2 - - - - - - · 65
JQ•MG80-G JQ•MG70-G-1 --------- ⴀ娀---------- Conform to GB昀吀 8110 ER?O-G Conform to GB昀吀 8110 ER80-G Conform to AWS ER100S-G AWS ER110S-G lnstruction:JQ.MG80-G is high-strength gas-shielded welding wire, and the lnstruction:JQ.MG70-G-1 is low-alloy steel gas-shielded welding wire of shielding gas can be the mixture of Ar+20% CO2. The arc is soft, the combustion 690MPa grade, which adopts argon-rich gas shielding. The content of Sand P is is stable, and the spatter is low. The weld joint has good low temperature impact 1 strictly controlled in order to make the weld joint have excellent comprehensive toughness. mechanical properties. The weld joint appearance is flat and beautiful. Purpose:lt is applicable to welding of high-strength steel structures with tensile Purpose:lt is suitable for welding of high-strength structures with tensile strength strength grade of 690MPa, such as engineering machinery, lifting machinery, grade of 790MPa. It can be used for welding of important structures such as ships, bridges and pipelines. pressure vessels, engineering machinery, lifting machinery, ships and mining I ------------------------------ machinery. Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si s p Ni Mo Ti Cu Items Mn Items C Si s p Cr Ni Mo Cu 1. 40- 0.40- 0. 40- 0. 20- Guarantee �0.11 0. 25- �0.0㈀㔀 �0.025 1. 40- 0.40- 1. 20- 0. 20- �0㔀 �-䰀䐀 Guarantee 1. 80 0.80 1. 00 0. 60 �0.11 �0.50 �0.0㈀㔀 �0.0㈀㔀 value 1. 85 1. 00 0. 60 2.40 0. 60 value Mechanical properties of deposited metal: (Ar+20% CO2-shielded) Mechanical properties of deposited metal: (Ar+20% CO2-shielded) KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° (MPa) -20 C KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° (MPa) Guarantee -20 C �790 �690 �17 �27 value Guarantee Measured �690 �610 �16 �27 75 840 730 24.5 85, 93, value value Measured 715 640 105, 104, 23 92 value Welding position Precautions: ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. Welding position 2.The gas flow during welding is generally 20-25L/min. 3.Dry elongation length is controlled between 15mm and20mm. nanjin Golden Bridge Welding Materials Group Co.,Ltd · - - · - - - 266 nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - · - · 26 7
JQ•MG90-G JQ•MGS0-G-1 --------- ----------- Conform to GBfT 8110 ER90-G Conform to GBfT 8110 ER80-G Gas-shielded welding wires Conform to AWSAS.28 ER120S-G AWS ER110S-G Equivalent to ISO 16834-AG894 M21 Mn4Ni2CrMo lnstruction:JQ.MG90-G is gas-shielded solid welding wire for high strength lnstruction:JQ.MG80-G-1 is high-strength gas-shielded welding wire, which 1 steel, which adopts argon-rich gas shielding. Arc is soft and welding is stable; The adopts argon-rich gas shielding and has good all-position welding performance. 1 weld joint appearance is flat and beautiful. Strict control on the content of The weld joint appearance is flat and beautiful. impurities such as S and P of the welding wire makes the weld joint have excellent comprehensive mechanical properties. Purpose:lt is applicable to welding of high-strength steel structures with tensile Purpose:lt is applicable to welding of high-strength steel structures with tensile 1 strength grade of 790MPa, and can be used for welding of important structures, strength grade of 890MPa, such as engineering machinery, lifting machinery and 1 such as engineering machinery, marine engineering, ships, bridges and pipelines. bridges. _____________________________ J _____________________________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Mn Mo Mo C Si s p Ni Ti Cu C Si s p Ni Ti Cu Cr Cr Items Items 1. 60- 0. 50- 0. 70- 0. 30- 0. 25- 1. 60- 0.40- 2.00- 0. 50- 0. 20- Guarantee Guarantee 琀最0.11 琀最0.11 琀最0.0㈀㨀 Ⰰ最o_ ꐀ砀' 琀最0.10 琀最o.so 琀最0.12 琀最o.砀贀 Ⰰ最a ㈀攀 Ⰰ最a ㈀攀 0. 80 0. 80 0. 60 2. 00 0. 85 1. 20 0. 70 0. 60 1. 90 2. 50 value value Mechanical properties of deposited metal: (Ar+20% CO2-shielded) Mechanical properties of deposited metal: (Ar+20% CO2-shielded) KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) Test item Test item ° ° ° (MPa) (MPa) -20 C -20 C C -40 Guarantee Guarantee 尀ꈀ690 尀ꈀ890 㨀ꈀ17 㨀ꈀ15 㨀ꈀ790 㨀ꈀ27 㨀ꈀ790 㨀ꈀ27 㨀ꈀ27 value value Measured Measured 954 820 715 21 73, 62, 68 853 17 88, 95, 86 67, 61, 71 value value Welding position Precautions: Precautions: Welding position ! .Strictly control the content of impurities in the ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 20-25L/min. 2.The gas flow during welding is generally 20-25L/min. 3.Dry elongation length is controlled between 15mm 3 .Dry elongation length is controlled between 15mm and20mm. and20mm. - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - 268 - - - - - - - - - - - - - · 269
B2 55 - JQ•M J Q •M - G G 7 6 G C==orm t _ o =GB脀꤀笀昀뤀81ᘀ10堀ER謀뜀76-G o 㴀ⴀ欀嬀 䤀吀 ✀ⴀ TB爀爀 3461-2016 Conform to GBfT 8110 ER55-B2 AWS A 5.28 ER80S-B2 lnstruction:JQ.MG76-G is low-alloy steel gas-shielded welding wire of 760MPa lnstruction:JQ.MG55-B2 is gas-shielded solid welding wire for heat resistant grade, which adopts argon-rich gas shielding, and the weld joint appearance is steel, which adopts mixed gas shielding. Arc is soft and welding is stable; The flat and beautiful. Strict control on the content of impurities such as S and P weld joint appearance is flat and beautiful. Strict control on the content of makes the weld joint have excellent comprehensive mechanical properties. 1 impurities such as S and P of the welding wire makes the weld joint have ----------------------------- 7 excellent comprehensive mechanical properties. Purpose:lt is applicable to welding of frames of trail hooks of railway locomotive, or high-strength steel structures of corresponding strength grade, such as Purpose:lt is applicable to welding of heat resistant steel containing ° engineering machinery, lifting machinery, ships, bridges and pipelines. Cr1 %-Mo0.5% with working temperature below 520 C, such as boiler pipelines, ------------------------------ high-pressure vessels and petroleum refining equipment. 1 ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si s p Ni Mo Cr Items Items Mn C Si s p Ni Mo Cr Cu 1. 20- 1. 20- 0. 20- Guarantee Ⰰ最om Ⰰ最o so Ⰰ最o_ ㈀攀 Ⰰ最o ㈀攀 Ⰰ最o_ 12 2.00 2. 50 0. 80 value 0. 07- 0.40- 0.40- 0.40- 1. 20- Guarantee Ⰰ最o_ ㈀攀 Ⰰ最o_ ㈀攀 Ⰰ最o_ 20 Ⰰ最o_ ⸀栀 0. 12 0. 70 0. 70 0. 65 1. 50 value Mechanical properties of deposited metal: (Ar+20% CO2-shielded) Mechanical properties of deposited metal (Ar+1 - 5% O,-shielded, heat treatment temperature: 610±15 ·c x1 h) KV2(J) ReLIRpo.2 Rm (MPa) A(%) Test item ° ReLIRpo.2 (MPa) -40 C Rm (MPa) A(%) Test item (MPa) Guarantee 尀ꈀ600 尀ꈀ60 㨀ꈀ760 㨀ꈀ20 value Guarantee 㨀ꈀ19 㨀ꈀ550 㨀ꈀ470 value Measured 94 785 22 100, 108, 642 value Measured 603 512 23 value Welding position Welding position Precautions: ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 20-25L/min. 3.Dryelongation length is controlled between 15mm and20mm. - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 270 · · - - - · Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - · 271
JQ•X70 JQ•MG62-B3 __ _ Confor to GBfT 8110 ER50-G 묀묀 AWSA5.18 ER?0S-G Conform to EN ISO 21952-B G 62A2C1M3 Equ i va I ent to GBfT 8110 ER62-B3 Equivalent to AWSA5.28 ER90S-B3 lnstruction:JQ.X70 is gas-shielded solid welding wire for pipeline steel, which adopts argon-rich gas shielding. All-position welding is suitable, arc is soft and welding is stable; The weld joint appearance is flat and beautiful and it has lnstruction:JQ.MG62-B3 is gas-shielded solid welding wire for heat resistant excellent welding performance. Strict control on the content of impurities such steel. Arc is soft and welding is stable; The weld joint appearance is flat and as S and P of the welding wire makes the weld joint have excellent beautiful. Strict control on the content of impurities such as S and P of the comprehensive mechanical properties. welding wire makes the weld joint have excellent comprehensive mechanical properties. Purpose:lt is applicable to welding of Cr2.5Mo heat resistant steel with working Purpose:lt is applicable to welding of pipeline steel of X70 grade. 1 ° I temperature below 550 C, such as boiler pipelines, hightemperature 1 I high-pressure vessels and petroleum refining equipment. ------------------------------ ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si s p Ni Mo Cu Items Mn Items C Si s p Ni Mo Cr Cu 1. 40- 0. 80- Guarantee 琀最o.12 琀最0 015 琀最o.1s 琀最o 0㈀㔀 琀最o 30 Ⰰ最a_ 15 0.07- 0.40- 0.40- 0. 90- 2. 10- Guarantee 1. 85 1. 15 value 琀最o.025 琀最o.025 Ⰰ最o. 䰀䐀 琀最o. ⸀栀 0. 12 0. 70 0. 70 1. 20 2. 70 value Measured 0.077 1.M 0.㠀㠀 o. 挀洀 0.012 0. 025 0.010 0. 15 value Mechanical properties of deposited metal (Ar+1 - 5% 0,-shielded, heat treatment temperature: 610±15 ·c x1 h) Mechanical properties of deposited metal (Ar+20% CO,-shielded) ReLIRpo.2 KV2(J) ReLIRpo.2 2 Rm (MPa) A(%) Test item (N/mm ) A(%) ° (MPa) Test item (MPa) -40 C Guarantee �620 �540 �17 Guarantee value 7 �22 �550 �430 �4 value Measured 582 29 456 149 134, 144, value Welding position Welding position Precautions: Precautions: ! .Strictly control the content of impurities in the ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 20-25L/min. 2.The gas flow during welding is generally 20-25L/min. 3.Dry elongation length is controlled between 15mm 3 .Dry elongation length is controlled between 15mm and20mm. and20mm. 7 - - - 2 3 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - · 2 Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - 7 2
JQ•MG55-Ni1 JQ•X80 Conform to GB/T 8110 ER55-G AWS AS.28 ER80S-G Conform to GB/T 8110 ER55-Ni 1 ISO 14341-A-G504M213Ni1 AWS AS.28 ER80S-Ni1 ISO 14341-A-G 46 5 M G3Ni1 Equivalent to JIS Z 3312 YGW N2 lnstruction:JQ.X80 is gas-shielded solid welding wire for pipeline steel, which lnstruction:JQ.MG55-Ni1 welding wires have excellent welding performance: 1 adopts argon-rich gas shielding. Arc is soft and welding is stable; The weld joint Arc combustion is stable, spatter is low and the weld joint appearance is beautiful. 1 appearance is flat and beautiful, and it has excellent welding performance and is The weld metal has excellent low temperature impact toughness. especially suitable for all-position welding. Strict control on the content of impurities such as S and P of the welding wire makes the weld joint have excellent comprehensive mechanical properties. Purpose:lt is applied to welding of low-alloy high-strength steel that requires ° good toughness at low temperature of -45 C. Purpose:lt is applicable to welding of pipeline steel of X80 grade. Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items C Mn Si s p Ni Cr Mo V Cu Items C Mn Si s p Ni Mo Cr Ti Cu 0.40- 0. 80- Guarantee 琀最1.25 琀最o ㈀攀 琀最o ㈀攀 琀最0.12 琀最o.㔀 琀最o_ 15 琀最o.愀椀 琀最o_ 㔀 Measured 0. 80 1. 10 value 0.067 1. 50 0. 62 0.005 0.013 0. 65 0. 10 0. 016 0. 12 0. 15 value Measured O.ꔀ阀 1. 12 0. 㘀 0. 7 0. 012 1.䌀䔀 0. 01 0. 㐀4 0. 1 0.11 value Mechanical properties of deposited metal (Ar+20% CO,-shielded) Mechanical properties of deposited metal (Ar+1-5% 0,-shielded) KV2(J) ReLIRpo.2 2 (N/mm ) A(%) Test item ° KV2(J) ReLIRpo.2 (MPa) -40 C Rm (MPa) A(%) Test item ° (MPa) -45 C Guarantee 560~720 �18. 0 �500 �60 value Guarantee �470 �550 �24 �27 Measured value 139 551 642 29.0 138, 141 , value Measured 484 28.5 198, 200, 210 575 value Welding position Welding position Precautions: ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 15-20L/min. 3.Dry elongation length is controlled between 15mm and20mm. 27 4 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -275
JQ•ER50HIC ___ _ JQ•MG304 ___ _ Conform to GBfT 8110 ERSO-G AWS AS.18 ER?OS-G NBfT 47018 lnstruction:The main composition of the welding wire is 18Cr-8Ni, and it is pure austenitic stainless steel MIG welding wire and allows allposition welding. The lnstruction:JQ.ER50HIC welding wire is of copper-coated gas-shielded type for deposited metal has low sensitivity to cracks and it is applicable to welding of hydrogen resistant steel, which is characterized by excellent welding process, non-magnetic, high-manganese steel and hardened corrosion-resistant steel. pure weld metal, extremely low content of impurities such as S and P, good low Excellent weldability - smooth wire feeding, stable arc, beautiful appearance and temperature toughness and excellent resistance to HIC and SSC. low spatter. Purpose:lt is mainly used together with Q345R (HIC) steel plates, for welding of Purpose:lt is applied to welding of food machinery, medical equipment, fertilizer crude oil distillation, coking and cracking equipment such as pre-distillation towers equipment, textile machinery and other components as well as containers such 1 flashing towers, atmospheric towers and stripping towers. as tanks and pipelines, such as SUS304. ________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si s p Ni Cr Mo Cu Items Mn C Si Cr Ni Mo p s Items 0. 06- 1. 40- 0. 80- Guarantee 18. 0- 8. 0- Guarantee �0010 �0.012 �0.㈀ �O.氀氀 �030 �-� �1. �0. 㐀5 �0.08 �2 �O.O氀氀 0. 14 1. 60 1. 00 value 20. 0 10.5 value Measured 0. 1.51 0. 㠀㤀 0. 7 0. 010 0. 툀픀 0. 014 0. 01 0. 12 value + Reference current (DC ) Mechanical properties of deposited metal (Ar+20% CO,) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) KV2(J) ReLIRpo.2 Thermal Rm (MPa) A(%) Test item ° 70~150 100~200 140~220 treatment welding current(A) (MPa) -30 C �uarantee �500 �400 �22 �54 value Measured Precautions: 473 26 126 570 135, 127, As-welded value ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Welding position 2.Gas flow: 20 - 25L/min. Precautions: 3 .Dry elongation length: 15 - 25mm. ! .Strictly control the content of impurities in the 4.Thoroughly clear rust, moisture, oil stain, dust, etc. shielding gas to ensure purity of the gas. at the part to be welded. 2.The gas flow during welding is generally 15-25L/min, 5.For outdoor welding, when the wind speed is greater which can be adjusted according to the actual situation. than 1.Sm/s, appropriate windproof measures must be 3 .Thoroughly clear impurities at the part to be welded, taken to prevent the generation of pores. such as oil, rust and water, before welding. The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. 7 2 - - - - - - 6 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 77 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - 2
JQ•MG307Si JQ•MG307 Conform to GBfT 29713 S307 Conform to GBfT 29713 S307Si AWS A5.9 ER307 ISO 14343-B-SS307 lnstruction:The main composition of the welding wire is 18Cr-8Ni-4Mn, and it lnstruction:The main composition of the welding wire is 18Cr-8Ni-6Mn, and it is is pure austenitic stainless steel MIG welding wire and allows allposition welding. pure austenitic stainless steel MIG welding wire and allows allposition welding. 1 The deposited metal has low sensitivity to cracks and it is applicable to welding The crack sensitivity is low due to high content of Mn, and it is applicable to 1 of non-magnetic, high-manganese steel and hardened corrosion-resistant steel. welding of non-magnetic, high-manganese steel and hardened corrosion-resistant 1 Excellent weldability - smooth wire feeding, stable arc, beautiful appearance and steel. Due to addition of Si, the molten iron has good fluidity, so that the low spatter. appearance is more beautiful. In addition, wire feeding is smooth, arc is stable and spatter is extremely low. 1 Purpose:lt is often applied to special occasions where no magnetism is required, such as nuclear submarines and armor plates, as well as welding of dissimilar Purpose:lt is often applied to special occasions where no magnetism is required, 1 1 steel that is di昀昀icult to be welded and easy to crack. such as nuclear submarines and armor plates, as well as welding of dissimilar 1 1 steel that is di昀昀icult to be welded and easy to crack. 1 Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si Cr Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu Items 0. 04- 6. 50- 0. 65- 18. 50- 8. 00- Guarantee 9. 50- 0.04- 3. 30- 0. 30- 8. 00- 0. 50- Guarantee �0.0㌀ �0.㜀㔀 �0.75 �-030 � �0.0㌀ �0.0㌀ �0.㜀㔀 0. 14 8.00 1. 00 22. 00 10. 75 value 4. 75 0. 14 0. 65 2. 00 10. 70 1. 50 value Measured Measured 6. 73 0.071 0. 70 18.83 8.96 0.16 0.014 0.012 0.17 0. 䤀氀 4. 㔀 0. 43 ㈀ . ㈀ 9.52 0. 97 0. 012 0.011 0. 18 value value Reference current (DC +) + Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding Welding position ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dry elongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, per昀漀rm process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation be昀漀re determining the welding scheme. - - - - 27 - - - - - - 8 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin 9 Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 27
JQ•MG308L JQ•MG308 Conform to GB昀吀 29713 S308 Conform to GB昀吀 29713 S308L AWS AS.9 ER308 AWS AS.9 ER308L ISO 14343-B-SS308 ISO 14343-A-G 19 9 L lnstruction:The main composition of the welding wire is 18Cr-8Ni, and it is the lnstruction:The main composition of the welding wire is ultra-low C- 18Cr-8Ni, 1 most widely used austenitic stainless steel MIG welding material and allows and it is the most widely used austenitic stainless steel MIG welding material and 1 all-position welding. Excellent weldability - smooth wire feeding, stable arc, allows all-position welding. Excellent weldability - smooth wire feeding, stable arc, 1 beautiful appearance and low spatter. The deposited metal contains appropriate beautiful appearance and low spatter. The deposited metal contains appropriate amount of ferrite, so it has good crack resistance and excellent corrosion amount of ferrite, so it has good crack resistance and excellent corrosion resistance. resistance. Purpose:lt is widely applied to welding of petrochemical engineering, pressure Purpose:lt is widely applied to welding of petrochemical engineering, pressure vessels, food machinery, medical equipment, fertilizer equipment, textile vessels, food machinery, medical equipment, fertilizer equipment, textile machinery and nuclear reactors, such as 12Cr18Ni9 (SUS 302) and 06Cr19Ni10 machinery and nuclear reactors, such as 022Cr19Ni10(SUS 304L). (SUS 304). J __________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Items C Si Cr Ni Mo p s Cu Mn C Si Cr Ni Mo p s Cu Items 1.00- 0. 30- 19.50-9.00- Guarantee 1. 00- 0. 30- 19. 50- 9.00- Guarantee Ⰰ最o ㌀怀 Ⰰ最o 㜀㔀 Ⰰ最o. 0氀氀 Ⰰ最o 75 Ⰰ最o 0氀氀 Ⰰ最o 75 Ⰰ最o 0氀氀 Ⰰ最o_ ㌀0 Ⰰ最o_ 爀渀 Ⰰ最o 75 2. 50 0. 65 22.00 11. 00 value 2.50 0. 65 22. 00 11. 00 value Measured Measured 1. 㘀㌀ 0. 37 0. ㈀挀 ㈀ . 12 10.35 0. 013 0. 椀 0. 16 0.40 0. 040 1.80 0. 31 ㈀ . 15 9.52 0.43 0.013 0. 8 0.㌀㐀 value value + Reference current (DC +) Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: Welding position ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dry elongation length: 15 - 25mm. 3.Dry elongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. - · · - - - - - - - - 280 Tianjin Golden Bridge Welding Materials Group Co.,Lld Tianjin Golden Bridge Welding Materials Group Co.,Ltd 281 - - - - - - · - - - ·
JQ•MG308LSi JQ•MG309 Conform to GBfT 29713 S308LSi Conform to GBfT 29713 S309 AWS AS.9 ER308LSi AWS AS.9 ER309 ISO 14343-A-G 19 9 L Si ISO 14343-A-G 22 12 H lnstruction:The main composition of the welding wire is 22Cr-12Ni, and it is lnstruction:The main composition of the welding wire is ultra-low C- 18Cr-8Ni, stainless steel MIG welding wire and allows all-position welding. Excellent and it is widely used austenitic stainless steel MIG welding material and allows weldability - smooth wire feeding, stable arc, beautiful appearance and low all-position welding. Due to addition of Si, the molten iron has good fluidity, so spatter. The deposited metal contains ferrite, so it has good crack resistance and that the appearance is more beautiful. In addition, wire feeding is smooth, arc is excellent corrosion resistance, and high alloy content brings good high stable and spatter is extremely low. temperature resistance. Purpose:lt is widely applied to welding of petrochemical engineering, pressure Purpose:lt is often used for welding of carbon steel with dissimilar stainless steel materials or welding of martensitic and pearlitic stainless steel with poor vessels, food machinery, medical equipment, fertilizer equipment and other related industries, such as 022Cr19Ni10 (SUS 304L). toughness. It is applied to petrochemical engineering,thermal power plants and other industries. Chemical composition of welding wire(%) Chemical composition of welding wire(%) Items C Mn Si Cr Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu 9. 50- Guarantee 1. 00- 0. 65- 9. 00- � Ⰰ最o_ ㌀0 Ⰰ最o ㌀怀 Ⰰ最o_ ㌀0 Ⰰ甀a_ 75 Ⰰ最o_ 㜀㔀 2. 50 1. 00 2. 00 11. 00 value 0. 30- 23.00- 1. 00- 12.00- Guarantee Ⰰ最o ㌀怀 Ⰰ最o ㌀0 Ⰰ最o 㜀㔀 Ⰰ最o 75 Ⰰ最o 12 Measured 25.00 2.50 0.65 14.00 value 0. 75 0.023 2.㈀ 19.82 10.㔀㐀 0. ㌀㘀 0. 018 0.011 0. 15 value Measured 23.85 0. 081 1.61 0. 40 13. 15 0.23 0.012 0.013 0.23 value + Reference current (DC ) Reference current (DC +) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: ! .Shielding gas: Pay attention to the purity of shielding Precautions: Welding position Welding position gas. The ratio of the mixed gas is recommended to be ! .Shielding gas: Pay attention to the purity of shielding Ar+l-3%O2. gas. The ratio of the mixed gas is recommended to be 2.Gas flow: 20 - 25L/min. Ar+l-3%O2. 3 .Dry elongation length: 15 - 25mm. 2.Gas flow: 20 - 25L/min. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 3.Dryelongation length: 15 - 25mm. at the part to be welded. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 5.For outdoor welding, when the wind speed is greater at the part to be welded. than l .5m/s, appropriate windproof measures must be 5.For outdoor welding, when the wind speed is greater taken to prevent the generation of pores. than l .Sm/s, appropriate windproof measures must be The above suggestions are for reference only, and the specific operation taken to prevent the generation of pores. shall be subject to the site situation. If necessary, perform process The above suggestions are for reference only, and the specific operation evaluation before determining the welding scheme. shall be subject to the site situation. If necessary, perform process evaluation be昀漀re determining the welding scheme. - - - • Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 282 · · - - - - - - - - - - - - ·283
JQ•MG309LSi JQ•MG309L Conform to GBfT 29713 S309L Conform to GBfT 29713 S309LSi AWS A5.9 ER309L AWS A5.9 ER309LSi ISO 14343-A-G 23 12 L ISO 14343-A-G 23 12 L Si lnstruction:The main composition of the welding wire is ultra-low 22Cr-12Ni, lnstruction:The main composition of the welding wire is ultra-low C- 23Cr-13Ni, and it is stainless steel MIG welding wire and allows all-position welding. and it is stainless steel MIG welding wire and allows allposition welding. Due to Excellent weldability - smooth wire feeding, stable arc, beautiful appearance and addition of Si, the molten iron has good fluidity, so that the appearance is more low spatter. Since the deposited metal contains appropriate amount of ferrite, it beautiful. In addition, wire feeding is smooth, arc is stable and spatter is has good crack resistance. High alloy content brings good high temperature extremely low. Low carbon content brings excellent corrosion resistance. resistance; Low carbon content brings excellent corrosion resistance. Purpose:lt is often used for welding of carbon steel with dissimilar stainless steel Purpose:lt is often used for welding of carbon steel with dissimilar stainless steel materials, surfacing of the transition metal for inner wall of reaction vessels in the 1 materials, surfacing of the transition metal for inner wall of reaction vessels in the petrochemical industry, or welding of martensitic and pearlitic stainless steel with petrochemical industry, or welding of martensitic and pearlitic stainless steel with 1 poor toughness. poor toughness. __________ J Chemical composition of welding wire (%) Chemical composition of welding wire(%) Mn Items C Si Cr Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu 1.00- 0. 30-瀀⸀oo-12.00- Guarantee Guarantee 23.00- 12.00- 1. 00- 0.65- �0.0㌀ �0.0㌀ �0. 75 �0.0氀氀 �0.75 �0.030 �0.0㌀ �0.030 �0.75 �0.75 2. 50 0. 65 5.00 14. 00 value value 2. 50 1. 00 25.00 14.00 Measured Measured 1. 㤀㔀 0.㌀㐀 0. 021 ㈀㌀.堀贀 12. 92 0. 39 0. 012 0. 怀 0. 19 0.021 2.33 0. 78 23.93 0. 46 0. 012 0. 014 0. 19 13.㠀㐀 value value + + Reference current (DC ) Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 70~150 100~200 140~220 welding current(A) Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than l .5m/s, appropriate windproof measures must be than l .5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, per昀漀rm process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. · - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 284 Tianjin Golden Bridge Welding Materials Group Co.,Ltd · - - - - · - - - - - - - - - · 285
JQ•MG310 JQ•MG316 Conform to GBfT 29713 S310 Conform to GBfT29713 S316 AWSAS.9 ER310 AWSAS.9 ER316 ISO 14343-A-G 25 20 ISO 14343-B-SS316 1 lnstruction:The main composition of the welding wire is 18Cr-12Ni-2Mo, and it lnstruction:The main composition of the welding wire is 25Cr-20Ni, and it is pure 1 is stainless steel MIG welding wire and allows all-position welding. Excellent austenitic structure stainless steel MIG welding wire and allows all-position 1 weldability - smooth wire feeding, stable arc, beautiful appearance and low welding. Resistance to high temperature is stable and it is able to withstand ° 1 spatter. Mo content makes it have excellent resistance to corrosion of acetic acid, 1200 C. Excellent weldability - smooth wire feeding, stable arc, beautiful 1 sulfurous acid, phosphoric acid and salts. appearance and low spatter. Purpose:lt is often applied to welding of high temperature resistant products Purpose:lt is often applied to petrochemical and fertilizer equipment, such such as high temperature furnaces and coal coking equipment, surfacing of the as welding of 06Cr17Ni12Mo2 (SUS 316). composite layer and welding of dissimilar steel. __________ J Chemical composition of welding wire(%) Chemical composition of welding wire(%) Mn Items C Si Cr Ni Mo p s Cu Mn C Si Cr Ni Mo p s Cu Items 0. 30- 2.00- 1. 00- 18.00- 11. 00- Guarantee O. 00- 0. 08- 1.00- 0. 30-�p-00- Guarantee �0. ㌀0 �0㌀怀 �0. �0.75 � �O. 㜀㔀 �0.㌀怀 �O.O氀氀 �0.75 20 .00 2. 50 0.65 14.00 3.00 value 0. 15 2. 50 0. 65 8.00 2. 50 value Measured Measured 0. 㐀8 1. 㜀㔀 0. 45 19. 63 12.52 2. 㔀 0. 011 0. 010 0. 26 0. 7 2. 0.㌀㠀 27.42 21.82 0. 35 0.011 0. 漀 0. 35 value value + Reference current (DC ) + Reference current (DC ) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: Welding position ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. evaluation before determining the welding scheme. - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - 286 - - - - - - - - - - - - - · 287
JQ•MG316L JQ•MG321 Conform to GB!T29713 S316L Conform to GBfT 29713 S321 AWSA5.9 ER316L AWS A5.9 ER321 ISO 14343-A-G 19 12 3 L ISO 14343-B-SS321 1 lnstruction:The main composition of the welding wire is 18Cr-8Ni-Ti, and it is lnstruction:The main composition of the welding wire is ultra-low 1 stainless steel MIG welding wire and allows all-position welding. Since Ti is C-18_Cr-12Ni-2Mo, and it is stainless steel MIG welding wire and allows allposition added on the basis of SUS308, corrosion resistance can be e昀昀ectively improved, welding. Excellent weldability - smooth wire feeding, stable arc, beautiful 1 and intergranular corrosion resistance is particularly improved. Excellent appearance and low spatter. Mo content makes it have excellent resistance to weldability - smooth wire feeding, stable arc, beautiful appearance and low spatter.I corrosion of acetic acid, sulfurous acid, phosphoric acid and salts. ---------------------------- � Purpose:lt is often applied to food machinery, medical equipment, pressure Purpose:lt is often applied to petrochemical and fertilizer equipment, such vessels, petrochemical engineering and other occasions, such as as welding of 022Cr17Ni12Mo2 (SUS 316L). 07Cr19Ni11Ti (SUS 321 ). J Chemical composition of welding wire (%) Chemical composition of welding wire(%) C Mn Si Cr Ni Mo p s Cu Ti Items Items Mn C Si Cr Ni Mo p s Cu 9XC- Ⰰ最 Ⰰ最 - 00- a.so- 1.00- 0. 30- 11.00- 2. 00- 1. 00- 0. 30- 9.00- Guarantee Guarantee ;� ; Ⰰ最o 75 Ⰰ最o 75 Ⰰ最o 爀渀 Ⰰ最o 㜀㔀 Ⰰ最o. 氀묀 Ⰰ最o O氀氀 Ⰰ最o 氀묀 2. 50 0. 65 0.00 14. 00 3. 00 2. 50 0.65 0.50 10 .50 value 0 氀묀 0 氀묀 1 value Measured Measured 1. 堀氀 2.59 0. 023 0.42 19.12 12.59 0. 漀 0. 怀 0. 28 0.㌀栀 0.47 19.㘀 9. 76 0. 42 0. 015 0. 漀 0. 24 0. 㔀㠀 1.㔀㐀 value value Reference current (DC +) + Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 70~150 100~200 140~220 welding current(A) Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding Welding position ! .Shielding gas: Pay attention to the purity of shielding position Welding ratio mixed is be gas. The the to gas of recommended gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. · - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 288 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - · - - - - - - - - - - 28 9
JQ•MG347 JQ•H0Cr19Ni9 ⸀贀_______ _ Conform to GB昀吀 29713 S347 AWSAS.9 ER347 ISO 14343-A-G 19 9 Nb lnstruction:The main composition of the welding wire is 19Cr-9Ni, and it is lnstruction:The main composition of the welding wire is 19Cr-11 Ni-Nb, and it is stainless st_eel MIG welding wire, has go_od weld_ability and allows all-position stainless steel MIG welding wire and allows all-position welding. Since Nb is welding. It Is characterized by smooth wire feeding, stable arc, beautiful added on the basis of SUS308, corrosion resistance can be e昀昀ectively improved appearance, extremely low spatter and deposited metal with excellent corrosion ' 1 and intergranular corrosion resistance is particularly improved. Excellent resistance. eldab1llty - smooth wire feeding, st I:_ a , e u u a e r c.:_ d o s atterJ � � ____ J � � � � � � � ⸀䐀 � � � 唀言 I Purpose:lt is often_ applied_ to food machinery, medical equipment, pressure Purpose:lt i_s widely applied to welding of food machinery, medical equipment, vessels, petrochemical engineering and other occasions, such as fertilizer equipment, textile machinery and other components as well as I 07Cr19Ni11Ti (SUS 321) and 07Cr18Ni11Nb (SUS 347). containers such as tanks and pipelines, such as 06Cr19Ni1 O(SUS 304). J J Chemical composition of welding wire (%) Chemical composition of welding wire(%) C Mn Si Cr Ni Mo p s Cu Nb Items Mn 10 XC Items C Si Cr Ni p s Cu 琀甀 琀甀 1. 00- 0.30- 9.00 9.00- Guarantee � 琀甀o. 㜀㔀 琀甀o. 75 琀甀o. 䌀䔀 2. 50 0.65 1. 50 11. 00 O氀묀 0. 氀묀 -1 value 1. 00- 0. 30- 18. 00- 8.00- Guarantee 琀甀a_ 75 琀甀o. 㘀 琀甀o.O氀氀 琀甀o.O氀氀 Measured 2.50 0. 65 20. 00 11. 00 value 0. 027 1.80 0. 40 ㈀ . 猀紀 9. 渀錀 0. 44 0. 015 0.012 0. 81 0.33 value Measured 1. 63 0. 㔀1 0. 51 18.52 8. 㘀㐀 0. 024 0. 012 0. 051 value + Reference current (DC ) + Reference current (DC ) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: Welding position ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.Sm/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the speci昀椀c operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation be昀漀re determining the welding scheme. · - - - - - 290 nanjin Golden Bridge Welding Materials Group Co.,Ltd nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - · - - - - - - - - - • 291
JQ•H1Cr18Ni9 JQ• H1Cr18Ni9Ti __ 謀븀 lnstruction:The main composition of the welding wire is 18Cr-9Ni-Ti, and it is 1 lnstruction:The main composition of the welding wire is 18Cr-9Ni, and it is stainless steel MIG welding wire and allows all-position welding. Ti content makes 1 stainless steel MIG welding wire and allows all-position welding. It is it have good corrosion resistance, especially intergranular corrosion resistance. 1 characterized by smooth wire feeding, stable arc, beautiful appearance and The weldability is good, wire feeding is smooth, arc Is stable, appearance Is extremely low spatter. The deposited metal is excellent in corrosion resistance. 1 e u u a te d lo i . ? � ℀耀f � � �� 餀저 � � ________ _______ _ _ J Purpose:lt is widely applied to welding of food machinery, medical equipment, Purpose:lt is often used for food machinery, medical equipment,_ textile printing fertilizer equipment, textile machinery and other components, such as and dyeing machinery, pressure vessels, petrochemical engineering and other 12Cr18Ni9 (SUS 302). I occasions, such as 07Cr19Ni11Ti (SUS 321 ). ________ J Chemical composition of welding wire(%) Chemical composition of welding wire (%) Mn C Si Cr Ni p s Cu Items Mn C Si Cr Ni p s Ti Ⰰ最 Ⰰ最 Guarantee 1. 00- 0. 30- 18.00- 8.00- Items Ⰰ最o_ 75 Ⰰ最o_ 12 value 2. 50 0.65 20.00 11. 00 OO氀氀 OO氀氀 axe 1. 00- 0. 30- 18. 00- 8.00- Measured Guarantee Ⰰ最o_ 12 Ⰰ最o O氀氀 Ⰰ最o. O氀氀 0.073 1. 㜀㈀ 0. 㔀㠀 19.48 8.52 0. 024 0.011 0. 073 2.50 0. 65 20. 00 11. 00 -1 value value Measured 19.47 9.57 0. 㐀6 1.81 0. 41 0. 024 0.011 0. 55 value + Reference current (DC ) + Reference current (DC ) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: Welding position ! .Shielding gas: Pay attention to the purity of shielding Welding position ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3 .Dry elongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. 9 - - - 2 2 - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 3 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - 9 2
JQ•MG309LSi-G JQ•MG308LSi-G Conform to TBfT 2374 H00Cr21Ni10Mn2Si Conform to TBfT 237 4 H00Cr23Ni 13Mn2Si AWS AS.9 ER308LSi AWS AS.9 ER309LSi ISO 14343-A-G 19 9 L Si ISO 14343-A-G 2312 LSi lnstruction:The main composition of the welding wire is ultra-low C-18Cr-8Ni, lnstruction:The main composition of the welding wire is ultra-low C-23Cr-13Ni, 1 and it is a stainless steel MIG welding material and allows allposition welding. Low and it is stainless steel MIG welding wire and allows allposition welding. Low 1 carbon content makes it excellent in resistance to intergranular corrosion. carbon content makes it excellent in resistance to intergranular corrosion. 1 Because the deposited metal contains appropriate amount of ferrite, its crack Because the deposited metal contains appropriate amount of ferrite, its crack sensitivity is low. Wire feeding is smooth, arc is stable and spatter is low; The sensitivity is low. Wire feeding is smooth, arc is stable and spatter is low; The 1 molten iron has good fluidity and the weld joint appearance is beautiful. molten iron has good fluidity and the weld joint appearance is beautiful. ___ _ Purpose:lt is used for welding of atmospheric corrosion resistant materials such 1 Purpose:lt is used for welding of atmospheric corrosion resistant materials such 1 as railway locomotives and truck bodies, such as: 022Cr19Ni10 (SUS 304L) 1 as railway locomotives and truck bodies, such as TCS materials for delivery trucks 1 t n s C s e a d el r a ri f ks e u � � � � � � � ! � � � � � � � 椀餀y ✀嬀 � � ________ __ J or welding of dissimilar steel such as stainless steel and low carbon steel. __ J Chemical composition of welding wire(%) Chemical composition of welding wire(%) Mn Items C Si Cr Ni p s Mn C Si Cr Ni p s Items 1. 00- 0. 60- 19. 50- 9. 00- Guarantee 1.00- 0. 60- 22. 50- 12. 00- Guarantee �0. ㈀5 �003 �0015 �0.㈀攀 �O氀묀 �0015 2. 50 0. 90 22. 00 11. 00 value 2. 50 0.90 24. 50 14. 00 value Measured Measured 0. 0㈀ 0. 㜀㔀 9. 57 0.010 0. 012 1.㠀㤀 19. 㤀㠀 1. 93 0. 017 0. 㘀㠀 12.40 0.020 a.挀洀 23. 14 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) Rm (MPa) A(%) Rm (MPa) A(%) Items Items Shielding gas ° ° Shielding gas -40 -40 C C Guarantee Guarantee �520 �47 �520 �47 �30 �35 Ar+1-5%CO2 Ar+1~5%CO2 value value Measured Measured 605 81 580 39 41 90 98%Ar+2%CO2 98%Ar+2%CO2 value value + + Reference current (DC ) Reference current (DC ) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Pre挀愀utions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position position Welding is of gas gas. The ratio of the mixed gas is recommended to be ratio be gas. to The mixed recommended the Ar+l-3%O2. Ar+l-5%O2. 2.Gas flow: 20 -25L/min. 2.Gas flow: 20 -25L/min. 3.Dryelongation length: 15 -25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. ldi B id W M G G ld B ld i l C Ti id W ldi Ti G i M l G i i C Ltd Ltd t t e en e s o n o en e o r n aer rou n a anj r e s anj n aera rou o g p g g g p ., ., - - - - - - - - - - · 295 294 · - - - - - - - - - -
JQ•MG410 JQ•MG430 Conform to GB昀吀 29713 S410 Conform to GB昀吀 29713 S430 AWSA5.9 ER410 AWS A5.9 ER430 ISO 14343-A-G 13 ISO 14343-A-G 17 lnstruction:The main composition of the welding wire is 13Cr, and it is 1 lnstruction:The main composition of the welding wire is 17Cr, and it is ferritic martensitic stainless steel MIG welding wire and allows all-position welding. 1 stainless steel MIG welding wire and allows all-position welding. Excellent Excellent weldability - smooth wire feeding, stable arc, beautiful appearance and 1 weldability - smooth wire feeding, stable arc, beautiful appearance and low spatter. low spatter. I Purpose:lt is often applied to welding of components at wear-resistant and Purpose:lt is often applied to wear-resistant and corrosion-resistant occasions corrosion-resistant occasions, such as devices, guardrails and golfclub heads such as hydropower stations and valves, such as 12Cr13 (SUS410). made of 10Cr17 (SUS 430). _____________________________ J _I Chemical composition of welding wire (%) Chemical composition of welding wire(%) Items Mn C Si Cr Ni Mo p s Cu Mn C Si Cr Ni Mo p s Cu Items 15.50- Guarantee 11. 50- Guarantee �0.㌀怀 �0.50 �0㌀怀 �0.10 �0. 氀픀 �0. 氀픀 �0.75 �0.75 �o 12 �0.㌀怀 �0.㔀 �0. 㜀㔀 �0. 氀픀 �0. 氀픀 �0.0氀氀 �0.75 17 .00 value 13 .50 value Measured Measured 0. ㌀5 0.43 0. 35 16. 39 0. 22 0. 55 0. 012 0. 018 0. 21 0. 䤀氀 0. 41 0. 가萀 11.83 0.19 0. 35 0. 021 0.011 0. 33 value value + Reference current (DC ) + Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position Welding position gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 -25mm. 3.Dry elongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. evaluation before determining the welding scheme. 29 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - · 7 - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 6 - - - - - 29
JQ•MG2209 JQ•MG630 Conform to GB/T 29713 S630 Conform to GB/T 29713 S2209 AWS A5.9 ER630 AWS A5.9 ER2209 ISO 14343-B-SS630 ISO 14343-A-G 22 9 3 NL lnstruction:The main composition of the welding wire is 22Cr-9Ni-3Mo-N, and it lnstruction:The main composition of the welding wire is 17Cr-4Ni-4Cu-Nb, and 1 is austenitic-ferritic duplex stainless steel MIG welding wire and allows all-position it is precipitation- hardening stainless steel MIG welding wire, and allows 1 welding. Since the deposited metal contains about 40% of ferrite, the deposited all-position welding. Addition of Nb element can e昀昀ectively improve corrosion 1 metal combines the comprehensive properties of austenitic stainless steel with resistance, especially resistance to intergranular corrosion. Excellent the stress corrosion resistance of ferritic stainless steel, making it an emerging weldability - smooth wire feeding, stable arc, beautiful appearance and low spatter.I material applied in the petrochemical industry. Excellent weldability - smooth wire Purpose:lt is often applied to welding of similar materials, as well as surfacing feeding,stable arc, beautiful appearance and low spatter. and repair welding of parts of the steam turbine's wheel that are resistant to I cavitation and abrasion. 1 Purpose:lt is often applied to petrochemical engineering, shipbuilding and other J 1 industries, for welding of corresponding steel 022Cr22Ni5Mo3N (SUS 2205). Chemical composition of welding wire (%) _____________________________ J Chemical composition of welding wire(%) Items C Mn Si Cr Ni Mo p s Cu Nb Items C Mn Si Cr Ni Mo p s Cu Nb 16. 00 � � 0. 25- 0. 16- 4.50- 3. 25- Guarantee �O愀㔀 �0.㜀㔀 �075 0. 75 5. 00 4. 00 0. 30 value OO氀氀 OO氀氀 7. 50 16. 75 21. 50 2.50 � � � 0. 50- 0.08- - Guarantee �O. 堀錀 �0.75 2. 00 0. 20 Measured value OO氀氀 O.O氀氀 0. ㌀0 9. 50 3.50 23.50 3.40 0. ㌀2 0. 㔀 0. 32 16.55 㐀⸀ 㘀㌀ 0. 45 0. 012 0.011 0.25 value Measured 3.23 22.5 8. 㜀㔀 0.023 1. 㘀㈀ 0.40 0.011 0. 椀 0. 18 0. 16 value + Reference current (DC ) + Reference current (DC ) Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter( mm) welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: Welding position !.Shielding gas: Pay attention to the purity of shielding Welding position ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of the mixed gas is recommended to be gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dry elongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than 1.5m/s, appropriate windproof measures must be than 1.5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the speci昀椀c operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. 9 2 · - - - - - 8 nanjin Golden Bridge Welding Materials Group Co.,Ltd nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 99 - - - - · 2
JQ•MG309Mo JQ•MG2594 ---------- Conform to GBfT 29713 S2594 Conform to GBfT 29713 S309Mo AWS A5.9 ER2594 YBfT 5092 H12Cr24Ni13Mo2 AWS A5.9 ER309Mo I lnstruction:The welding wire is austenitic-ferritic duplex stainless steel and ISO 14343 B-SS309Mo allows all-position welding. Since the deposited metal contains about 40% of ferrite, the deposited metal combines the comprehensive properties of austenitic lnstruction:The main composition of the welding wire is 22Cr-12Ni-Mo, which stainless steel with the stress corrosion resistance of ferritic stainless steel, 1 allows all-position welding. Excellent weldability - smooth wire feeding, stable arc, making it an emerging material applied in the petrochemical industry. Excellent 1 1 beautiful appearance and low spatter. Mo content makes it excellent in crack weldability - smooth wire feeding, stable arc, beautiful appearance and low spatter i resistance. 1 Purpose:lt is often applied to welding of carbon steel with dissimilar stainless Purpose:lt is often applied to petrochemical engineering, shipbuilding and other steel materials, welding of martensitic and ferritic stainless steel with poor 1 industries, for welding of corresponding stainless steel 2594. toughness, and welding of cast steel. _____________________________ J _I Chemical composition of welding wire(%) Chemical composition of welding wire (%) Mn C Si Cr Ni Mo p s Cu N Items Mn Items C Si Cr Ni Mo p s Cu 24. 00 8. 00 2. 50 0. 20 � � � � � � - - - - 23.00 12. 00 2. 00 Guarantee � � � 1.00- 0. 30- - Guarantee �0.㜀㔀 value 1. 0 ㌀怀 1.� 2� O.O氀氀 O䀀氀 27. 00 10. 50 4. 50 0. 30 2. 50 0. 65 value 012 0. ㌀0 0. ㌀0 25. 00 14. 00 3. 00 Measured 25.6 3. 25 0.021 2. 10 0. 㔀㘀 9. 㜀㔀 0.011 a.挀洀 0.15 0.22 Measured value 0. 昀케5 1. 93 0. ㌀㠀 ㈀㌀.㔀㐀 12. 40 2. 31 a.挀洀 0. 017 0. 24 value + + Reference current (DC ) Reference current (DC ) Welding wire Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 diameter(mm) welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of ! .Shielding gas: Pay attention to the purity of shielding Welding position the mixed gas is recommended to be Ar+ 1-3%02. gas. The ratio of the mixed gas is recommended to be 2.Gas flow: 20-25L/min. Ar+l-3%O2. 3.Dry elongation length: 15-25mm. 2.Gas flow: 20 - 25L/min. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 3.Dryelongation length: 15 - 25mm. welded. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 5.For outdoor welding, when the wind speed is greater than 1.Sm/s, at the part to be welded. appropriate windproof measures must be taken to prevent the generation 5.For outdoor welding, when the wind speed is greater of pores. than 1.Sm/s, appropriate windproof measures must be The above suggestions are for reference only, and the specific operation taken to prevent the generation of pores. shall be subject to the site situation. If necessary, per昀漀rm process The above suggestions are for reference only, and the speci昀椀c operation evaluation before determining the welding scheme. shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - - - 301 300
JQ•MG309MoL JQ•MG317 Conform to GBfT 29713 S309LMo Conform to GBfT 29713 S317 YBfT 5092 H03Cr24Ni 13Mo2 YBfT 5092 H08Cr19Ni14Mo3 AWS A5.9 ER309LMo AWSA5.9 ER317 ISO 14343 B-SS317 ISO 14343 B-SS309LMo lnstruction:The main composition of the welding wire is 18Cr-12Ni-3Mo, and it lnstruction:The main composition of the welding wire is ultra-low C-22Cr-12Ni-Mo, which allows all-position welding. Excellent weldability - smooth is stainless steel MIG welding wire and allows all-position welding. Excellent weldability - smooth wire feeding, stable arc, beautiful appearance and low wire feeding, stable arc, beautiful appearance and low spatter. Mo content makes 1 it excellent in crack resistance. spatter. Mo content makes it have excellent resistance to corrosion of acetic acid, 1 sulfurous acid, phosphoric acid and salts. 1 Purpose:lt is often applied to welding of carbon steel with dissimilar stainless steel materials, welding of martensitic and ferritic stainless steel with poor I Purpose:lt is often applied to petrochemical and fertilizer equipment, such as toughness, and welding of cast steel. J welding of 06Cr17Ni12Mo3 (SUS 317). I ___________ Chemical composition of welding wire(%) Chemical composition of welding wire(%) Items C Mn Si Cr Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu 1. 00 0. 30 23. 00 12. 00 2. 00 � � � � - - - - - Guarantee 18. 50 13.00 3.00 � � � Guarantee 1. 00- 0. 30- - value �0㜀㔀 0. 㜀㔀 0. ㌀0 OO氀氀 0 氀묀 2. 50 0. 65 25. 00 14. 00 3. 00 2. 50 0. 65 value 008 0 氀묀 0. 氀묀 20. 50 15.00 4. 00 Measured 23.㔀㠀 2. 33 0.022 1. 92 0. ㌀㠀 12. 0. 010 0. 015 0. 26 Measured value 1.75 0. 㐀8 0. 45 19.㘀㌀ 13.52 3. 㔀㐀 0. 015 0. 014 0.26 value + + Reference current (DC ) Reference current (DC ) we1amg wire Welding wire 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 diameter(mm) diameter(mml welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of the mixed gas is recommended to be Ar+ 1-3%02. the mixed gas is recommended to be Ar+ 1-3%02. 2.Gas flow: 20-25L/min. 2.Gas flow: 20-25L/min. 3.Dry elongation length: 15-251mn. 3.Dry elongation length: 15-251mn. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. 5.For outdoor welding, when the wind speed is greater than 1.Sm/s, 5.For outdoor welding, when the wind speed is greater than 1.Sm/s, appropriate windproof measures must be taken to prevent the generation appropriate windproof measures must be taken to prevent the generation of pores. of pores. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 3 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -3 3 - - - - - - - - - 0 0 - 2
JQ•MG317L JQ•MG385 Conform to GBfT 29713 S317L Conform to GBfT 29713 S385 YBfT 5092 H03Cr19Ni 14Mo3 YBfT 5092 H02Cr20Ni25Mo4Cu AWSA5.9 ER317L AWS A5.9 ER385 ISO 14343-B-SS317L lnstruction:The main composition of the welding wire is 20Cr-25Ni-5Mo-2Cu, lnstruction:The main composition of the welding wire is ultra-low which is stainless steel gas-shielded welding wire. It has extremely low carbon C-18Cr-12Ni-3Mo, which is stainless steel gas-shielded welding wire, and has content and excellent corrosion resistance; It is resistant to corrosion of acetic good resistance to corrosion of acetic acid, sulfurous acid, phosphoric acid and acid of any concentration and at any temperature under normal pressure. It can salts due to Mo content. Good weldability - stable arc, beautiful appearance and e昀昀ectively solve the problems of hole corrosion, pitting, crevice corrosion and low spatter. All-position welding is possible. stress corrosion of halides. Good weldability - stable arc, beautiful appearance and low spatter. All-position welding is possible. Purpose:lt is used for welding of petrochemical equipment, etc., such as 0Cr19Ni13Mo3 (SUS 317). Purpose:lt is often applied to production and manufacturing of towers, tanks, pipelines, and storage and transportation containers for various strong acids. Chemical composition of welding wire(%) Chemical composition of welding wire(%) Items C Mn Si Cr Ni Mo p s Cu Mn Items C Si Cr Ni Mo p s Cu 13. 00 19. 50 24. 00 4. 20 1. 20 1. 00 0. 30 18. 50 3. 00 � � � � � � � � Guarantee 1. 00- - - - - - - - - Guarantee value 2. 50 value oo愀椀 0. 0㈀㔀 0.50 0.㌀怀 15. 00 0. ㌀0 O.O氀氀 0 ㌀怀 0. 㜀㔀 21. 50 26. 00 5. 20 2. 00 2. 50 0. 65 20. 50 4. 00 + Reference current (DC ) + Reference current (DC ) vve1amg wire 䌀䐀0. 8 䌀䐀 1. 0 䌀䐀 1. 2 Welding wire diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 diameter(mm) welding current(A) 70~150 100~200 140~220 70~150 100~200 140~220 welding current(A) Precautions: Precautions: !.The ratio of the mixed gas is recommended to be Ar+ 1-3%02. ! .Shielding gas: Pay attention to the purity of shielding gas. The ratio of 2.Gas flow: 20-25L/min. the mixed gas is recommended to be Ar+ 1-3%02. 3.Dryelongation length: 15-25mm. 2.Gas flow: 20-25L/min. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 3.Dry elongation length: 15-25mm. welded. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.For outdoor welding, when the wind speed is greater than 1.Sm/s, welded. appropriate windproof measures must be taken to prevent the generation 5.For outdoor welding, when the wind speed is greater than 1.Sm/s, of pores. appropriate windproof measures must be taken to prevent the generation The above suggestions are for reference only, and the specific operation of pores. shall be subject to the site situation. If necessary, perform process The above suggestions are for reference only, and the speci昀椀c operation evaluation be昀漀re determining the welding scheme. shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. Co.,Ltd - - - - - - - - - - · 305 Materials Grou e Weldin Tianjin Golden Brid Co.,Ltd Materials Grou e Weldin 304 · - - - - - - - - - · Tianjin Golden Brid p g g p g g
JQ•MG316LT JQ•MG308LT Conform to GBfT 29713 S308L Conform to GB昀吀 29713 S316L AWS AS.9 ER308L AWSAS.9 ER316L ISO 14343-A-G 19 9 L ISO 14343-A-G 19 12 3 L lnstruction:The main composition of the welding wire is ultra-low lnstruction:The main composition of the welding wire is ultra-low C-18Cr-8Ni, 1 C-18Cr-12Ni-2Mo, and it is stainless steel MIG welding wire and allows and it is the most widely used austenitic stainless steel MIG welding material and all-position welding. It has good impact toughness at -196 ·c, stable arc, beautiful 1 allows all-position welding. It has good impact toughness at -196 ·c, stable arc, appearance and extremely low spatter. It has excellent resistance to corrosion of beautiful appearance and extremely low spatter. Crack resistance is good and acetic acid, sulfurous acid, phosphoric acid and salts. corrosion resistance is excellent. Purpose:lt is widely applied to welding of CNG (compressed natural gas), LNG Purpose:lt is widely applied to welding of CNG (compressed natural gas), LNG (liquefied natural gas) and LPG (liquefied petroleum gas) storage and (liquefied natural gas) and LPG (liquefied petroleum gas) storage and transportation equipment in cryogenic environment, such as 022Cr19Ni10 transportation equipment in cryogenic environment, such as S 304L). (S U 3 Ni C 1 1 6 2 2 o ( . U 9 1 餀저 "嬀开 1 M g_ ꜀开 ꜀开 开 1) _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Chemical composition of welding wire(%) Chemical composition of welding wire (%) Items Mn C Si Cr Ni Mo p s Cu Mn C Si Cr Ni Mo p s Cu Items 18.00 11. 00 2. 00 1. 00 0. 30 19.50 9. 00 � � � � � � � � Guarantee 1. 00- 0. 30- - Guarantee - - - - �0.75 value 2.50 0. 65 value 0.0氀氀 0䀀氀 0. 0㈀㔀 0 氀묀 0.025 0䀀氀 0. 㜀㔀 0. 75 20 . 00 14. 00 3. 00 2. 50 0. 65 22.00 11. 00 Measured Measured 0. 0㈀ 1. 94 0. 45 19. ㌀㐀 12.85 2. 61 0. 툀ff 0. 툀ff 0. 25 0. 021 1. 㘀㠀 ㈀ .㌀㐀 10.50 0. 32 0.010 0. 툀ff 0. 10 0.45 value value + Reference current (DC ) + Reference current (DC ) Diameter( mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 Diameter(mm) 䌀䐀O. 8 䌀䐀 1. 0 䌀䐀 1. 2 welding current(A) 70~150 100~200 140~220 welding current(A) 70~150 100~200 140~220 Precautions: Precautions: ! .Shielding gas: Pay attention to the purity of shielding ! .Shielding gas: Pay attention to the purity of shielding Welding position gas. The ratio of the mixed gas is recommended to be Welding position gas. The ratio of the mixed gas is recommended to be Ar+l-3%O2. Ar+l-3%O2. 2.Gas flow: 20 - 25L/min. 2.Gas flow: 20 - 25L/min. 3.Dryelongation length: 15 - 25mm. 3.Dryelongation length: 15 - 25mm. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. 4.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. at the part to be welded. 5.For outdoor welding, when the wind speed is greater 5.For outdoor welding, when the wind speed is greater than l .5m/s, appropriate windproof measures must be than l .5m/s, appropriate windproof measures must be taken to prevent the generation of pores. taken to prevent the generation of pores. The above suggestions are for reference only, and the specific operation The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation be昀漀re determining the welding scheme. evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - · 7 Tianjin Golden Bridge Welding Materials Group Co.,Ltd 30 - - - - - - - - - - - 30 6
�gw�N尀伀 � � �㨀琀 � � � ✀찀' ∀✀ 0 ~ 䌀䐀 0 昀最 ⴀ夀 䌀䐀 ⸀鴀 甀琀 甀琀漀✀ 漀ⴀ 挀漀3�缀洀��昀케昀케 㨀樀 愀Ⰰ '< 㤀Ⰰ 挀挀 �- 昀脀 伀氀 o· g- o 挀㔀 挀㔀 · g 㨀爀 5 琀ꀀ o . -· 攀渀 挀愀 0 䌀䐀 ⴀⴀ o 䤀攀 䨀贀�尀蠀 琀昀 㸀 Ⰰ䌀䐀 ∀✀ 䌀䐀 O 䤀攀琀萀⠀묀 愀㨀 ⴀⴀ =� · 漀ⴀ 㘀 椀찀 o o s � - 䨀㸀 䌀䐀 愀Ⰰ ⸀鴀 ⸀尀 挀挀 琀琀 愀Ⰰ 琀琀 '< 䌀鐀 � 툀萀 · 䌀䐀 5 䌀䐀 琀ꀀ最⸀ⴀ嬀 0 爀甀� 挀挀- 琀茀 £ 椀찀' ⴀ最 㘀ⴀ � 䌀⤀ 㤀㨀 䌀氀 漀漀· � � 愀⸀ 㬀⸀ ⸀尀 开 挀䔀 o· 焀騀 䌀䐀 ✀焀 글ꀀ, 0 � < 甁␀ 琀萀 琀萀 䌀䐀 ⤀ 㨀匀. ∀✀ 琀 甀琀 � � 爀漀 � 愀ⴀ. 㼀뀀 - � 琀가 � 㨀鴀 · ⼀儀 £ � ? ✀꜀ � 琀茀 ⤀ -• I ⠀䌀 ✀鼀 䌀鐀 · - � · a ⴀ最 ☀氀 � ∀✀ 䌀䐀 琀ꀀ 愀Ⰰ " 琀昀 㨀鼀 攀踀 -· = 焀騀 a � 䨀爀 ✀㰀 㬀ꐀ· 0 3 ⸀鄀 ∀✀ 㘀✀ �� � � 攀踀 䌀䐀 �㨀꤀ - ⼀戀 㘀 愀Ⰰ 0 -· 0 ꌀꌀ ꜀氀 � � _甀琀 琀销. - 挀漀 娀尀 愀⸀ ⼀贀 Ⰰ开 ∀䌀 ⤀ ⼀贀 O � 䈀琀 ⼀儀 s· ⌀ 0 ⼀儀 挀挀 -· 琀茀 㨀甀 ∀✀ -· 䌀䐀 ⸀鄀 攀渀 � -· C ⸀帀 Ⰰ숀 椀琀 䌀䐀 䌀䐀 䌀䐀 ⸀帀 � � - 琀琀 -· 䌀䐀 � 漀爀 漀㨀 -· � 挀㔀 䌀䐀 琀昀 甀琀 挀漀 堀夀 - 椀琀 0 � 琀 Concise table of argon arc welding wires Model Model of welding wire Page Main purpose GB AWS It is suitable for welding of carbon steel, as well as structural steel - ER49-1 JQ•ER49-1 266 of 500MPa grade. JQ•TG50 ER50-6 267 ER70S-6 Weld low-carbon steel and low-alloy steel structures It is applicable to welding of heat resistant steel containing Cr1%- ° ER55-B2 ER80S-B2 268 JQ•TGR30-1 C Mo0.5% with working temperature below 520 of heat resistant steel containin licable to weldi It is a R � � g - JQ•TGR31 269 ER55-B2-MnV Cr1 .2 ⼀,-Mo0.5% and r1 .25%-Mo0.5%-V0.2%, with wor ing ° C temoerature below 550 It is argon arc welding wire applicable to welding of carbon steel ER50-6 JQ•TG50HR ER70S-6 270 for nuclear power engineering and low alloy steel It is applicable to welding of low alloy steel of 600MPa grade used JQ•TG60HR ER90S-G 271 ER60-G in nuclear power engineering Equivalent to Equivalent to It is applicable to welding of heat resistant steel containing Cr1%- JQ•TGR40 272 ° ER90S-B3 ER62-B3 Mo0.5% with workpiece temperature below 520 C - - JQ•TG304 273 It is used for welding of Cr19Ni9 stainless steel structures JQ•TG308 S308 ER308 274 It is used for welding of Cr19Ni9 stainless steel structures It is used for welding of ultra-low-carbon 022Cr19Ni10 stainless 275 JQ•TG308L S308L ER308L steel structures S309 JQ•TG309 ER309 276 It is used for welding of Cr24Ni13 stainless steel structures S309L ER309L JQ•TG309L 277 It is used for welding of ultra-low-carbon 022Cr24Ni13 stainless It is used for welding of Cr26Ni21 stainless steel structures JQ•TG310 S310 ER310 278
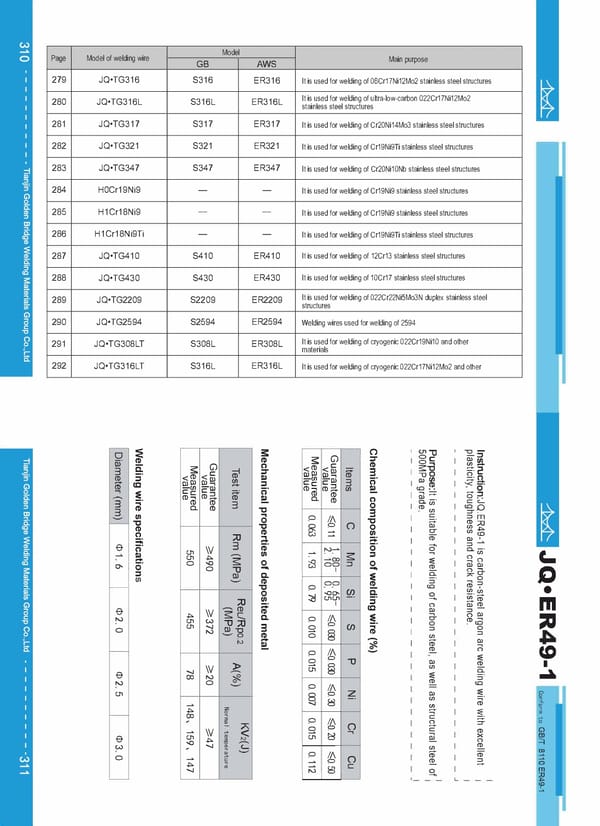
50 ER JQ•TGR30-1 ___ _ 0 11 s M G fo to � - JQ•TG50 �"--,m--=-_- -_� - �- Conform to GBfT 8110 ER55-B2 AWSA5.18 ER?OS-6 AWS A5.28 ERB0S-B2 lnstruction:JQ.TGR30-1 is argon arc welding wire used for heat resistant lnstruction:JQ.TG50 is carbon-steel argon arc welding wire with excellent steel. The weld joint appearance is flat and beautiful. Strict control on the 1 1 plasticity, toughness and crack resistance, especially high low temperature content of impurities such as S and P of the welding wire makes the weld joint I impact toughness. have excellent comprehensive mechanical properties. _____________________________ J _________ Purpose:lt is applicable to welding of heat resistant steel containing 1 1 Purpose:lt is used for manual tungsten argon arc welding as backing welding ° Cr1 %-Mo0.5% with working temperature below 520 C, such as boiler pipelines, 1 and arc welding of pipes at all positions and satisfactory welded joints can be 1 high-pressure vessels and petroleum refining equipment. obtained. It can be used for welding of carbon steel and some low alloy steel. 1 1 Chemical composition of welding wire(%) Chemical composition of welding wire (%) p Ni Cr Mo V Cu p Ni Mo Cr Cu s s Mn Items C Mn Si C Si Items 0.06 1. 40 0.80 0. 07 0.40 0.40 0.40 1. 20 琀甀 琀甀 琀甀 琀甀 Guarantee - - - - - - - Guarantee 琀甀o ㌀㔀 琀甀o 15 琀甀o 15 琀甀o 15 琀甀0 03 琀甀o 愀椀 甀픀.� value value 00㈀㔀 0 0㈀㔀 00㈀㔀 00㈀㔀 0. 15 1. 85 1. 15 0. 12 0. 70 0. 70 0. 65 1. 50 Measured 0. 1.49 0. 㠀㐀 0. 018 0. 018 0. 019 0. 0 0. 搀 0. 7 0.15 2 3 value Mechanical properties of deposited metal Mechanical properties of deposited metal (Ar+1-5% 02-shielded) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° Test item Test item 0 - C (MPa) (MPa) 3 Guarantee Guarantee �19 �490 �27 �550 �470 �420 �22 value value Measured 116 546 467 27 value Welding wire specifications Welding wire specifications 0 5 2 5 2 0 2 2 1 6 6 1 I 1 2 1 2 1 ℀儀3. I 氀氀 3. O 1 ℀儀 1 . 0 . I 氀氀 . . O I 1 儀 I ℀儀 I 氀氀 I Diameter (mm) I Diameter(mm)I . . I 氀氀 ℀儀 1 I . . I 氀氀 ℀儀 氀氀 . . O I Tianjin Golden Bridge Welding Materials Group Co.,Ltd 3 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -3 3 - - - - - - - - - - - 1 1 2
JQ•TG50HR J Q • TG R 31 Conform to GB⼀吀811O ER55-B2-MnV Executive standard: Contract Conform to GB⼀吀 8110 ER5O-6 AWSA5.18 ER?OS-6 lnstruction:JQ.TGR31 is argon arc welding wire used for heat resistant steel. 1 The weld joint appearance is flat and beautiful; Addition of appropriate amount lnstruction:JQ.TG50HR is argon arc welding wire used for carbon steel and 1 of V to the welding wire makes it have better creep resistance and mechanical low alloy steel in the nuclear power engineering. All-position welding is 1 properties. suitable, arc is soft and welding is stable; The weld joint appearance is flat ___________________________ J and beautiful and it has excellent welding performance. Strict control on the P�rpose:lt is applicable to welding of heat resistant steel containing content of impurities such as S and P of the welding wire makes the weld joint : Cr1 .25%-Mo0.5% and Cr1 .25%-Mo0.5%-V0.2%, with working temperature have excellent comprehensive mechanical properties. ° 1 below 550 C, such as boiler pipelines, high-pressure containers and petroleum I refining equipment. -----------------------------� Purpose:lt is used for nuclear power engineering and applicable to welding of carbon steel and low alloy steel of 500MPa grade. Chemical composition of welding wire(%) Chemical composition of welding wire (%) p Ni Mo Cr V Cu s C Mn Si Items p Ni Mo Cu s C Mn Si Items 0. 06 1. 20 0. 60 0. 50 1. 00 0. 20 � � � - - - - - Guarantee �0.㔀 value Measured 00㈀㔀 00㈀㔀 O. 愀氀 0. 10 1. 60 0. 90 0. 70 1. 30 0. 40 0.077 1. 54 0. 88 a.挀洀 0.013 00㈀㔀 0. 010 0. 15 value Measured 0. 0 1. 33 0. 73 0. 椀 0.014 0. 怀 0.55 1. 18 0. 31 0. 11 value Mechanical properties of deposited metal Mechanical properties of deposited metal (730 ·c x 1 h heat treatment) KV2(J) ReLIRpo.2 2 KV2(J) (N/mm ) A(%) ReLIRpo.2 ° Test item Rm (MPa) A(%) Test item -30 C (MPa) O'C (MPa) Measured 558 462 124, 114, 120 30 Guarantee �550 �440 �19 �27 value value Measured 642 548 25 105, 99, 108 value Welding position Precautions: ! .Strictly control the content of impurities in the shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 15-25L/min, which can be adjusted according to the actual situation. 3.Thoroughly clear impurities at the part to be welded, such as oil, rust and water, before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -315 314 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•TG60HR ___ _ JQ•TGR40 开븀__ _ Executive standard: Contract Conform to EN ISO 21952-B G 62A2C1M3 Carbon steel TIG wire Conform to GB昀吀 8110 ER6 0-G Equivalent to GB昀吀 8110 ER62-B3 AWS A5.28 ER90S-G Equivalent to AWSA5.28 ER90S-B3 lnstruction:JQ.TG60HR is argon arc welding wire used for non-copper coated low alloy steel in the nuclear power engineering. All-position welding is lnstruction:JQ.TGR40 is argon arc welding wire used for heat resistant steel. 1 suitable, arc is soft and welding is stable; The weld joint appearance is flat The weld joint appearance is flat and beautiful. Strict control on the content of and beautiful and it has excellent welding performance. impurities such as S and P of the welding wire makes the weld joint have excellent comprehensive mechanical properties. Purpose:lt is used for nuclear power engineering and applicable to welding Purpose:lt is applicable to welding of Cr2.5Mo heat resistant steel with of low alloy steel of 600MPa grade. ° working temperature below 550 C, such as boiler pipelines, hightemperature _____________________________ J high-pressure vessels and petroleum refining equipment. Chemical composition of welding wire (%) Chemical composition of welding wire(%) p Ni Mo Cr Cu s C Mn Si p Ni Mo Cr Cu s C Mn Si Items Items 0.07 0. 30 0. 90 2. 30 0. 75 Measured � � � � 0.074 1. 40 0. 005 0. 009 0. 61 0.47 0.017 0. 008 Guarantee 0. 35 - - - - - value value 0. 0㈀㔀 0. 0㈀㔀 0.20 0.㔀 0. 12 1. 50 0. 90 1. 20 2. 70 Mechanical properties of deposited metal (Ar+1 -5% O2-shielded, heat Mechanical properties of deposited metal treatment temperature: 690±15 ·c x1 h) KV2(J) ReLIRpo.2 Rm (MPa) A(%) ° ReLIRpo.2 Test item Rm (MPa) A(%) -20C Test item (MPa) (MPa) Measured 29 638 138 544 145, 144, Guarantee value �620 �17 �540 value Welding position Precautions: ! .Strictly control the content of impurities in the Welding wire specifications shielding gas to ensure purity of the gas. 2.The gas flow during welding is generally 15-25L/min, Diameter (mm) 6 3 1 2 2 1 1 2 5 I 氀氀 I I I I I 氀氀 I . . . . 氀氀 氀氀 氀氀 氀氀 . . O O O I which can be adjusted according to the actual situation. 3.Thoroughly clear impurities at the part to be welded, such as oil, rust and water, before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 7 - - - - - - - - - - 31 31 - 6
JQ•TG308 JQ•TG304 븀 __ _ Conform to GB昀吀 29713 S308 AWS A5.9 ER308 ISO 14343-B-SS308 lnstruction:The main composition of the welding wire is 18Cr-8Ni, and it_ is lnstruction:The main composition of the welding wire is 18Cr-8Ni, and it_is stainless steel TIG welding wire. The welding is smooth, depth of fusion Is . stainless steel TIG welding wire. The welding is smooth, depth of fusion Is shallow, there is no spatter, the weld be_ad is smooth and_ flat, and single-side . shallow, there is no spatter, the weld bead is smooth and flat, and single-side welding with back formation can be achieved. The deposited metal has good welding with back formation can be achieved. The deposited metal has good crack resistance and excellent corrosion resistance. crack resistance and excellent corrosion resistance. Purpose:lt is applied to welding of food machinery, medical equipment, Purpose:lt is used for welding of 12Cr18Ni9 (SUS 302), 06Cr19Ni10 fertilizer equipment, textile machinery and other components as well as (SUS 304) austenitic stainless steel and similar base metal, and also often containers such as tanks and pipelines, such as SUS304. used for sheet welding. Chemical composition of welding wire (%) Chemical composition of welding wire (%) Ni Mo p s Cr C Mn Si Items Ni Mo p s Cu Items C Mn Si Cr Guarantee 18. 0- 8. 0- - �O 䌀䔀 �2 �1. �0㐀攀 �0㌀怀 1. 00 0. 30 19. 50 9. 00 � � � � � value 20 .0 10.5 Guarantee - - - - value 0.0 0. ㌀0 0.0氀氀 0. 75 0. 75 2. 50 0. 65 22.00 11. 00 Measured 0. 0㔀 1. 㜀㤀 0. 48 19. 㜀㈀ 0. 愀ꐀ 0.022 0. 013 0. 㘀 9.40 value Reference current (AC or DC -) Reference current (AC or DC -) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀2. 5 Diameter(mm) 50~100 100~200 200~300 300~400 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Weiding current(A) Diameter(mm) Weiding current(A) 50~100 100~200 200~300 300~400 Welding position Precautions: Welding position !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min Precautions: when the current is 100-200A, and is 14-lSL/min when ! .Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min the current is 200-300A. when the current is 100-200A, and is 14-lSL/min when 2.Extension length of tungsten electrode: 3 - 5mm; Arc the current is 200-300A. length: 1 - 3mm. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 3.The wind speed is limited to be < 1.0m/s; It is length: 1 - 3mm. recommended to supply argon gas for shielding on the 3 .The wind speed is limited to be < 1.0m/s; It is back side of the weld zone. recommended to supply argon gas for shielding on the 4.Considering the magnitude of energy of the welding line imposes direct back side of the weld zone. e昀昀ect on mechanical properties and crack resistance of the weld metal 4.Considering the magnitude of energy of the welding line imposes direct during welding, it is necessary to pay more attention to it. effect on mechanical properties and crack resistance of the weld metal 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be during welding, it is necessary to pay more attention to it. welded. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be The above suggestions are for reference only, and the speci昀椀c operation welded. shall be subject to the site situation. If necessary, perform process The above suggestions are 昀漀r reference only, and the specific operation evaluation before determining the welding scheme. shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 31 - - - - - - - - - 31 - 8
JQ•TG308L JQ•TG309 Conform to GB昀吀 29713 S309 Conform to GBfT 29713 S308L AWS AS.9 ER309 AWS AS.9 ER308L ISO 14343-A-G 19 9 L ISO 14343-A-G 22 12 H lnstruction:The main composition of the welding wire is ultra-low lns_truction:The main composition of the welding wire is 22Cr-12Ni, and it is 1 C-18C_r-8Ni, which is ultra-low-C stainless steel TIG welding wire. Its deposited stainless steel TIG welding wire. The welding is smooth, the weld bead is 1 metal Is more excellent in intergranular corrosion resistance. The welding is smooth and flat, and the deposited_ metal has good mechanical properties, smooth, the weld bead is smooth and flat, and the crack resistance of crack resistance and ox1dat1on resistance, as well as excellent corrosion deposited metal is good. resistance. Purpose:lt is widely applied to welding of petrochemical engineering, food Purpose:lt is often applied to welding of the same type of stainless steel, machinery, medical equipment, fertilizer equipment, textile machinery, etc., stainless steel lining, dissimilar steel (06Cr19Ni10 and low-carbon steel) such as 022Cr19Ni10 (SUS 304L). and high-Cr steel and high-Mn steel. Chemical composition of welding wire(%) Chemical composition of welding wire(%) Ni Mo p s Cu Ni Mo p s Cu Items Items Mn Mn C Si Cr C Si Cr 1. 00 0. 30 19.50 9.00 1. 00 0. 30 23.00 12. 00 � � � � � � � � � � Guarantee Guarantee - - - - - - - - value value 0. ㌀0 0.㌀怀 0. ㌀0 0.12 0. ㌀0 O.O氀氀 0. 75 0. 75 0. 75 0. 75 2.50 0. 65 22.00 11. 00 2. 50 0. 65 25 .00 14. 00 Measured Measured 0.024 1. 72 0. 48 19. 76 9.83 0. 昀 0. 018 0.010 0. 㘀 0. 06 2.䌀䔀 0. ㌀㐀 23.83 13. 26 0. 23 0.020 0.011 0. 㘀 value value Reference current (AC or DC- ) Reference current (AC or DC - ) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Diameter(mm) Diameter(mm) Weiding current(A) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Weiding current(A) Precautions: Welding position Welding position Precautions: ! .Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2 .Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3 .The wind speed is limited to be < 1.0m/s; It is 3.The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. evaluation before determining the welding scheme. - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd 321 - - - - - - - - - - - - - - - - - 320
JQ•TG309L JQ•TG310 Conform to GBfT 29713 S309L Conform to GB昀吀 29713 S310 AWS AS.9 ER309L AWSAS.9 ER310 ISO 14343-A-G 23 12 L ISO 14343-A-G 25 20 lnstruction:The main composition of the welding wire is ultra-low lnstruction:The main composition of the welding wire is 25Cr-20Ni,which is C-22Cr-12Ni, which is ultra-low-C stainless steel TIG welding wire. Since the completely austenitic structure stainless steel TIG welding wire.The deposited deposited metal is of ultra-low C type, in addition to good crack resistance, it metal has excellent mechanical properties, crack resistance and oxidation has better intergranular corrosion resistance. ____________ resistance, and has excellent heat and corrosion resistance. Purpose:lt is often applied to welding of the same type of stainless steel, clad steel and dissimilar steel structures manufactured by synthetic fiber and petrochemical equipment, as well as surfacing of the transition layer of the Purpose:lt is often applied to welding of stainless steel lining, or welding of inner wall of the nuclear reactor and pressure vessel and welding of dissimilar steel, high-Cr steel and high-Mn steel. components inside the tower. __________ 开䨀 Chemical composition of welding wire (%) Chemical composition of welding wire (%) Ni Mo p s Cu Ni Mo p s Cu Items Mn Mn C Si Cr C Si Cr Items 1. 00 0. 30 23.00 12. 00 0.08 1. 00 0. 30 25.00 20. 00 � � � � � � � � � Guarantee Guarantee - - - - - - - - - value value 0. ㌀0 0. 75 0.㌀怀 0. ㌀0 0. 75 0. 75 0. ㌀0 0.0氀氀 0. 75 2.50 0. 65 25. 00 14.00 0. 15 2. 50 0. 65 28.00 22. 50 Measured Measured 0.026 2.11 0. ㌀㠀 ㈀㌀.㔀㘀 12.31 0. 缀 0. 017 0. 8 0. 0㜀 a.挀洀 1. 65 0. 38 25. 81 20. 34 0. 0㈀ 0.021 0. 015 0. 䤀氀 value value Reference current (AC or DC - ) Reference current (AC or DC - ) Diameter( mm) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Diameter(mm) Weiding current(A) 50~100 100~200 200~300 300~400 Weiding current(A) 50~100 100~200 200~300 300~400 Precautions: Welding position Welding position Precautions: !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be < 1.0m/s; It is 3.The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal e昀昀ect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. nanjin Golden Bridge Welding Materials Group Co.,Ltd nanjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - -3 3 3 - - - - - - - - - - - 2 22
JQ•TG316 JQ•TG316L Conform to GBfT 29713 S316 Conform to GBfT 29713 S316L AWSA5.9 ER316 AWSA5.9 ER316L ISO 14343-B-SS316 ISO 14343-A-G 19 12 3 L lnstruction:The main composition of the welding wire is 18Cr-12Ni-2Mo, and lnstruction:The main composition of the welding wire is ultra-low it is stainless steel TIG welding wire. The weld bead metal performs excellent C-18Cr-12Ni-2Mo, and it is ultra-low-C stainless steel TIG welding wire. in corrosion resistance, heat resistance and crack resistance. Mo content The weld bead metal performs excellent in corrosion resistance, heat makes it have excellent resistance to corrosion of acetic acid, sulfurous acid, resistance and crack resistance. Mo content makes it have good resistance phosphoric acid and salts. to corrosion of acetic acid, sulfurous acid, phosphoric acid and salts. 1 Purpose:lt is often applied to petrochemical and fertilizer equipment, such as 1 welding of 06Cr17 Ni12Mo2 (SUS 316). It can also be used for welding of Purpose:lt is often applied to petrochemical and fertilizer equipment, such as high-Cr steel for which post-weld heat treatment is not required, and welding ofI welding of 022Cr17 Ni12Mo2 (SUS 316L). It can also be used for welding of dissimilar steel. high-Cr steel for which post-weld heat treatment is not required, and welding 1 of dissimilar steel. Chemical composition of welding wire(%) Chemical composition of welding wire(%) Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu Cr Mn Items C Si 1. 00 0. 30 18. 00 11. 00 2. 00 � � � � Guarantee - - - - - 1. 00 0. 30 18.00 11. 00 2. 00 � � � � value Guarantee - - - - - 0.0 0.㌀怀 O.O氀氀 0. 75 2. 50 0. 65 20. 00 14. 00 3. 00 value 0 ㌀怀 0. ㌀0 00㌀ 0 㜀㔀 2. 50 0. 65 20. 00 14. 00 3. 00 Measured 0. 040 1. 71 0. 45 18.㔀㐀 11.㔀 2. 18 0.018 0. 蘀촀 0. value Measured 0. 025 1. 71 0.52 18.54 11. 50 2. 18 0.018 0.08 0. 蘀촀 value Reference current (AC or DC - ) Reference current (AC or DC - ) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀2. 5 䌀䐀3. 2 Diameter( mm) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Diameter( mm) Weiding current(A) Weiding current(A) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Welding position Precautions: Precautions: Welding position !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be < l .0m/s; It is 3.The wind speed is limited to be< l.0m/s; It is recommended to supply argon gas for shielding on the reco1mnended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct e昀昀ect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the speci昀椀c operation The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -325 324 - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•TG321 JQ•TG317 Conform to GBfT 29713 S317 Conform to GBfT 29713 S321 stainless steel TIG weldin wire g AWSAS.9 ER317 AWS AS.9 ER321 ISO 14343-B-SS317 ISO 14343-B-SS321 lnstruction:The main composition of the welding wire is 19Cr-14Ni-3Mo, and 1 lnstruction:The main composition of the welding wire is 18Cr-8Ni-Ti, and it is it is stainless steel TIG welding wire. Due to increase in the content of alloying stainless steel TIG welding wire. Since Ti is added on the basis of SUS308, 1 elements, such as Cr, Ni and Mo, on the basis of SUS 316, the weld bead corrosion resistance can be effectively improved, and intergranular corrosion 1 metal has better corrosion, heat and crack resistance. Moreover, its resistance resistance is particularly improved. 1 to corrosion of acetic acid, sulfurous acid, phosphoric acid and salts also 1 becomes more excellent, especially to pitting of Cl ion. Purpose:lt is often applied to welding of 07Cr19Ni11Ti (SUS 321) and other -----------------------------, austenitic stainless steel with similar composition, such as food machinery, Purpose:lt is often applied to petrochemical and fertilizer equipment, such as 1 medical equipment, pressure vessels, petrochemical engineering and other welding of 06Cr17Ni12Mo2 (SUS 316). 1 occasions. Chemical composition of welding wire (%) Chemical composition of welding wire(%) Ni Mo p s Cu Ni Mo p s Cu Ti Items C Mn Si Cr Items C Mn Si Cr 1. 00 0. 30 18. 50 1. 00 0. 30 18. 50 9. 00 13. 00 3. 00 9XC- � � � � � � � � � Guarantee Guarantee - - - - - - - - - value value 1. 0.0 0. ㌀0 0.0氀氀 0. 㜀㔀 0.0 0. ㌀0 0. ㌀怀 0. 75 0. 75 2. 50 0. 65 20. 50 15. 00 4.00 2. 50 0. 65 20.50 10. 50 Measured Measured 0. 040 1. 㠀㘀 0.45 19.40 14. 20 0.020 0. 7 0. 㤀 0. 028 1. 85 0. 45 18. 92 9. 25 0. 7 0.021 0. 010 0. 12 0. ㌀㐀 3.㔀 value value Reference current (AC or DC -) Reference current (AC or DC - ) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀3. 2 Diameter(mm) Diameter(mm) Weiding current(A) 50~100 100~200 200~300 300~400 Weiding current(A) 50~100 100~200 200~300 300~400 Welding position Welding position Precautions: Precautions: !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3 .The wind speed is limited to be < 1.0m/s; It is 3.The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas 昀漀r shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation be昀漀re determining the welding scheme. evaluation before determining the welding scheme. 7 Co.,Ltd - - - - - - - - - - · Materials Grou e Weldin Co.,Ltd Materials Grou e Weldin Tianjin Golden Brid - Tianjin Golden Brid g p g g g p 32 - - - - - - - - - 32 - 6
H0Cr19Ni9 JQ•TG347 Conform to GB⼀吀 29713 S347 AWSAS.9 ER347 ISO 14343-A-G 19 9 Nb lnstruction:The main composition of the welding wire is 19Cr-11 Ni-Nb, and it lnstruction:The main composition of the welding wire is 19Cr-9Ni, and i_t is is stainless steel TIG welding wire. Since Nb is added on the basis of SUS308, 1 stainless steel TIG welding wire. The welding is smooth, the weld bead Is corrosion resistance can be effectively improved, and intergranular corrosion �m开开9oth and flat, and the crack resistance of deposited metal is excel le�._ 1 resistance is particularly improved. ________________ ⸀䨀 Purpose:lt is often applied to food machinery, medical equipment, pressure Purpose:lt is used for welding of food machinery, medical equipment, fertilizer 1 vessels, petrochemical engineering and other occasions, such as equipment, textile machinery and other components as well as containers such 1 07Cr19Ni11Ti (SUS 321) and 07Cr18Ni11 Nb (SUS 347) and welding of as tanks and pipelines, such as 06Cr19N110 (SUS 304), or welding of 1 austenitic stainless steel with similar composition. austenitic stainless steel with similar base metal. 1 Chemical composition of welding wire (%) Chemical composition of welding wire(%) Ni Mo p s Cu Nb Ni p s Cu Mn C Si Cr Items C Mn Si Cr Items 1. 00 0. 30 19.00 9.00 10XC 1. 00 0. 30 18. 00 8.00 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 - - - - - - - - - Guarantee Guarantee value value 0. 倀渀 0.氀묀 0. ㌀0 0. 㜀㔀 0.06 0. ㌀0 0.0氀氀 0. 75 0. 75 2. 50 0. 65 21. 50 11. 00 1. 00 2. 50 0. 65 20. 00 11. 00 Measured Measured 0. 崀2 1. 81 0.51 ㈀ . 01 10. 10 0. 01 0. 021 0. 栀 0. 12 0. 䔀䠀 0. 0㔀㘀 1. 87 0.55 19. 35 8. 85 0. 024 0. 011 0. 㔀6 value value Reference current (AC or DC -) Reference current (AC or DC - ) 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Diameter(mm) Diameter( mm) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Weiding current(A) Weiding current(A) Precautions: Welding position Precautions: Welding position !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be < 1.0m/s; It is 3.The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, per昀漀rm process shall be subject to the site situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd 9 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 32 - - - - - - - - - - - 32 8
H1Cr18Ni9 H1Cr18Ni9Ti 䰀ⴀ-----------� lnstruction:The main composition of the welding wire is 18Cr-9Ni, and it is lnstruction:The main composition of the welding wire is 18Cr-9Ni-Ti, and it is stainless steel TIG welding wire. The welding is smooth, the weld bead is stainless steel TIG welding wire. Addition of Ti can effectively improve smooth and flat, and the crack resistance of deposited metal is excellent. corrosion resistance, especially resistance to intergranular corrosion. 开䨀 Purpose:lt is often used for food machinery, medical equipment, textile Purpose:lt is widely applied to welding of food machinery, medical equipment, I printing and dyeing machinery, pressure vessels, petrochemical engineering 1 fertilizer equipment, textile machinery and other components such as and other occasions, such as welding of 07Cr19Ni11 Ti (SUS321) and 12Cr18Ni9 (SUS 302), or welding of austenitic stainless steel with similar base 1 austenitic stainless steel with similar composition. me�I. 1 Chemical composition of welding wire(%) Chemical composition of welding wire(%) Ni p s Cu Ni p s Ti Cr Cr Mn Mn C Si C Si Items Items axe 1. 00 18. 00 8. 00 1. 00 0. 30 18. 00 8. 00 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Guarantee - - - - - - - - Guarantee value value 0.12 ow 0.0㈀ 0.12 O.O氀氀 0. 0㈀ 0. ㌀0 2. 50 20. 00 2.50 0. 65 20. 00 1. 00 11. 00 11. 00 Measured Measured 0. 073 1. 72 0.58 19.48 8.5 2 0. 024 0. 011 0.073 0. 㐀6 1. 81 0. 41 19. 47 9. 57 0. 024 0. 55 0.011 value value Reference current (AC or DC -) Reference current (AC or DC -) 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀2. 5 Diameter( mm) 䌀䐀2. 5 Diameter(mm) Weiding current(A) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Weiding current(A) Precautions: Precautions: Welding position Welding position ! .Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.䔀砀tension length of tungsten electrode: 3 - 5mm; Arc 2.䔀砀tension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3 .The wind speed is limited to be < 1.0m/s; It is 3 .The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas 昀漀r shielding on the recommended to supply argon gas 昀漀r shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are 昀漀r reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation be昀漀re determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -331 330 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•TG410 JQ•TG430 Conform to GB⼀吀 29713 S410 Conform to GB⼀吀 29713 S430 AWSAS.9 ER410 AWS AS.9 ER430 ISO 14343-A-G 13 ISO 14343-A-G 17 1 lnstruction:The main composition of the welding wire is 13Cr, and it is lnstructions:The main composition of the welding wire is 17Cr, and it is ferritic 1 martensitic stainless steel TIG welding wire. The welding is smooth, the stainless steel TIG welding wire. The welding is smooth, the appearance is I 1 appearance is beautiful, and the deposited metal has good corrosion resistance beautiful, and the corrosion resistance is good. r Purpose:lt is often applied to welding of wear-resistant and corrosion resistant 1 Purpose:lt is often applied to welding of martensitic stainless steel that is ferritic components, such as devices, guardrails and golf-club heads made of resistant to wear and corrosion, such as 12Cr13(SUS 410). 10Cr17 (SUS 430). Chemical composition of welding wire(%) Chemical composition of welding wire(%) Ni Mo p s Cu Ni Mo p s Cu Cr Cr C Mn Si C Mn Si Items Items 11. 50 15. 50 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 Ⰰ最 - - Guarantee Guarantee 012 value 0.W 0㔀 0.W 0. 75 0.0氀氀 0. ㌀怀 0. 㜀㔀 value 0.10 0.W 0.W 0. 75 0.030 0.030 0. 75 0.50 13.50 17. 00 Measured Measured 0.11 0. 43 0. 45 11. 0. 18 0.㌀㘀 0. 019 0. 椀 0. 35 0. ㌀栀 0.㌀㤀 0. 46 16.40 0.㈀ 0. 53 0.013 0. 018 0.24 value value - Reference current (AC or DC ) Reference current (AC or DC ) - 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀3. 2 䌀䐀2. 5 䌀䐀2. 5 Diameter( mm) Diameter( mm) Weiding current(A) 50~100 100~200 200~300 300~400 Weiding current(A) 50~100 100~200 200~300 300~400 Welding position Precautions: Welding position Precautions: !. Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min ! .Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be < 1.0m/s; It is 3 .The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct e昀昀ect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the speci昀椀c operation The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site situation. If necessary, perform process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. nanjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -333 332 - - - - - - - - - - - nanjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•TG2209 JQ•TG2594 Conform to GB昀吀 29713 S2209 Conform to GB昀吀 29713 S2594 AWS A5.9 ER2209 AWS A5.9 ER2594 ISO 14343-A-G 22 93 NL lnstruction:The welding wire is made of austenitic-ferritic duplex stainless lnstruction:The main composition of the welding wire is 22Cr-9Ni-3Mo-N, steel. Since_ the deposited metal contains about 40% of ferrite, the deposited 1 and it is austenitic-ferritic duplex stainless steel TIG welding wire. Since the metal combines the comprehensive properties of austenitic stainless steel with deposited metal contains about 40% of ferrite, the deposited metal combines 1 the stress corrosion resistance of ferritic stainless steel, the comprehensive properties of austenitic stainless steel with the stress making it an emerging welding material. corrosion resistance of ferritic stainless steel, making it an emerging welding material. Purpose:lt is often applied to_petrochemical engineering, shipbuilding and Purpose:lt is often applied to petrochemical engineering, shipbuilding and other industries, such as welding of 022Cr22Ni5Mo3N (SUS 2205). other industries, such as welding of stainless steel 2594. Chemical composition of welding wire(%) Chemical composition of welding wire (%) Ni Mo p s Cu N Ni Mo p s Cu N Cr Cr C Mn Si C Mn Si Items Items 0.50 21. 50 7. 50 2. 50 0. 08 24. 00 8. 00 2.50 0. 20 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 琀甀 - - - - - - - - - Guarantee Guarantee value 0.0氀氀 0.0氀氀 0. 氀묀 value 0.0氀氀 2㔀 1 0. 氀묀 oo愀椀 1. 㔀 0. 90 0. 㜀㔀 2.00 23. 50 9. 50 3. 50 0. 20 27. 00 10.50 4. 50 0. 30 Measured Measured 0. 022 1. 67 0. 44 22. 昀爀 8. 㜀 0.011 o. 挀洀 0.16 0. 15 0. 021 2. 10 0. 㔀㘀 25.6 9. 㜀㔀 3. 25 0.011 o. 挀洀 0.15 0. 22 3.㈀ value value - Reference current (AC or DC ) Reference current (AC or DC ) - 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀 3. 2 Diameter( mm) Diameter( mm) Weiding current(A) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Weiding current(A) Welding position Precautions: Welding position Precautions: !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be < 1.0m/s; It is 3 .The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the specific operation The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, per昀漀rm process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation be昀漀re determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -335 334 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•TG316LT JQ•TG308LT Conform to GB昀吀 29713 S308L Conform to GB昀吀 29713 S316L AWS A5.9 ER308L AWSA5.9 ER316L ISO 14343-A-G 19 9 L ISO 14343-A-G 19 12 3 L lnstruction:The main composition of the welding wire is ultra-low C-18Cr-12 Ni-2Mo, and it is ultra-low-C stainless steel TIG welding wire. It lnstructions:The main composition of the welding wire is ultra-low C-18Cr-8Ni, ° 1 has good impact toughness at -196 C, and the weld bead metal has excellent which is ultra-low-C stainless steel TIG welding wire. It has good impact 1 corrosion resistance, heat resistance and crack resistance, as well as good toughness at -196 ·c and its deposited metal is excellent in intergranular 1 resistance to corrosion of acetic acid, sulfurous acid, phosphoric acid and salts. corrosion resistance. The welding is smooth, the weld bead is smooth and flat, and the crack resistance of deposited metal is good. ---------------------------- Purpose:lt is widely applied to welding of CNG (compressed natural gas), 1 Purpose:I1 is widely applied to welding of CNG (compressed natural gas), LNG (liquefied natural gas) and LPG (liquefied petroleum gas) storage and 1 LNG (liquefied natural gas) and LPG (liquefied petroleum gas) storage and transportation equipment in cryogenic environment, such as 022Cr17Ni12Mo2 1 transportation equipment in cryogenic environment, such as 022Cr19Ni10 (SUS 316L). (SUS 304L). __________ J Chemical composition of welding wire(%) Chemical composition of welding wire(%) Ni Mo p s Cu Ni Mo p s Cu Cr Cr Mn Mn C Si C Si Items Items 1. 00 0. 30 19.50 9. 00 1. 00 0. 30 18.00 11. 00 2.00 � � � � � � � � � - - - - Guarantee - - - - - Guarantee value value 0.0氀氀 0.025 0. 0㈀ 0㌀怀 0.㈀怀 0. 75 0. 75 0.㈀攀 0. 75 2. 50 0. 65 22.00 11. 00 2. 50 0. 65 20. 00 14.00 3.00 Measured Measured 0.025 0. 025 1. 76 0.㔀 19.㠀㘀 0. 昀 0.015 0. 椀 0. 06 1. 㜀 0. 㔀㐀 18.㔀㔀 11. 52 2.28 0. 015 0. 栀 0. 㠀 9.85 value value - Reference current (AC or DC ) Reference current (AC or DC ) - 䌀䐀 1. 6 䌀䐀2. 0 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀 1. 6 䌀䐀 2. 0 䌀䐀 2. 5 䌀䐀3. 2 Diameter( mm) Diameter( mm) Weiding current(A) Weiding current(A) 50~100 100~200 200~300 300~400 50~100 100~200 200~300 300~400 Welding position Welding position Precautions: Precautions: !.Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min ! .Shielding gas: Adopt pure Ar; Flow: It is 9-14L/min when the current is 100-200A, and is 14-lSL/min when when the current is 100-200A, and is 14-lSL/min when the current is 200-300A. the current is 200-300A. 2.Extension length of tungsten electrode: 3 - 5mm; Arc 2.Extension length of tungsten electrode: 3 - 5mm; Arc length: 1 - 3mm. length: 1 - 3mm. 3.The wind speed is limited to be< 1.0m/s; It is 3 .The wind speed is limited to be < 1.0m/s; It is recommended to supply argon gas for shielding on the recommended to supply argon gas for shielding on the back side of the weld zone. back side of the weld zone. 4.Considering the magnitude of energy of the welding line imposes direct 4.Considering the magnitude of energy of the welding line imposes direct effect on mechanical properties and crack resistance of the weld metal effect on mechanical properties and crack resistance of the weld metal during welding, it is necessary to pay more attention to it. during welding, it is necessary to pay more attention to it. 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be 5.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. welded. The above suggestions are for reference only, and the specific operation The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site situation. If necessary, per昀漀rm process shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. evaluation before determining the welding scheme. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -337 336 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
3.Too small welding current will lead to poor weld joint appearance, undercut, lack of penetration and slag 1nclus1on; Too large current will result in deterioration of physical and chemical properties Submerged arc welding wire description and crack resistance of welded joints, burn-through, rough weld joint appearance and difficult slag removal. Increasing welding current blindly for onesided pursuit of efficiency and extremely lowering down welding specification for pursuit of high performance are extremely unfavorable 4.For welding of low-alloy high-strength steel and low-temperature steel, in order to make the weld I.Application of submerged arc welding joint have good mechanical properties, It is recommended to perform multi-layer multi-pass Along with continuous expansion of the application range of automatic welding equipment and welding according to the recommended specification. improvement of the automatic welding pmcess, the proportion of applying submerged arc welding 5.The tilt direction of the welding wire and the workpiece will affect the shape and depth of fusion, to welding of large components 1s 1ncreas1ng and the demand for submerged arc welding wires is namely, the welding wire tilting forward or upward welding will cause larger depth of fusion; when also increasing In addition, submerged arc welding has been widely applied relying on a series of the welding wire tilts backward (or downward welding), the depth of fusion will be shallow, and the characteristics, such as high welding production efficiency, stable and reliable welding quality and weld width will increase. better labor cond1t1ons for operators. Therefore, lots of important welding structures, such as 6When gas flame is adopted for preheating or removing water on the welding surface, the heating boilers, nuclear power plant containers, pressure vessels, chemical equipment, large and ° temperature must be larger than 100 C and maintained for a while; otherwise, it is easy to adsorb med1um-s1zed spiral pipes, bridges, ships and rolling stock adopt or partially adopt submerged arc mrnsture. welding for welding works. II.Selection of combinations of submerged arc welding wire/flux In order to ensure good weld joint appearance and obtain good metallurgical reaction, it is Concise table of submerged arc welding wires required to reasonably select the correct submerged arc welding wire, which shall be matched with corresponding flux according to materials to be welded, workpiece structure, working �� Page Model Main purpose conditions, environment, status of welding equipment and requirements for performance of the GB AWS welded joint, and then operate in accordance with appropriate welding process and specification. JQ•H08A SU08A For welding of carbon steel and low alloy steel, submerged arc welding wire-flux corresponding to d some 293 ELS 씀言�(i1\8fs1i�qi7r�h1挀爀i:r JQ•H08E SU08E the strength grade of steel is generally selected, and plasticity and toughness requirements are also taken into account; for dissimilar steel welding between low carbon steel and low alloy steel, It is applicable to welding of carbon - 294 JQ•H15A SU13 submerged arc welding wire-flux corresponding to the steel with low strength grade is generally steel and low-alloy steel structures selected; for welding of heat resistant steel, it is required to select the welding wire which is It is applicable to welding of carbon basically consistent with the base metal in terms of composition, especially elements such as Mo 295 JQ•H08MnA SU26 EM12 steel and low-alloy steel structures and Cr, but C content can be lower than that of the base metal; for welding of stainless steel, the welding wire shall be selected based on composition of the base metal to be welded. The selected It is applicable to welding of carbon - 296 JQ•H15Mn SU27 wire shall have alloy system the same and composition similar to (equal to or slightly higher than) steel and low-alloy steel structures the base metal. Because submerged arc welding is performed by a combination of submerged arc It is applicable to welding of carbon welding wire and submerged arc welding flux, difference in flux also determines difference in the 297 JQ•H10Mn2 SU34 EH14 steel and low-alloy steel structures performance of the welded joint Weld important low carbon steel 298 JQ•H10MnSi SU28 EM13K and low alloy steel structures Ill.Precautions for submerged arc welding: 1.ln order to prevent defects such as burn through, lack of penetration, insufficient weld Weld impo爀琀ant low carbon steel JQ•H 1 0MnSiA SU28 EM13K 299 and low alloy steel structures reinforcement and deviation from the weld bead, it is necessary to make full preparation before welding in accordance with the welding specification, thickness of the plate, weld root gap, groove It is applicable to welding of carbon - 300 JQ•H08Mn2SiA SU45 angle, groove and assembly accuracy and pay attention to the influence of upward welding and steel and low-alloy steel structures downward welding on the depth of fusion Weld low-carbon steel and 2.lmpurities such as rust, oil stain and water at the part to be welded of the base metal are causes - high-strength steel with tensile 301 JQ•H 11 Mn2SiA SU31 for defects such as pits, pores and cracks, or affect mechanical properties, so they must be strenqth qrade of 500N/mm' thoroughly removed before welding. Matched with sintered flux 101, it can - 302 JQ•H08MnMoA SUM3 be used for weldin of base metal � with tensile strennt nrade of 55-60MPa Matched with sintered flux 101, it can - JQ•H08Mn2MoA SUM31 be used for welding of base metal with 303 tensile strenath arade of 600-700MPa of large boilers It is used for weldin � - 304 JQ•WEF1 EF1 and essure vesse s made of WB36 � and Y80 base metal. 椀爀ianjin Golden Bridge Welding Materials Group Co.,Ltd
Concise table of submerged arc welding wires �ⴀ─ Model Page Main purpose AWS GB JQ•H0BMnMoTiB Matched with sintered flux SJ101Q, it is mainly used for welding of - - 305 structures which are required to have high toughness and high strength (H0BC) JQ•H0BMnNiTiB Matched with sintered flux SJ101Q, it is mainly used for welding of - - 306 structures which are required to have high toughness and high strength (HOBO) Matched with sintered flux SJ101Q, it is mainly used for welding of - - 307 JQ•H60Q structures which are required to have high toughness and high strength Matched with sintered flux SJ101, it can be used for welding of heat - 308 JQ•H0BCrMoA SU1CM2 ° C resistant steel with working temperature below 520 Matched with sintered flux SJ101, ii can be used for welding of heat - ° 309 JQ•H0BCrMoVA SU1CMV resistant steel with working temperature below 520 C Matched with sintered flux SJ101, it can be used for welding of heat - 310 JQ•H13CrMoA SU1CM3 ° C resistant steel with working temperature below 520 311 JQ•H14Cr1MoR SUC1M3 EB2R It is used for welding of 14CrMo1 R heat resistant steel - JQ•H09MnNiDR ENi3 312 It is used for welding of low temperature steel such as 09MnNiDR Matched with sintered flux SJ101Q, it is mainly used for welding of - - JQ•H0BMnE 313 structures which are required to have high toughness Matched with sintered flux SJ101Q, it is mainly used for welding of - - JQ•H08Mn2E 314 structures which are required to have high toughness Matched with sintered flux SJ101 Q, it is mainly used for welding of - - 315 JQ•H08Mn2R structures which are required to have high toughness Matched with sintered flux SJ101 Q, it is mainly used for welding of - - JQ•CJQ-1 316 structures which are required to have high toughness Matched with sintered flux SJ101NQ, it can be used for welding of - - JQ•TH500-NQ-Ill 317 weathering resistant steel structures with tensile strength grade of 550MPa - - Matched with sintered flux SJ101 NQ, it can be used for welding of JQ•TH550-NQ-Ill 318 weathering resistant steel structures with tensile strength grade of 550MPa Concise table of stainless steel submerged arc welding wires �-% Page Model Main purpose GB AWS 319 JQ•MH308 ER308 S308 It is used for welding of Cr19Ni9 stainless steel structures It is used for weldin of ultra-low-carbon 00Cr19Ni10 320 JQ•MH308L S308L ER308L � stainless steel struc ures S309 ER309 JQ•MH309 321 It is used for welding of Cr24Ni13 stainless steel structures of ultra-low-carbon 00Cr24Ni13 It is used for weldin ER309L 322 S309L JQ•MH309L � stainless steel struc ures 323 JQ•MH310 ER310 S310 It is used for welding of Cr25Ni20 stainless steel structures It is used for welding of 06Cr17Ni12Mo stainless steel JQ•MH316 S316 ER316 324 structures of ultra-low-carbon 00Cr19Ni12Mo2 It is used for weldin JQ•MH316L S316L ER316L 325 � stainless steel st爀甀c ures 326 ER321 JQ•MH321 S321 It is used for welding of Cr19Ni9Ti stainless steel structures 327 JQ•MH347 S347 ER347 It is used for welding of Cr19Ni9Nb stainless steel structures - - JQ•MH0Cr19Ni9 328 It is used for welding of Cr19Ni9 stainless steel structures - - JQ•MH 1Cr18Ni9Ti 329 It is used for welding of Cr19Ni9Ti stainless steel structures 330 JQ•MH410 ER410 S410 It is used for welding of 12Cr13 stainless steel structures 331 JQ•MH430 S430 ER430 It is used for welding of 10Cr17 stainless steel structures It is used for welding of cryogenic 022Cr19Ni10 and other 332 JQ•MH308LT S308L ER308L materials It is used for welding of cryogenic 022Cr17Ni12Mo2 and 333 ER316L JQ•MH316LT S316L other materials e-�rea submerged-arc surfa�ing or electroslag surfacing Lar - - 334 � Stain I ess stee I we Id i ng strip on e inner surface of the container It is a plied to strip surfacing of low carbon steel and part of - - � 335 JQ•HD04A low a loy steel
JQ•HOSA JQ•H15A Q • H 08 E Conform to GBfT 5293 SU08A, SU08E J Conform to GBfT 5293 SU 13 Equivalent to AWS ELS Equivalent to ISO 14171-B-SU11 ISO 14171-B-SU11 lnstructions:The low-manganese low-silicon welding wire is matched with the flux lnstructions:The low-manganese low-silicon welding wire is matched with the of high manganese and silicon content. In addition to excellent bead appearance flux of high manganese and silicon content. In addition to excellent bead and slag removal performance, The rast on the base metal will not a昀昀ect the appearance and slag removal performance, The rast on the base metal will not welding process, so it is the submerged arc welding wire with the largest a昀昀ect the welding process. The power supply for welding can be single or double consumption in China at present. The power supply for welding can be single or pole, AC or DC. double pole, AC or DC. Purpose:Matched with sintered flux 301 and 501, it can be used for high-speed 1 1 Purpose:Matched with sintered flux 301 and 501, it can be used for high-speed welding and filling welding of the base metal with tensile strength grade of 1 welding and filling welding of the base metal with tensile strength grade of 420MPa. 420MPa. ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) p Cr Ni Cu Items s C Mn Si p Cr Ni Cu Mn Model C Si s 0. 11 0. 35 � � � 0. 40 � � - - Guarantee �0㈀ �0㌀ �035 - �0.10 �O氀氀 �0. ㌀ �035 �-㈀ JQ•H08A value OO氀氀 0. ㌀怀 0㌀怀 0. 18 0. 65 OO氀氀 OO氀氀 0. 65 Measured a.挀眀 0.45 0. 012 0. 014 0. 0㈀ 0.017 0. 022 0. 113 value 0. 40 � � - �0.10 �O.氀氀 �0. ㌀ �0.35 �-㈀ JQ•H08E 0.㈀怀 0.㈀怀 Mechanical properties of deposited metal 0. 65 Measured a.挀眀 0.46 0. 025 0. 010 0.011 0.016 0. 017 0.11 KV2(J) value ReLIRpo.2 Rm (MPa) A(%) ° -20 C (MPa) X � 430~600 �20 �27 �330 JQ.SJ301 Mechanical properties of deposited metal KV2(J) ReLIRpo.2 Rm (MPa) A(%) ° -20 C (MPa) X � Welding wire specifications 430~600 �20 �27 �330 JQ.SJ301 Welding wire 儀2_ 5 儀3_ 2 儀5_ 0 儀4_ 0 diameter mm Welding wire specifications Welding wire 儀3_ 2 儀5_ 0 儀2_ 5 儀4_ 0 diameter mm
JQ•H08MnA JQ•H15Mn Cooform to GB昀吀 5293 SU26 Conform to GBfT 5293 SU27 Equivalent to AWS EM12 Equivalent to ISO 14171-B-SU22 ISO 14171-B- SU22 lnstructions:The medium-manganese low-silicon welding wire is matched with lnstructions:The medium-manganese low-silicon welding wire is matched with the flux of medium manganese and silicon content. In addition to excellent bead the flux of medium manganese and silicon content. In addition to excellent bead 1 appearance and slag removal performance.The rast on the base metal will not appearance and slag removal performance, The rast on the base metal will not a昀昀ect the welding process. The power supply for welding can be single or double 1 a昀昀ect the welding process. The power supply for welding can be single or double pole, AC or DC. pole, AC or DC. Purpose:Matched with sintered flux 101, it can be used for high-speed welding Purpose:Matched with sintered flux 101, it can be used for high-speed welding and filling welding of the base metal with tensile strength grade of 420MPa. and filling welding of the base metal with tensile strength grade of 420MPa. ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Items C Si s p Cr Ni Cu p Cr Ni Cu Items s C Mn Si 0. 80 0. 11 0. 80 琀甀 琀甀 琀甀 琀甀 琀甀 - - - Guarantee Guarantee 琀꼀o_ 10 琀꼀o_ 01 琀꼀o_ 20 琀꼀o_ 30 琀꼀o_ 35 琀甀020 琀甀o ㌀ 琀甀o 㔀 value value 0. ㌀0 0 氀묀 0 ㌀0 0. ㌀0 0. 氀묀 1. 10 0. 18 1. 10 Measured 0. 066 0.96 0. 038 0.007 0. 010 0. 027 0. 011 0. 110 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) ° Rm (MPa) A(%) ° -20 C -20 C (MPa) X (MPa) M � � 430~600 �20 �330 �27 JQ.SJ101 430~600 �20 �330 �27 JQ.SJ101 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter mm diameter mm
JQ•H10Mn2 JQ•H10MnSi Conform to GB⼀吀 5293 SU28 Conform to GB⼀吀 5293 SU34 Equivalent to AWS EM13K Equivalent to AWS EH14 ISO 14171-B-SU25 ISO 14171-B-SU33 lnstructions:The medium-manganese low-silicon welding wire is matched with lnstructions:The content of manganese and silicon is moderate, and it is the flux of medium manganese and silicon content. In addition to excellent bead 1 matched with the flux of low manganese and silicon content. In addition to appearance and slag removal performance, The rast on the base metal will not excellent bead appearance and slag removal performance.The rast on the base a昀昀ect the welding process. The power supply for welding can be single or double metal will not a昀昀ect the welding process. The welding e昀昀iciency is high. pole, AC or DC. Purpose:Matched with sintered flux 101, it can be used for high-speed welding 1 Purpose:Matched with sintered flux 101, it can be used for high-speed welding and filling welding of the base metal with tensile strength grade of 420MPa. It is 1 and filling welding of the base metal with tensile strength grade of 500MPa. Its mostly used for welding of boilers, pressure vessels, bridges and ships. _____________________________ I deposited metal has very stable mechanical properties. _____________________________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items Items Mn Mn C Si s p Cr Ni Cu C Si s p Cr Ni Cu 1. 50 0. 80 0. 60 � 琀甀 琀甀 琀甀 琀甀 Guarantee Guarantee - - - �0.12 �O. 20 �O. 30 �O. 35 �0.14 �O. 20 �O. 30 �O. 35 value value 0 ㌀怀 0. ㌀0 O.O氀氀 0 ㌀怀 0. 070 1. 90 1. 10 0. 90 Measured Measured 0. 066 1. 62 0. 011 0. 011 0. 011 0.013 0.007 0. 12 0.089 0. 98 0. 67 0. 023 0.032 0. 015 0.034 0. 11 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) ° Rm (MPa) A(%) ° ° -20 C X (MPa) (MPa) -20C -40 C M � � - 430~600 �20 �330 �27 JQ.SJ101 490~670 �390 �18 �27 JQ.SJ101 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 diameter (mm) diameter mm
JQ•H10MnSiA __ JQ•H08Mn2SiA Conform to GBfT 5293 SU45 Conform to GBfT 5293 SU28 Equivalent to IS014171-B-SU42 Equivalent to AWS EM13K ISO 14171-B- SU25 lnstructions:The medium-manganese low-silicon welding wire is matched with lnstructions:The content of manganese and silicon is moderate, and it is I the flux of medium manganese and silicon content. In addition to excellent bead matched with the flux of low manganese and silicon content. In addition to appearance and slag removal performance, The rast on the base metal will not 1 excellent bead appearance and slag removal perfo_rmance The rast on the base a昀昀ect the welding process. The power supply for welding can be single or double 1 1 metal will not a昀昀ect the welding process. The welding e昀昀1c1ency Is high. pole, AC or DC. Purpose:Matched with sintered flux 101, it can be used for high-speed welding 1 Purpose:Matched with sintered flux 101, it can be used for high-speed welding and filling welding of the base metal with tensile strength grade of 500MPa. Its and filling welding of the base metal with tensile strength grade of 420MPa. It Is deposited metal has very stable mechanical properties. mostly used for welding of boilers, pressure vessels, bridges and ships. -----------------------------� Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items Mn Mn C Si s p Cr Ni Cu C Si s p Cr Ni Cu Items 0. 06 0. 90 0. 45 1. 80 0. 65 � � � � Guarantee - - - - - Guarantee �0. 30 �0. 35 �0. 30 �0. 35 �0. 20 �0.11 �0. 20 value value 0. 030 0.025 0. 030 0. 030 0. 15 1. 40 0. 75 2. 10 0.95 Measured Measured 0.089 1.11 0. 68 0. 023 0. 020 0. 015 0.033 0. 11 0. 066 1. 95 0. 81 0. 012 0. 015 0.026 0.013 0. 13 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) ° Rm (MPa) A(%) ° -20C (MPa) (MPa) X C -20C X O' � � - 490~670 �390 �18 �27 JQ.SJ101 430~600 �20 �27 �330 JQ.SJ101 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm diameter mm
JQ•H11 Mn2SiA Conform to GBfT 5293 SUM3 Conform to GBfT 5293 SU31 Equivalent to ISO 14171-B-SU3M3 lnstructions:The medium-manganese low-silicon welding wire is matched with I the flux of medium manganese and silicon content. In addition to excellent bead lnstructions:Low alloy steel welding wire, matched with sintered flux 101, it can appearance and slag removal performance, The rast on the base metal will not be used for welding of the base metal with tensile strength grade of 550-600MPa. a昀昀ect the welding process. The power supply for welding can be single or double pole, AC or DC. Purpose:Matched with sintered flux JQ•SJ101, it can be used for highspeed Chemical composition of welding wire ( % ) welding and filling welding of the base metal with tensile strength grade of 2 500N/mm . Its deposited metal has very stable mechanical properties. Mn C Si s p Items 1. 20 Guarantee - �O. 25 �0.10 �O. 030 �O. 030 value 1. 60 Chemical composition of welding wire ( % ) Measured 0. 078 1. 34 0. 21 0. 008 0. 011 value C Mn Si s p Ni Cr Mo V Cu Items Ti Cr Ni Mo Cu Items 0. 06 1. 40 0. 80 � � � � � � � Guarantee - - - value 0.025 0.0㈀㔀 0. 15 0. 15 0. 15 0.03 0.50 0. 15 1. 85 1. 15 0. 05 0. 30 Guarantee - - �O. 20 �O. 30 �O. 35 value 0. 15 0. 50 Measured 0. 078 1. 46 0. 88 0. 012 0. 011 0.016 0. 030 0. 003 0. 005 0. 126 value Measured 0. 089 0.064 0. 071 0. 38 0. 16 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° -20 C -20C (MPa) (MPa) X g � � 490~670 550~700 �18 �18 �390 �470 �27 �27 JQ,SJ101 JQ,SJ101 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀2. 5 diameter mm diameter mm
Conform to GB⼀吀 12470 SUM31 AWS A5.23 EF1 Equivalent to ISO 14171-B-SU4M3 1 lnstructions:Low-alloy steel welding wire, matched with sintered flux JQ•SJ121T, lnstructions:Low-alloy steel welding wire, matched with sintered flux SJ102, it it can be used for welding of the base metal with tensile strength grade of 620Mpa,1 can be used for welding of the base metal with tensile strength grade of as well as welding of boiler drums of large power stations, high-pressure vessels 600-700MPa. 1 -----------------------------I and steam pipes made of WB36 and HY80 base metal. Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items Mn C Si s p C Mn Si s p Items 0.06 1. 60 0. 70 Guarantee Guarantee - - - �0. 25 �0. 030 �0. 030 �0.12 �0. 80 �0. 030 �0. 030 value value 0. 11 1. 90 1. 50 Measured Measured 0. 086 1. 62 0. 15 0.005 0. 011 0.070 1. 10 0.40 0. 015 0. 015 value value Items Ti Cr Ni Cu Mo Ni Cr Mo Cu Items 0. 05 0. 50 0. 90 0. 30 Guarantee - - - - Guarantee �0.15 �0. 20 �0. 30 �0. 35 �0. 55 value value 0. 15 0. 70 1. 70 0. 60 Measured Measured 0. 11 0.074 0. 055 0. 19 0. 55 1. 30 0. 07 0. 22 0. 45 value value Mechanical properties of deposited metal Mechanical properties of deposited metal (620 ·c x 4h heat treatment) KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° 40 - C O'C (MPa) (MPa) g � � g 690~830 620~760 �17 �610 �60 �27 �540 �14 JQ,SJ102 JQ,SJ121T Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) diameter mm
ƤƧ开⸀ J Q • H 08 Mn Mo Ti B __ ĻƤ开⸀JQ•H08MnNiTiB __ _ (H08D) (HOSC) I 1 lnstructions:When the special low-sulfur-phosphorus welding wire for pipes is lnstru挀琀ions:When the special low-sulfur-phosphorus welding wire for pipes is matched with corresponding flux for welding, the weld joint appearance is beautifulI matched with corresponding flux for welding, the weld joint appearance is beautifuli and the slag removal property is excellent. The power supply for welding can be and the slag removal property is excellent. The power supply for welding can be 1 1 single or double pole, AC or DC. single or double pole, AC or DC. 1 Purpose:Matched with sintered flux JQ.SJ101 G, it is mainly used for welding of 1 1 Purpose:Matched with sintered flux JQ.SJ101 G, it is mainly used for welding of pipes which are required to have high toughness. It can satisfy high-current 1 1 pipes which are required to have high toughness. It can satisfy high-current high-speed welding. 1 high-speed welding. Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Mn C Si s p Mo Ti B Cu C Si Cr p Ni Ti B Cu Items Items 1. 50 1. 15 0. 30 0.04 0.002 0. 060 1. 20 0. 25 0. 025 0.002 � � � � � � � � - - - - - - - - - - Guarantee Guarantee value value 0.010 0.016 0. ㈀ O. 氀氀 0.0㈀ 0. 10 0. 10 0. 20 1. 70 1. 35 0.40 0. 12 0.006 0. 120 1. 90 0.50 0. 16 0.010 Measured Measured 0.07 1. 64 0. 25 0. 003 0. 006 0. 37 0. 10 0. 005 0. 03 0.06 1. 66 0. 12 0. 05 0. 006 0. 35 0. 10 0.005 0. 03 value value Mechanical properties of deposited metal (one example) Mechanical properties of deposited metal (one example) KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° -20 -40 C C (MPa) (MPa) X X 610 505 28 110 95 108 560 460 120 115 110 30 JQ.SJ101G JQ.SJ101G Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter mm diameter mm
Conform to GB昀吀 12470 SU1CM2 1 lnstructions:JQ.H60Q is submerged arc welding wire of high strength grade. lnstructions:Welding wire for heat resistant steel. Matched with sintered flux 1 WISCO Wire Rod WS03 SJ101, it can be used for welding of heat resistant steel with working temperature ° _____________________________ j below 520 C. _____________________________ J Purpose:This welding wire is matched with sintered flux of SJ101 Q, the tensile strength of its deposited metal is more than 600MPa, and it has high low temperature impact toughness. It is applicable to submerged arc welding of domestic and foreign steel of corresponding grade, such as WISCO WD610 Chemical composition of welding wire ( % ) series steel, A710, WH590, and low-alloy high-strength steel, such as foreign CF-62 and HT60. Mn Items C Si s p _____________________________ J 0.40 0. 15 Guarantee - - �0.10 �0. 030 �0. 030 value 0. 70 0. 35 Chemical composition of welding wire ( % ) Measured 0.062 0. 51 0. 22 0.017 0. 009 value C Mn Si s p Ni Mo Items Cr Mo Ni Cu Items 1. 80 0. 20 0. 20 � � � � Guarantee - - - value 0. 0㜀 0.015 0. o愀䨀 0. 100 2. 10 0. 50 0.50 0. 80 0.40 Guarantee - - �0. 30 �0. 35 value Measured 1. 10 0. 60 0.069 1. 84 0.022 0. 007 0.012 0. 27 0. 27 value Measured 0. 81 0.43 0. 049 0. 21 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° -40 O'C C (MPa) (MPa) X X � � 550~700 �18 �470 �27 �17 �590 �490 JQ.SJ101Q JQ.SJ101 �47 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter (mm) diameter mm
JQ•H13CrMoA JQ•H08CrMoVA Conform to GBfT 124 70 SU 1 CMV Conform to GBfT 12470 SU1CM3 I lnstructions:Welding wire for heat resistant steel. Matched with sintered flux lnstructions:Welding wire for heat resistant steel. Matched with sintered flux 1 : SJ101, it can be used for welding of heat resistant steel with working temperature SJ101, it can be used for welding of heat resistant steel with working temperature 1 ° 1 ° below 520 C. below 520 C. I ----------------------------- Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Mn C Si s p C Si s p Items Items 0.40 0. 15 0. 11 0. 40 0. 15 Guarantee - - - - - Guarantee �0.10 �0. 030 �0. 030 �0. 030 �0. 030 value value 0. 70 0. 35 0. 16 0. 70 0. 35 Items Cr Mo Ni Cu V Cr Mo Ni Cu Items 1. 00 0.50 0. 15 0. 80 0.40 Guarantee Guarantee - - - - - �0. 30 �0. 35 �0. 30 �0. 35 value value 1. 30 0. 70 0. 35 1. 10 0. 60 Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) 0 0 'C 'C (MPa) (MPa) X X � � 550~700 550~700 �18 �18 �470 �27 �470 �27 JQ.SJ101 JQ.SJ101 Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter mm diameter mm
JQ•H14Cr1MoR JQ•H09MnNiDR Conform to GBfT12470 SU1CM2 Conform to AWS AS.23 ENi3 AWS AS.23 EB2R NBfT47018.4 lnstructions:Special welding wire for heat resistant steel. Matched with sintered lnstructions:H09MnNiDR is welding wire for low temperature steel and matched flux JQ•SJ614, it is characterized by low temper brittleness sensitivity, excellent with JQ•SJ616 flux. It has excellent welding process and good low temperature 1 low temperature impact toughness, excellent hightemperature mechanical toughness, and the weld joint is good in formability, spreadability and fusion. It 1 properties and large specification adaptability. It is used for welding of 14CrMo1 R can be used for welding of low-temperature steel such as 09MnNiDR. 1 heat resistant steel. -----------------------------I Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) C Mn Si s p Items C Mn Si s p Cr Mo Items Guarantee �0.12 �1. 60 �0. 80 �0. 015 �0. 025 value 1. 0 0. 45 � � � � � Guarantee - - value Measured 0. 12 1. 20 0. 60 0. 010 0. 010 1. 50 0. 65 0. 058 0. 67 0. 16 0. 004 0.006 value Measured 0.080 0. 81 0. 30 0. 005 0. 008 1. 35 0.55 Ni Cr Mo Cu value Items 2. 80 Guarantee - �0.15 �0. 35 �0.12 value 3. 80 Measured 3. 32 0. 10 0. 069 0.058 value Mechanical properties of deposited metal (620 ·c x 1 h heat treatment) Mechanical properties of deposited metal (620 ·c x 20h heat treatment) KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° -20 -70 C C (MPa) (MPa) X � � g 515~690 �310 �22 �54 480~660 �400 �22 �54 JQ,SJ614 JQ,SJ616 Welding wire specifications Welding wire specifications Welding wire Welding wire 儀3_ 2 儀4_ 0 儀5_ 0 儀3_ 2 儀4_ 0 儀5_ 0 ∀✀ · ∀✀ 2 5 ∀✀ ∀✀ 2 · 5 diameter (mm) diameter mm
JQ•H08Mn2E JQ•H08MnE lnstru挀琀ions:Low-sulfur-phosphorus medium-manganese welding wire. Match lnstru挀琀ions:Low-sulfur-phosphorus high-manganese welding wire. Match with with corresponding flux. The weld joint appearance is beautiful and slag removal corresponding flux. The weld joint appearance is beautiful and slag removal is is quite easy. WISCO Wire Rod WQ -3 quite easy. WISCO Wire Rod WQ-4 I I ----------------------------- ----------------------------- Purpose:Matched with sintered flux SJ101 Q, it is mainly used for welding of Purpose:Matched with sintered flux SJ101Q, it is mainly used for welding of structures which are required to have high toughness. It is the ideal welding structures which are required to have high toughness. It is the ideal welding material for bridges, ships, pressure vessels, engineering machinery and steel material for bridges, ships, pressure vessels, engineering machinery and steel structures in alpine regions. structures in alpine regions. I I ------------------------------ ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Items Mn Mn C Si s p C Si s p Ni Items 0.06 0. 80 0.06 1. 50 � � � � � � � Guarantee - - - - Guarantee value value 0. 070 0. 010 0. 015 0.070 0. 010 0. 015 0. 50 0. 10 1. 10 0. 10 1. 90 Measured Measured 0. 071 1. 00 0. 013 0. 005 0. 009 0. 064 1. 75 0.035 0.006 0. 008 0. 31 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° -20 -40 C C (MPa) (MPa) X � g � 415~550 �22 �34 480~650 �400 �22 �34 �330 JQ.SJ101Q JQ.SJ101Q Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter mm diameter mm
lnstru挀琀ions:Low-sulfur-phosphorus high-manganese welding wire. The welding lnstru挀琀ions:Low-sulfur-phosphorus high-manganese welding wire. Match with wire contains traces of titanium and boron. Match with corresponding flux. The corresponding flux. The weld joint appearance is beautiful and slag removal is weld joint appearance is beautiful and slag removal is quite easy. WISCO Wire Q . _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ u e a.㨀开Y-_W O i o � � � � � �� � � � � 1 Rod WQ-2. I ----------------------------- Purpose:Matched with sintered flux SJ1010, it is mainly used for welding of Purpose:Matched with sintered flux SJ101 Q, it is mainly used for welding of structures which are required to have high toughness. It is the ideal welding structures which are required to have high toughness. It is the ideal welding material for bridges, ships, pressure vessels, engineering machinery and steel material for bridges, ships, pressure vessels, engineering machinery and steel structures in alpine regions. structures in alpine regions. I I ------------------------------ ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Mn Si s p Ni C Si s p Ni Items Items 0.06 1. 50 0. 15 1. 60 0. 25 � � � � � � � Guarantee - - - Guarantee - - value value 0.070 0.006 0.020 0. 11 0. 100 0. 015 0. 020 0. 10 1. 90 0.50 2. 00 0.50 Measured Measured 0.07 1. 60 0.010 0.005 0.007 0. 28 0. 087 1. 70 0.072 0. 005 0. 010 0. 35 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° 40 40 - C - C (MPa) (MPa) X X � � 480~650 �400 �22 �34 480~650 �400 �22 �34 JQ.SJ101Q JQ.SJ101Q Welding wire specifications Welding wire specifications Welding wire Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter mm diameter mm
Conform to TBfT 2374 TH55O-NQ-III Conform to TBfT 237 4 THSOO-NQ-111 Submerged arc Submerged arc welding wire welding wire lnstructions:TH500-NQ-III is copper-coated submerged arc welding wire for lnstructions:TH550-NQ-III is copper-coated submerged arc welding wire for weathering resistant steel of railway vehicles. weathering resistant steel of railway vehicles. I I ----------------------------- ----------------------------- Purpose:Matched with sintered flux SJ101 NQ, it can be used for welding of Purpose:Matched with sintered flux SJ 101 NQ, it can be used for welding of weathering resistant steel structures with tensile strength grade of 500MPa. weathering resistant steel structures with tensile strength grade of 550MPa. I I ------------------------------ ------------------------------ Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) C Mn Si s p Cr Ni Cu C Mn Si s p Cr Ni Cu Items Items 1. 00 0. 30 0. 20 0. 20 1. 00 0. 30 0. 20 0. 20 � � � � � � � � Guarantee Guarantee - - - - - - - - value value 0. 12 0. 35 0. 020 0.025 0. 12 0. 35 0.020 0. 025 1. 60 0. 90 0. 80 0.50 2. 00 0. 90 0.80 0. 50 Measured Measured 0. 065 1. 16 0. 31 0. 008 0.015 0. 42 0. 31 0. 31 0. 065 1. 26 0. 33 0.006 0. 013 0. 41 0. 32 0. 31 value value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2(J) KV2(J) ReLIRpo.2 ReLIRpo.2 Rm (MPa) A(%) Rm (MPa) A(%) ° ° -40 -40 C C (MPa) (MPa) X g � � �500 �22 �60 �550 �22 �60 �400 �450 JQ.SJ101NQ JQ.SJ101NQ Welding wire specifications Welding wire specifications Welding wire Welding wire 氀氀 2. 5 儀3_ 2 儀4_ 0 儀5_ 0 儀3_ 2 儀4_ 0 儀5_ 0 儀2_ 5 diameter (mm) diameter (mm)
JQ•MH308 JQ•MH308L Conform to GB昀吀 17854 S F308 G-S308 Conform to GB昀吀 17854 S F308L G-S308L AWS A5.9 ER308 AWS A5.9 ER308L ISO 14343-B-SS308 ISO 14343-A-G 19 9 L lnstructions:The main composition of the welding wire is 18Cr-8Ni. It is matched 1 lnstructions:The main composition of the welding wire is ultra-low C-18Cr-8Ni. with the alkaline sintered flux exclusive for stainless steel and heat resistant steel 1 It is matched with the alkaline sintered flux exclusive for stainless steel and heat JQ.SJ601. Its deposited metal has good mechanical properties, as well as good resistant steel -JQ.SJ601. Its deposited metal has good mechanical properties, 1 1 ul n r a or os on r e is a e k a n s t c . as well as good intergranular corrosion resistance and crack resistance. Low � t开㨀 � � � � .㨀저 � _r 开㨀 ℀븀 � ! 1 � � � � � � 开㨀 ______ ___ J carbon content brings excellent corrosion resistance. _ J Purpose:lt is widely applied to petrochemical and other industries, such as Purpose:lt is widely applied to petrochemical and other industries, such as 1 welding of 12Cr18Ni9 (SUS 302) and 06Cr19Ni10 (SUS 304). welding of 022Cr18Ni9 (SUS 304L). 1 __ _ _ _ _ _ _ _ _ _ _ __ _ _________ J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn Items C Si Cr Ni p s Mn C Si Cr Ni p s Items 1. 00 19. 50 9. 00 1. 00 19.50 9.00 Guarantee - - - Guarantee - - - �O. 03 �O. 60 �O. 030 �O. 020 �O. 080 �O. 60 �O. 030 �O. 030 value 2. 50 22. 00 11. 00 value 2.50 22.00 11. 00 Measured Measured 0. 027 1. 75 0. 57 20. 27 9. 56 0.023 0. 010 9. 45 0.056 1. 43 0. 30 19. 81 0. 021 0. 006 value .,ⰀⰀ1,,ⰀⰀ Deposited metal (matching flux: JQ.SJ601) chemical composition(%) Deposited metal (matching flux: JQ.SJ601) chemical composition(%) Mn C Si Cr Ni p s Items C Mn Si Cr Ni p s Items 0. 50 18.0 9. 0 0.50 18. 0 9.00 Guarantee - - - Guarantee - - - �O. 04 �1. 00 �O. 040 �O. 030 �O. 08 �1. 00 �O. 040 �O. 030 value value 2. 50 21.0 12. 00 2.50 21.0 11. 00 Measured Measured 0. 031 1. 62 0. 57 19. 69 10. 32 0. 016 0. 009 0.030 1. 23 0.47 19. 20 9.42 0. 025 0. 013 ""l,,o ""I'" Mechanical properties of deposited metal Mechanical properties of deposited metal Experimental Experimental Rm (MPa) A(%) Matching flux Rm (MPa) A(%) Matching flux Items Items Guarantee Guarantee �480 �30 JQ•SJ601 �520 �30 value value Measured Measured 568 35 JQ•SJ601 42 590 JQ•SJ601 value value Reference current (AC or DC ) Reference current (AC or DC ) Welding ire Welding wire 䌀䐀 2. S 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. S 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 爀爀 ) diameter mm diameter (mm) 400~500 450~550 500~600 550~650 Welding current (A) Welding current (A) 400~500 450~550 500~600 550~650 Precautions: Precautions: ! .The temperature between weld beads is recommended !.The temperature between weld beads is recommended Welding position Welding position to be about 150 ° C. For small and mediumsized to be about 150 ° C. For small and mediumsized multi-pass multi-layer welding, pay attention to multi-pass multi-layer welding, pay attention to controlling energy of the welding line. controlling energy of the welding line. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. the part to be welded. 3 .The flux must be baked at 300-350 ° C for 2h before use. 3.The flux must be baked at 300-350 ° C for 2h be昀漀re use. The above suggestions are for reference only, and the The above suggestions are 昀漀r reference only, and the specific operation shall be subject to the site specific operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. situation. If necessary, per昀漀rm process evaluation before determining the welding scheme.
JQ•MH309L JQ•MH309 Conform to GB/T 17854 S F309 G-S309 Conform to GB/T 17854 S F309L G-S309L AWS AS.9 ER309 AWS AS.9 ER309L ISO 14343-A-G 22 12 H ISO 14343-A-G 23 12 L lnstructions:The main composition of the welding wire is 22Cr-12Ni. It is lnstructions:The main composition of the welding wire is ultra-low C-22Cr-12Ni. matched with alkaline sintered flux for stainless steel - JQ.SJ601 and its It is matched with alkaline sintered flux for stainless steel -JQ.SJ601 and its deposited metal has good mechanical properties, crack resistance and 1 deposited metal has good mechanical properties, crack resistance and intergranular corrosion resistance. High alloy content brings good high 1 intergranular corrosion resistance. High alloy content brings good high 1 !e℀蜀perature resistance. _ _ 1 __ _ _ _______________ temperature resistance; Low carbon content brings excellent corrosion resistance. I Purpose:lt Is often used for welding of carbon steel with dissimilar stainless -Purpose:lt is often applied to welding of carbon steel with dissimilar stainless steel materials or welding of martensi_tic and pearlitic stainless steel with poor steel materials, surfacing of the transition metal for inner wall of reaction 1 toughness. It Is applied to petrochemical engineering, thermal power plants and vessels in the petrochemical industry, or welding of martensitic and ferritic us t er n i 9 b_ j c樀开 䨀开r �-- ______________________ J _stainless steel with poor toughness and welding of similar materials. - - - - - Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si Cr Ni Mo p s Cu Items Mn C Si Cr Ni Mo p s Cu Items 1. 00 23.00 12.00 � � � � � � Guarantee - - - 1. 00 23.00 12. 00 value 0. 12 0. 60 0. 75 0.030 0. 030 0. 75 � � � � � � Guarantee - - - 2. 50 25. 00 14.00 value 0. 75 0. 75 0. 030 0. 60 0. 030 0. 020 2. 50 25. 00 14. 00 Measured 0. 051 1. 79 0. 56 23.84 13. 10 0. 20 0.024 0. 012 0. 13 value Measured - - 0. 026 1. 74 0. 58 23.49 12. 9 0.024 0. 008 val11e Deposited metal (matching flux: JQ.SJ601) chemical composition (%) Deposited metal (matching flux: JQ.SJ601) chemical composition(%) Mn C Si Cr Ni p s Items C Mn Si Cr Ni P Items S 0. 50 22.0 12. 00 Guarantee - - - �0.15 �1. 00 �O. 040 �O. 030 Guarantee value 2. 50 25. 0 14. 00 13. 23. 0. 0. 00 0. 1. 021 030 008 47 60 50 0. Measured 0. 55 0. 040 1. 53 23.49 13. 20 0. 019 0.017 ⸀Ⰰ�l,,o M ec h anical prope爀琀ies of deposited metal Mechanical properties of deposited metal Experimental Experimental Matching flux Rm (MPa) A(%) Matching flux Rm (MPa) A(%) Items Items Measured Guarantee - 558 40 JQ•SJ601 �520 �25 value value Measured 36 599 + JQ•SJ601 value Reference current (AC or DC ) + Reference current (AC or DC ) Welding ire 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 r l diameter mm ) Welding ire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 r l ) diameter mm Welding current (A) 400~500 450~550 500~600 550~650 Welding current (A) 400~500 450~550 500~600 550~650 Precautions: ⴀ錀recautIons: Welding position ! .The temperature between weld beads is recommended ! .The temperature between weld beads is recommended Welding position to be about 150" C. For small and mediwnsized to be about 150" C. For small and mediwnsized multi-pass multi-layer welding, pay attention to multi-pass multi-layer welding, pay attention to controlling energy of the welding line. controlling energy of the welding line. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. the part to be welded. 3 .The 昀氀ux must be baked at 300-350" C for 2h before use. 3.The 昀氀ux must be baked at 300-350" C for 2h before use. The above suggestions are for reference only, and the The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site speci昀椀c operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme. situation. If necessary, perform process evaluation before determining the welding scheme.
JQ•MH310 JQ•MH316 Conform to GB昀吀 17854 S F310 G-S310 Conform to GB昀吀 17854 S F316 G-S316 AWSA5.9 ER310 AWSA5.9 ER316 ISO 14343-A-G 25 20 ISO 14343-B-SS316 lnstructions:The main composition of the welding wire is 18Cr-12Ni-2Mo. It is 1 lnstructions:The main composition of the welding wire is 25Cr-20Ni. It is matched matched with alkaline sintered flux for stainless steel -JQ.SJ601 and its deposited 1 1 with alkaline sintered flux for stainless steel and its deposited metal has good metal has good mechanical properties, crack resistance and intergranular mechanical properties, crack resistance and intergranular corrosion resistance. corrosion resistance. High alloy content brings excellent corrosion resistance. High alloy content brings stable resistance to high temperature and it is able to -----------------------------7 keep stable at 1200 Purpose:lt is often applied to petrochemical and fertilizer equipment, such as ·c. _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 1 welding of 06Cr17Ni12Mo2 (SUS 316). I _________ J Purpose:lt is often applied to welding of high temperature resistant products Chemical composition of welding wire ( % ) such as high temperature furnaces and coal coking equipment, surfacing of the composite layer and welding of dissimilar steel. C Mn Si Cr Ni Mo p s Cu Items 1. 00 18.00 11. 00 2. 00 � � � � � Guarantee - - - - Chemical composition of welding wire ( % ) value 0. 080 0. 60 0.030 0. 030 0. 75 2. 50 20. 00 14. 00 3. 00 Measured - 0. 035 1. 77 0. 58 18.96 11. 87 2. 21 0.024 0. 011 ""I,'∀✀ Items C Mn Si Cr Ni Mo p s Cu Deposited metal (matching flux: JQ.SJ601) chemical composition (%) 1. 00 25.00 20. 00 � � � � � � Guarantee - - - value 0. 15 0. 60 0. 75 0. 030 0. 030 0. 75 C Mn Si Cr Ni Mo p s Items 2.50 28.00 22. 00 Measurea - - 0.50 17. 0 11. 00 2.00 0. 092 1. 78 0. 65 26. 26 20. 84 0. 019 0. 018 � � Guarantee - - - - value �0. 08 �1. 00 value 0. 040 0.030 2.50 20. 0 14. 00 3.00 Measured 0. 04 1. 68 0. 57 19. 37 12. 50 2.54 0. 019 0.013 + value Reference current (AC or DC ) Mechanical properties of deposited metal Welding re Experimental t 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀5. 0 Rm (MPa) A(%) Matching flux diameter mm 1) Items Welding current (A) Guarantee 400~500 450~550 500~600 550~650 �520 �25 value Measured 37 593 JQ•SJ601 Precautions: value Welding position !.The temperature between weld beads is recommended + Reference current (AC or DC ) to be about 150 ° C. For small and mediumsized multi-p愀猀s multi-layer welding, pay attention to Welding re t 䌀䐀 2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀5. 0 diameter mm 1) controlling energy of the welding line. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at Welding current (A) 400~500 450~550 500~600 550~650 the part to be welded. 3.The flux must be baked at 300-350 ° C for 2h be昀漀re use. Precautions: The above suggestions are for reference only, and the Welding position !.The temperature between weld beads is recommended speci昀椀c operation shall be subject to the site to be about 150 ° C. For small and mediwnsized situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. multi-pass multi-layer welding, pay attention to controlling energy of the welding line. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. 3.The 昀氀ux must be baked at 300-350 ° C for 2h before use. The above suggestions are for reference only, and the specific operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme.
JQ•MH316L JQ•MH321 Conform to GB昀吀 17854 S F316L G -S316L Conform to GB昀吀 17854 S F321 G-S321 AWSA5.9 ER316L AWS A5.9 ER321 ISO 14343-A-G 19 12 3 L ISO 14343-B-SS321 lnstructions:The main composition of the welding wire is ultra-low C-18Cr-12Ni-2Mo. It is matched with alkaline sintered flux for stainless steel - lnstructions:The main composition of the welding wire is 18Cr-8Ni-Ti. It is JQ.SJ601 and its deposited metal has good mechanical properties, crack resistance and intergranular corrosion resistance. High alloy content and low C matched with alkaline sintered flux for stainless steel and its deposited metal has good mechanical properties, crack resistance and intergranular corrosion . c t io ro co n ll x e i t te o � ___________ � t_ 餀저 � ℀쬀 @S� c℀贀 � � Q9 ℀縀O⸀耀 ㈀쬀r Ā– � ℀耀 � resistance. Addition of Ti can e昀昀ectively improve corrosion resistance, especially Purpose:lt is often applied to important structures of petrochemical and fertilizer resistance to intergranular corrosion. 7 S . S 16 i o 2 2 C f g d s h t w ip s ) 3 L 栀䈀 � - J � � � � � � l � 㨀℀ ! � �� �� _ _______ J Ⰰ开 _ Chemical composition of welding wire ( % ) Purpose:lt is often applied to food machinery, medical equipment, pressure vessels, petrochemical engineering and other occasions, such as welding of Mn C Si Cr Ni Mo p s Cu Items 07Cr19Ni11Ti (SUS 21 . ) 3 1. 00 18.00 11. 00 2. 00 - J � � � � � Guarantee - - - - value 0. 75 0. 030 0. 60 0. 030 0. 020 2. 50 20. 00 14. 00 3. 00 Measured - 1. 75 0. 024 0. 48 18. 68 11. 66 2. 20 0.024 0.014 v㬀愀lo,o Chemical composition of welding wire ( % ) Deposited metal (matching flux: JQ.SJ601) chemical composition (%) Items Mn C Si Cr Ni Mo p s Ti Mn C Si Cr Ni Mo p s Items 1. 00 18.50 9. 00 9XC � � � � � Guarantee - - - - 0.50 17. 00 11. 00 2.00 � � Guarantee - - - - value �O. 040 �1. 00 0. 75 0. 080 0. 60 0. 030 0. 030 2.50 20. 50 10. 50 1. 00 value 0. 040 0.030 2.50 20. 00 16. 00 3.00 Measured - 0. 55 0.046 1. 81 0.43 19.47 9.57 0. 024 0. 011 Measured value 0. 031 1. 69 0. 48 19. 00 11. 31 2.43 0. 013 0. 010 ""I䤀䤀P Mechanical properties of deposited metal Experimental Matching flux Rm (MPa) A(%) + Items Reference current (AC or DC ) Guarantee JQ•SJ601 �480 �30 value Welding wire 䌀䐀 2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) Measured 578 38 JQ•SJ601 value Welding current (A) 400~500 450~550 500~600 550~650 + Reference current (AC or DC ) Welding wire 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 diameter (mm) Welding position Precautions: Welding current (A) 400~500 450~550 500~600 550~650 ! .The temperature between weld beads is recommended to be about 150" C. For small and mediwnsized Precautions: multi-pass multi-layer welding, pay attention to !.The temperature between weld beads is recommended Welding position controlling energy of the welding line. to be about 150" C. For small and mediumsized 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at multi-pass multi-layer welding, pay attention to the part to be welded. controlling energy of the welding line. ° 3.The flux must be baked at 300-350 C for 2h before use. ==⸀贀开贀蠀言됀눀开贀 __开开, 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at The above suggestions are for reference only, and the the part to be welded. specific operation shall be subject to the site 3.The flux must be baked at 300-350" C for 2h be昀漀re use. situation. If necessary, perform process evaluation be昀漀re determining the welding scheme. The above suggestions are for reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme.
JQ•MH0Cr19Ni9 JQ•MH347 Conform to GB昀吀 17854 S F347 G-S347 AWSAS.9 ER347 ISO 14343-A-G 19 9 Nb 1 lnstructions:The main composition of the welding wire is 19Cr-9Ni. It is matched with alkaline sintered flux for stainless steel -JQ.SJ601 and its deposited metal 1 has good mechanical properties, crack resistance and intergranular corrosion lnstructions:The main composition of the welding wire is 19Cr-11 Ni-Nb. It is 1 . nc t r s matched with alkaline sintered flux for stainless steel and its deposited metal has 1 _________________________ � � � � good mechanical properties, crack resistance and intergranular corrosion 1 Purpose:lt is widely applied to welding of food machinery, medical equipment, resistance. Addition of Nb can e昀昀ectively improve corrosion resistance, especially 1 fertilizer equipment, textile machinery and other components as well as resistance to intergranular corrosion. _______________ J containers such as tanks and pipelines, such as 06Cr19Ni10 (SUS 304). 1 ___ Purpose:lt is often applied to food machinery, medical equipment.pressure vessels, petrochemical engineering and other occasions, such as welding of Chemical composition of welding wire ( % ) 07Cr19Ni11Ti (SUS 321) and 07Cr18Ni11 Nb (SUS 347). - J Items C Mn Si Cr Ni p s Cu 1. 00 18.00 8.00 � � � � � Guarantee Chemical composition of welding wire ( % ) - - - value 0. 75 0. 080 0. 60 0. 030 0. 030 2. 50 20. 00 11. 00 Measured - Mn C Si Cr Ni Mo p s Cu Items 0. 051 1. 63 0. 51 18.52 9. 64 0.024 0. 012 value 1. 00 19.00 9. 00 10XC � � � � � Guarantee - - - - Deposited metal (matching flux: JQ.SJ601) chemical composition (%) value 0. 75 0. 080 0. 60 0. 030 0. 020 2.50 21. 50 11. 00 1. 00 Measured Items C Mn Si Cr Ni P S Cu - 0.052 1. 70 0. 52 19. 10 9.52 0. 024 0. 010 0. 60 ""l,,o Measured 0. 05 2 1. 43 0. 54 1 8 . 9 2 9. 83 0. 0 2 0 0. 005 + value Reference current (AC or DC ) Mechanical properties of deposited metal Welding wire Experimental 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 Matching flux Rm (MPa) A(%) diameter (mm) Items Measured Welding current (A) 400~500 450~550 500~600 550~650 JQ•SJ601 578 38 value + Reference current (AC or DC ) Welding re 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 t Precautions: diameter mm 1) Welding position !.The temperature between weld beads is recommended Welding current (A) 400~500 450~550 500~600 550~650 to be about 150 ° C. For small and mediumsized multi-p愀猀s multi-layer welding, pay attention to Precautions: controlling energy of the welding line. Welding position ! .The temperature between weld beads is recommended 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at to be about 150 ° C. For small and mediwnsized the part to be welded. multi-pass multi-layer welding, pay attention to 3.The flux must be baked at 300-350 ° C for 2h be昀漀re use. controlling energy of the welding line. The above suggestions are for reference only, and the 2.Thoroughly clear rust, moisture, oil st愀椀n, dust, etc. at speci昀椀c operation shall be subject to the site the part to be welded. situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. 3.The 昀氀ux must be baked at 300-350 ° C for 2h before use. The above suggestions are 昀漀r reference only, and the speci昀椀c operation shall be subject to the site situation. If necessary, perform process evaluation before determining the welding scheme.
JQ•MH410 JQ•MH1Cr18Ni9Ti --------- Conform to GBfT 17854 S F410 G-S410 AWSAS.9 ER410 ISO 14343-A-G 13 lnstructions:The main composition of the welding wire is 18Cr-9 i-Ti.lt is N lnstructions:The main composition of the welding wire is 13Cr, and it is matched with alkaline sintered flux for stainless steel and its deposited metal has martensitic stainless steel submerged arc welding wire. It is matched with good mechanical properties, crack resistance and intergranular corrosion sintered flux for stainless steel and its deposited metal has good mechanical resistance. Ti content makes it have good corrosion resistance, especially properties, crack resistance and intergranular corrosion resistance. High alloy 1 e n is e n s r I a g nt i content brings good high temperature resistance. _ _ _ _ _ _ _ _ _ _ 㨀 � �� � 䤀㤀 _! � � 餀저 .: J _ 尀阀 _ _ _ _ _____________________________ J Purpose:lt is often applied to food machinery, medical equipment, textile printing I 1 Purpose:lt is often applied to wear-resistant and corrosion-resistant occasions and dyeing machinery, pressure vessels, petrochemical engineering and other I 1 410). such as hydropower stations, such as welding of 12Cr13 ( U S S o h a , s f di e g 1 1 i 1 N ?C开㨀 S S � �S 开㨀U_: � � � � � �7� � _0 2 � � � _________ J l- - - - - - - - - - J Chemical composition of welding wire ( % ) Chemical composition of welding wire ( % ) Mn C Si Cr Ni p s Ti C Mn Si Cr Ni p s Items Items axe 1. 00 18.00 8.00 11. 50 � � � � � � � � � � Guarantee Guarantee - - - - - value value 0. 120 0. 60 0.030 0. 030 0. 12 0. 60 0. 50 0. 60 0. 030 0.030 2. 50 20. 00 11. 00 1. 00 13. 50 Measured 0. 051 1. 84 0.53 19. 15 9.54 0.024 0. 009 0. 58 value + + Reference current (AC or DC ) Reference current (AC or DC ) Welding re Welding re t t 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 1) 1) diameter mm diameter mm 400~500 450~550 500~600 550~650 400~500 450~550 500~600 550~650 Welding current (A) Welding current (A) Precautions: Welding position Precautions: Welding position !.The temperature between weld beads is recommended !.The temperature between weld beads is recommended to be about 150 ° C. For small and mediumsized to be about 150 ° C. For small and mediumsized multi-pass multi-layer welding, pay attention to multi-pass multi-layer welding, pay attention to controlling energy of the welding line. controlling energy of the welding line. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. the part to be welded. 3.The flux must be baked at 300-350 ° C for 2h be昀漀re use. 3.The flux must be baked at 300-350 ° C for 2h be昀漀re use. The above suggestions are 昀漀r reference only, and the The above suggestions are for reference only, and the specific operation shall be subject to the site speci昀椀c operation shall be subject to the site situation. If necessary, per昀漀rm process evaluation before determining the welding scheme. situation. If necessary, perform process evaluation before determining the welding scheme.
JQ•MH308LT JQ•MH430 Conform to GBfT 17854 S F308L G-S308L Conform to GB昀吀 17854 S F430 G-S430 Submerged arc AWS A5.9 ER308L AWS A5.9 ER430 welding wire ISO 14343-A-G 19 9 L ISO 14343-A-G 17 lnstructions:The main composition of the welding wire is ultra-low C-18Cr-8Ni. It is matched with the alkaline sintered flux exclusive for cryogenic stainless lnstructions:The main composition of the welding wire is 17Cr, and it is ferritic steel -JQ•SJ601T. It has good impact toughness at -196_ °C, and its deposited stainless steel submerged arc welding wire. It is matched with sintered flux for metal has good mechanical properties, as well as good _1ntergranular corrosion stainless steel and its deposited metal has good mechanical propertIes crack 1 resistance and crack resistance. Low carbon content brings excellent corrosion resistance and intergranular corrosion resistance. High alloy content brings good �ig m e at e e�is n e resistance. - ________________ _ � � l � � _r � � 㨀开 _____ Pur瀀漀se:lfis wide[y app1Teifto welding of CNG (compressed natural gas), LNG _ _ _____ _ _ _ _ _ � (liquefied natural Qas) and LPG (liquefied petroleum gas) storage and . Purpose:lt is often applied to welding of components at wear-resistant and transportation equipment In cryogenic environment, such as 022Cr19N110 o o io -r si ta t c s n , u 0 1 ( �l � � � � � � � � � � � � � 㨀蘀5 � � � U {S S 304Ll ___________ U � � O . _______ J - - - - - - - - - - - - - - Chemical composition of welding wire ( % ) Mn C Si Cr Ni p s Items Chemical composition of welding wire ( % ) 1. 00 19.50 9.00 Mn Items C Si Cr Ni p s Guarantee - - - �O. 03 �O. 60 �O. 025 �O. 015 value 2.50 22.00 11. 00 15. 50 � � � � � � Guarantee - Measured value 0.026 1. 76 0.55 20. 25 9. 66 0. 015 0. 009 0. 10 0. 60 0. 50 0. 60 0. 030 0. 030 17. 00 value .. Deposited metal (matching flux: JQ.SJ601) chemical compos1t1on (%) Mn C Si Cr Ni p s Items + ) Reference current (AC or DC 0.50 18. 0 9.00 Guarantee - - - �O. 04 �1. 00 �O. 030 �O. 020 value 2.50 21.0 11. 00 Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) Measurea 0.033 1. 65 0.58 19. 79 10. 35 0. 016 0. 009 value Welding current (A) 400~500 450~550 500~600 550~650 Mechanical prope爀琀ies of depos1te d met a I Experimental Matching flux Rm (MPa) A(%) KV2 (J) -196 'C Items Guarantee Precautions: �480 �30 �31 JQ•SJ601T Welding position value !.The temperature between weld beads is recommended Measured to be about 150' C. For small and mediwnsized value 578 33 49 JQ•SJ601T multi-pass multi-layer welding, pay attention to + Reference current (AC or DC ) controlling energy of the welding line. Welding wire 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at 䌀䐀2. 5 䌀䐀3. 2 䌀䐀4. 0 䌀䐀S. 0 diameter (mm) the part to be welded. Welding current (A) 400~500 450~550 500~600 550~650 3.The flux must be baked at 300-350' C for 2h before use. The above suggestions are for reference only, and the Welding position speci昀椀c operation shall be subject to the site Precautions: situation. If necessary, perform process evaluation before determining the welding scheme. !.The temperature between weld beads is recommended to be about 150' C. For small and mediumsized multi-pass multi-layer welding, pay attention to controlling energy of the welding lme. 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at the part to be welded. ⼀⤀ 3.T䨀伀e flux must be baked at 300-350' C for 2h be昀漀re use. F 㘀⼀HF The above suggestions are for reference only, and the � specific o eration shall be subJect to the site p . . . . situation.lf necessary, perform process evalual!on before determmmg the weldmg scheme.
The stainless steel welding strip JQ•MH316LT Conform to GB昀吀 17854 S F316L G -S316L Stainless steel welding strip for surfacing of AWSAS.9 ER316L pressurebearing equipment ISO 14343-A-G 19 12 3 L lnstructions:The main composition of the welding wire is ultra-low . lnstructions:The stainless steel welding strip is matched with the special sintered C-18Cr-12Ni-2Mo. It is matched with the alkaline sintered flux exclusive for flux. The weld bead appearance and the slag removal performance are excellent. cryogenic stainless steel -JQ•SJ601T. It has good impact toughnes_s at -196 °C, Purpose:lt is applied to large-area submerg_ed arc surfacin� or electroslag . and its deposited metal has good mechanical properties, crack resistance and surfacing on the inner surface of hydrogenation reactors, pnmary flow synthesis intergranular corrosion resistance. High alloy content and low C content bring towers and coal liquefaction reactors in the petrochem1ca_l industry and . more excellent corrosion resistance. ________________ thick-walled pressure vessels of nuclear power plants. It Is matched w1_th sintered Purpose:lt is widely applied to w_eldin� of CNG (compressed natural gas), LNG flux JQ.SJ34 or JQ.SJ602. The surfacing layer has small base metal d1lut1on, high 1 (liquefied natural gas) and LPG (l1quef1ed petroleum gas) storage and . deposition rate and excellent performance, namely high quality, high e昀昀iciency and 1 transportation equipment in cryogenic environment, such as 022Cr17N112Mo2 low dilution rate 1 ����------------------------- Welding strip C Si Mn p s Ni Cr Mo Nb Chemical composition of welding wire ( % ) model Items Mn C Si Cr Ni Mo p s Cu 9 18 0 0 05 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 . 㨀甀 - EQ308 5 12 21 1 00 2 0 0 0025 015 0 0 060 0 50 . . . . . 1. 00 18. 00 11. 00 2. 00 Guarantee � � � � � - - - - value 9 18 0 0 05 0.030 0. 60 0. 025 0. 015 0. 75 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 . 㨀甀 2. 50 20. 00 14. 00 3. 00 - EQ308L 5 12 21 1 00 2 0 0 0025 0 0030 015 0 50 . . . . . Measurea - 0.022 1. 78 0.46 18. 78 11. 76 2. 32 0. 020 0. 010 value 9 21 .. 0 0 05 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 㨀甀 . 0 - Deposited metal (matching flux. JQ.SJ601) chemical compos1t1on ( ⼀o) EQ309(A) 5 12 1 00 230 2 0 0 0025 0 0 060 015 50 . . . . Items Mn C Si Cr Ni Mo p s 12 23 0 0 05 ~ ~ ~ . . 㨀甀 㨀甀 㨀甀 㨀甀 㨀甀 - EQ309(B) 5 14 1 00 25 2 0 0 0 060 0025 015 0 0 50 . . . . . 0. 50 17. 00 11. 0 2. 00 Guarantee � � � - - - - �1. 00 value 9 21 0 0 05 0. 040 0.030 0. 020 ~ ~ ~ . 2. 50 20. 00 14. 0 3. 00 㨀甀 㨀甀 㨀甀 㨀甀 㨀甀 . - EQ309L(A) 5 12 1 00 230 2 0 0 0025 0 0030 015 50 . IvIeasurea . . . 0. 028 1. 65 0.42 19. 10 11. 21 2. 44 0.013 0. 010 value 12 23 0 0 05 ~ ~ ~ . . 㨀甀 㨀甀 㨀甀 㨀甀 㨀甀 - EQ309L(B) Mechanical properties of deposited metal 5 14 1 00 25 2 0 0 0030 0025 015 0 0 50 . . . . . Experimental 9 21 2 Rm (MPa) A(%) KV2 (J) -196 'C 0 0 0 05 Matching flux ~ ~ ~ ~ . . 㨀甀 㨀甀 㨀甀 㨀甀 . Items - EQ309LMo 5 14 1 00 3 25 5 2 0 0030 0025 015 0 0 . . . . . Guarantee �480 �30 �31 JQ•SJ601T value 17 11 2 0 0 5 05 . ~ ~ ~ ~ . . 㨀甀 㨀甀 㨀甀 㨀甀 - EQ 316 5 22 1 00 3 15 5 5 2 0 0 060 0025 015 0 Measured . . . . . 578 45 38 JQ•SJ601T value 17 11 2 0 0 5 05 . ~ ~ ~ ~ . . 㨀甀 㨀甀 㨀甀 㨀甀 - Reference current (AC or DC 琀娀) EQ 316L 5 22 1 00 3 15 5 5 2 0 0025 015 0 0030 . . . . . Welding wire 䌀䐀2. 5 䌀䐀 3. 2 䌀䐀4. 0 䌀䐀S. 0 ) 9 18 8XC% 0 0 05 diameter (mm 1 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 . - EQ 347 5 12 1 00 21 0 10 2 0 0 060 0025 0 015 ~ . . . Welding current (A) 400~500 450~550 500~600 550~650 9 18 8XC% 0 0 05 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 . - EQ 347L 5 12 1 00 21 0 10 2 0 0025 0 0030 015 ~ . . . Welding position Precautions: !.The temperature between weld beads is recommended 9 21 8XC% 0 0 05 ~ ~ ~ . 㨀甀 㨀甀 㨀甀 㨀甀 . - to be about 150' C. For small and mediumsized EQ309LNb 5 14 1 00 25 10 2 0 0025 015 0030 0 0 ~ . . . . multi-pass multi-layer welding, pay attention to controllin energy of the welding lme. g 2.Thoroughly clear rust, moisture, oil stain, dust, etc. at Specification:0. 4/0. 5x30/50/60/75/901T吀鴀 the art to be welded. p Package form and weight 3.T氀椀e flux must be baked at 300-350 C for 2h be昀漀re use. The above suggestions are for reference only, and the (1 )Bracketless welding strip reel speci昀椀c o eration shall be subJect to the site p (2)Weight of each reel is 25-35kg . . . . situation.lf necessary, perform process evalual!on before determmmg the weldmg scheme.
JQ•HD04A Instructions on flux used in submerged arc welding lnstructions:Carbon steel welding strip, manufactured through cutting STCC steel strip, is matched with special sintered flux. The weld bead appearance and the slag removal pe爀昀ormance are excellent, and the tensile strength of the I.Flux selection principles deposited metal reaches 500MPa. The flux plays roles of metal protection, metallurgical treatment and _____________________________ I welding performance improvement in the welding process, and the sintered flux can flexibly transit alloy to the weld joint, meet different Purpose:lt is applied to strip su爀昀acing of low carbon steel and part of low alloy performance and composition requirements, and is suitable for steel. It is matched with sintered flux JQ.SJ312 昀漀r welding. It has small base applications where there are high requirements for slag removal metal dilution, high deposition rate and excellent surfacing layer pe爀昀ormance, performance and mechanical properties. namely high quality, high e昀昀iciency and low dilution rate. In general, for the flux with high alkalinity value, the weld joint has less impurities, which is beneficial to alloy transition, in addition, it can satisfy high requirements for mechanical properties, but its requirements for groove surface quality is strict and DCRP shall be adopted. While for the flux with low alkalinity value, though further Measured value of chemical composition of welding strip (%) improvement of the weld joint performance is restricted, it has other advantages, such as low requirements for power supply and moderate Mn Items C Si p s requirements for groove surface quality. Measured When selecting flux, it is required to take into account steel type, 0. 041 0. 015 0. 22 �0. 010 �0. 015 value plate thickness, working conditions, stress state, joint form, welding equipment, welding process and all the required properties and then determine the combination of the welding wire and the flux that meets requirements. Moreover, try to determine the kind and model of the Specification:O. 5*601T吀鴀 flux-welding wire after conducting the supporting test. In general, alkaline flux shall be selected when there are requirements for good Package form and weight (1 )Bracketless welding strip reel plasticity, high impact toughness, good crack resistance, high strength, heat resistance and low temperature use. (2)Weight of each reel is 20-25kg II.Precautions for flux use 1.The flux is generally in bags, which shall be transpo爀琀ed properly to prevent damage to the package; It shall be stored in a dry room to prevent moisture from a昀昀ecting the welding quality. 2.Be昀漀re use, the flux shall be baked according to the parameters specified in the instructions. When baked, the flux is scattered in the disk and the thickness is 50mm at most. 3.Be昀漀re welding, the pa爀琀 to be welded of the base mental shall be cleaned of impurities such as rust, oil stain and water. 4.Be昀漀re the recycled flux is put into use, it shall be cleaned of slag shell, milled powder and other impurities and evenly mixed with new flux. 5.ln case of DC power supply, generally DCRP is adopted, which means the welding wire is connected with the positive pole. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -385
Concise table of commonly used flux Page Model Model Main purpose Flux type II is matched with welding wires such as H08MnA and H10Mn2, for S 43A 2 FB-SU26 Fluorine-alkali ꐀ堀elding of important structural steel, steel 昀漀r pressure vessels and steel 昀漀r JQ•SJ101 336 ty瀀攀 S 49A4 FB-SU34 pi瀀攀lines. Matched with welding wires such as H08MnA and H10Mn2, it can be used S 43A 2 FB-SU26 Fluorine-alkali 昀漀r welding of a variety of low-alloy steel structures and has go漀搀 pr漀挀ess JQ•SJ101A 337 ty瀀攀 S 49A 2 FB-SU34 瀀攀rtormance. Matched with H10Mn2 and o琀栀er welding wires, ii can 戀攀 us攀搀 for horizontal-position welding of various low-alloy structural steel, such as Fluorine-alkali JQ•SJ101H S 49A 2 FB-SU34 338 storage tanks and hulls. The submerged-arc horizontal-瀀漀sition welding ty瀀攀 lechnol漀漀v is aoolied in this orocess. II is matched with welding wires such as H10Mn2 and HOBC, for welding S 49A 4 FB-H08MnNiTiB Fluorine-alkali of oil and gas transmission pi瀀攀lines, es瀀攀cially applicable to welding of JQ•SJ101 G 339 S 55A 2 FB-H08MnMoTiB ty瀀攀 ,55 and ,70 spiral welded pi瀀攀s. Matched with welding wires such as H10Mn2 and H08MnA, ii is specially S 43A 2 FB-SU26 Fluorine-alkali JQ•SJ101C 340 used for welding hull structure and ship fittings, and can also 戀攀 used for S 49A 2 FB-SU34 琀礀瀀攀 other im瀀漀rtant structures. Matched with JQ.TH550-NQ-III welding wire, and ii can 戀攀 used for - Fluorine-alkali welding of atmospheric corrosion resistant steel such as containers and 341 JQ•SJ101NQ ty瀀攀 rolling st漀挀k. II is matched with welding wires such as H08MnE, H08Mn2E, H08Mn2R, Fluorine-alkali CJQ-1 and H60Q, for welding of multiple low-alloy bridge and steel for S 49A 4 FB-H08Mn2E 342 JQ•SJ101 Q ty瀀攀 pressure vessels. llt is applicable to narrow gap welding and backing welding, and has Fluorine-alkali 343 JQ•SJ1010 S 43A 2 FB-SU26 excellent slag removal 瀀攀rtormance. ty瀀攀 II is used for welding of weathering resistant bridge steel structures of Aluminum-alkali Q235q (D, E) FNH, Q㌀㐀5q (D, E) FNH and Q420q (D, E) FNH grades in JQ•SJ101 FNH AWS F7A4-ECG-G 344 type rural atmospheric corrosion environment. II is used for welding of weathering resistant bridge steel structures of Aluminum-alkali Q235q (D, E) NHY, Q㌀㐀5q (D, E) NHY and Q420q (D, E) NHY grades in JQ•SJ101 NHY AWS F7A4-ECG-G 345 ty瀀攀 marine atmospheric corrosion environment. Flux type Page Model Model Main purpose II is matched with welding wires of corresponding m漀搀el such as H10Mn2 Fluorine-alkali 346 JQ•SJ102 S 49A 4 FB-SU34 for welding of low-alloy steel, such as ships and pressure vessels. ty瀀攀 It is matched with welding wires such as H10Mn2 for welding of low-alloy Fluorine-alkali JQ•SJ102Ni S 49A 6 FB-SU34 347 steel, such as ships and pressure vessels. ty瀀攀 It is matched with H08Mn2MoA welding wire for welding of structural Fluorine-alkali S 83A4 FB-SUM31 348 JQ•SJ102GQ steel 昀漀r high-strength hulls and steel for low-tem瀀攀rature pressure type containers. Fluorine-alkali - JQ•SJ105 349 Matched with corresponding welding wire, ii is used for surfacing of rollers. ty瀀攀 Matched with appropriate welding wires (such as H0BMnE, H08Mn2E, Fluorine-alkali - H08Mn2R, CJQ-1 and H60Q), it is used 昀漀r welding of various low-alloy JQ•SJ105Q 350 ty瀀攀 bridge steel. II is used for welding of large boilers and pressure vessels made of WB36 Fluorine-alkali AWS F9A8-EF1-F1 351 JQ•SJ121T and HYBO base metal. ty瀀攀 II is matched with welding wires of corresponding m漀搀el such as H10Mn2 Aluminum-alkali 352 JQ•SJ201 S 49A 4 AB-SU34 for welding of low-alloy steel, such as ships and pressure vessels. ty瀀攀 Matched with welding wires such as H08MnA and H0BA, it can 戀攀 applied S 43A 2 CS-SU08A Silicon-calcium JQ•SJ301 353 to welding of ordinary structural steel, steel for 戀漀ilers and steel 昀漀r type S 43A 2 CS-SU26 pi瀀攀lines. II is matched with welding wires such as HDBA, for welding of low carbon Silicon-manganese steel and some low alloy steel structures, es瀀攀cially suitable for relatively JQ•SJ402 S 49A O MS-SU08A 354 type high-s攀픀d sh攀攀t welding. It is matched with HOBA and H0BMnA welding wires, for welding of low Aluminum-titanium 355 JQ•SJ501 S 43A 0 AR-SU08A carbon steel and some low alloy steel structures, suitable for high speed type welding. It is matched with HOBA, H0BMnA and H08MnMoA welding wires, for Aluminum-silicon welding of low car戀漀n steel and some low alloy steel structures, es瀀攀cially 356 JQ•SJ303GS S 43A 2 AR-SU08A type suitable for high speed sheet welding. Matched with welding wires such as H0Cr21Ni10, ii can be used for Alkali ty瀀攀 JQ•SJ601 S F308G-S308 357 welding of stainless steel and heal resistant steel structures of corresponding m漀搀el.
JQ•SJ101 Conform to GB⼀吀 5293 S 43A 2 FB-SU26 S 49A 4 FB-SU34 Equivalent to AWSAS.17 F6AO-EM12 F?A4-EH14 ISO 14174-SAFB 1 lnstructions:JQ.SJ101 is fluorine-alkali sintered flux with the alkalinity of about 1.8. It is grey round particles, with the particle size of 2.0-0.28mm (10-60 mesh). Arc burning is stable during welding, slag removal is easy, the weld joint appearance is beautiful and its deposited metal has high low temperature impact toughness. It can be used under AC and DC. When DC is selected, the welding 1 wire is connected with the positive pole. ______________ J Purpose:Matched with appropriate welding wires (such as JQ.H08MnA, JQ.H10Mn2, JQ.H08MnMoA and JQ.H08Mn2MoA), it can be applied to welding of various low-alloy structural steel, such as hulls, boiler pressure vessels and pipes. It can be used for multi-layer welding, double-sided singlepass welding, multi-wire 1 ding. g w c e rr b n n g di � 㨀一䔀㨀!. � � � �W樀氀� 䔀㨀9 � 餀저 _㈀戀 � 昀餀 _________ __ _ J Chemical composition of flux ( % ) Al2Q3+MnO CaO+MgO CaF2 s p Items SiO2+TiO2 � � Guarantee - - - - value 0. 050 0. 060 Measured 33. 5 19. 2 24.0 0. 031 0. 025 22.8 value Mechanical properties of deposited metal (according to GB!T 5293) Ⰰ尀 KV2(J) Rm ReLIRpo.2 A(%) ° ° (MPa) (MPa) welding wire -20 -40 C C �� 430~ Guarantee - �20 �330 �27 value 600 M JQ•H08MnA z Measured 开䨀 - 500 385 35.5 128 堀꼀 ∀✀ value 0 z M 490~ Guarantee w - 䨀氀 �18 �390 �27 䤀䐀 value 670 6 嘀倀 ∀㠀 JQ•H10Mn2 开䨀 愀琀 㨀樀 Measured - 堀꼀 535 425 32 132 ⴁἀ 0 value 䰀䰀 M 䰀䰀 550~ Guarantee - 䨀氀 �460 �17 �27 value 740 JQ•H08MnMoA � Measured - 575 495 22 129 value ⴀ鼀 昀ⴀ z 䨀氀 N N 䌀䐀 瀀帀 0 690~ 瀀帀 Guarantee 瀀帀 - 0 �550 �14 �27 M 0 � M 䌀䐀 䌀䐀 挀漀 䌀䐀 value 娀夀 890 䤀䐀 䌀䐀 0 瀀帀 娀夀 娀夀 娀夀 娀夀 娀夀 JQ•H08Mn2MoA 娀夀 娀夀 䨀氀 娀夀 ∀㠀 䨀氀 䨀氀 䨀氀 䨀氀 䨀氀 Measured 䨀氀 䨀氀 䨀氀 - 愀琀 765 635 30 66 a a a a a a value 娀夀 a a a 娀夀 娀夀 娀夀 娀夀 娀夀 娀夀 娀夀 娀夀 Precautions: ∀✀ � 0 堀꼀 䨀氀 M 嬀销 N 䌀䐀 瀀帀 !.The flux must be baked at 300-350' C for 2h be昀漀re use. 嬀销 嬀销 䌀䐀 䌀䐀 䌀䐀 䌀䐀 䌀䐀 䌀䐀 䌀䐀 M M M M M M M M M 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld 3 - - - - - - - - - - - 8 3 88
JQ•SJ101A JQ•SJ101H Conform to GB昀吀 5293 S 43A 2 FB-SU26 Conform to GB昀吀 5293 S 49A 2 FB-SU34 S 49A 2 FB-SU34 Equivalent to AWSA5.17 F?A0-EH14 Equivalent to AWSA5.17 F6A0-EM12 F?A0-EH14 lnstructions:JQ.SJ101A is silicon-calcium sintered flux with the alkalinity of about lnstructions:JQ.SJ101 H is silicon-calcium sintered flux with the alkalinity of 1 1.6. It is grey round particles, with the particle size of 2.0-0.28mm (10-60 mesh). about 1.7 and the particle size of 30-60 mesh. This flux can be used for Arc burning is stable during welding, slag removal is easy, and the weld joint horizontal-position welding. Arc burning is stable during welding, slag removal is 1 1 appearance is beautiful. It can be used under AC and DC. When DC is selected, easy, the weld joint appearance is beautiful, and its deposited metal has high 1 1 the welding wire is connected with the positive pole. strength and low temperature impact toughness. _____________________________ J _____________________________ J Purpose:Matched with suitable welding wires (such as JQ.H10Mn2), it can be Purpose:Matched with suitable welding wires (such as JQ.H08MnA and used for welding of a variety of low-alloy structural steel, such as storage tanks JQ.H10Mn2), it can be used for welding of various low-alloy structural steel, 1 1 and hulls, and the application of submerged-arc horizontalposition welding suitable for large-parameter welding, and can be used for multi-layer welding and 1 1 technology can not only improve production e昀昀iciency, but also save labor costs. double-sided single-pass welding. -----------------------------J _____________________________ J Chemical composition of flux ( % ) Chemical composition of flux ( % ) CaO+MgO Al203+Mn0 CaF2 s p Al2O3+MnO CaF2 s p Si02+Ti02 Items SiO2+TiO2 Items � � � � Guarantee Guarantee - - - - - - - value value 0.050 0.060 0. 050 0. 060 Measured Measured 26. 2 27.5 27.0 18. 8 0.033 0.045 25-35 35-45 25-30 0.033 0.037 value ""I,'" Mechanical properties of deposited metal (according to GB!T 5293) Mechanical properties of deposited metal (according to GB!T 5293) KV2(J) KV2(J) Rm ReLIRpo.2 Rm ReLIRpo.2 � � A(%) A(%) M M ° ° (MPa) (MPa) (MPa) (MPa) welding wire -20C -20C welding wire 490~ 490~ Guarantee Guarantee �18 �18 �390 �390 �27 �27 670 670 value value JQ•H10Mn2 JQ•H10Mn2 Measured Measured 27 27 512 94 92 103 581 491 92 87 100 415 value value Precautions: Precautions: ! .The flux must be baked at 300-350' C for 2h before use. !.The flux must be baked at 300-350' C for 2h be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment shall be 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. removed before welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -391 390 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•SJ101G JQ•SJ101C Cooform to GBfT 5293 S 49A 4 FB-H08MnNi椀B Conform to GBfT 5293 S 49A 2 FB-SU34 GBfT 12470 S 55A2 FB-H08MnMoTiB Equivalent to ISO 14174-SAFB 1 Equivalent to AWSA5.17 F6A4-EM12 ISO 14174-SAFB 1 lnstructions:JQ.SJ 101 G is fluorine-alkali sintered flux exclusive for spiral welded lnstructions:JQ.SJ101 C is fluorine-alkali sintered flux for ships with the alkalinity pipes with the alkalinity of 1.8. It Is grey round particles, with the particle size of of about 1.8. It is gray round particle, with the particle size of 2.0 - 0.28mm 2.0-0.28mm (10-60 mesh). It has excellent welding performance and high welding (10 - 60 mesh). It is characterized by excellent welding performance, su昀昀icient speed. Moreover, arc burning is stable, slag removal is easy and weld joint metallurgical reaction, stable arc burning, easy slag removal, and beautiful weld appearance Is beautiful. Since special process is adopted for manufacturing, the 1 joint appearance. In addition, the deposited metal has high low temperature 1 metallurgical reaction is su昀昀icient during welding, and the deposited metal is pure 1 impact toughness. It can be used under AC and DC, and when DC is selected for and has high low temperature impact toughness. It can be used under AC and DC, 1 1 welding, the welding wire is connected with the positive pole. and when DC Is selected for welding, the welding wire is connected with the _____________________________ J 1 positive pole. _____________________________ J Purpose:Matched with appropriate welding wires (such as JQ.H08MnA and Purpose:Matched with welding wires such as JQ.H08MnMoTiB and H08MnNiTiB JQ.H10Mn2), it can be used for welding of hull structures, as well as welding of it _ can be used for wel_ding of spiral welded pipe joint of oil and gas transport ' 1 1 important structures, such as boilers, pressure vessels and pipes. pipelines. Matched with H08MnMoTiB welding wire, it is especially applicable to _____________________________ J welding of spiral welded pipes of x65 or x70 grade, and the welding speed can I reach above 70m/h. Chemical composition of flux ( % ) _____________________________ J Chemical composition of flux ( % ) CaO+MgO Al2Q3+MnO CaF2 s p Items SiO2+TiO2 CaO+MgO Al2O3+MnO CaF2 s p Items SiO2+TiO2 Guarantee � � - - - - value 0. 050 0. 060 Guarantee � � - - - - value Measured 0. 050 0. 060 32. 5 25. 1 23. 4 0. 026 0. 021 18. 8 value Measured 19. 0 32. 2 24. 1 24. 5 0. 025 0. 028 value Mechanical properties of deposited metal (according to GB/T 5293) Mechanical properties of deposited metal (according to GB/T5293 S KV2(J) 49A 4 FB-H08MnNiTiB) Rm ReL⸀⼀Rpo.2 � A(%) M ° (MPa) (MPa) welding wire -20C KV2(J) Rm ReL⸀⼀Rpo.2 A(%) Items ° ° Guarantee 490~ (MPa) (MPa) �390 �34 �18 -20 C -40 C value 670 JQ•H08MnA Guarantee Measured 490~670 �60 �390 �90 �18 510 126 395 33 value value 490~ Guarantee �390 �34 �18 value 670 JQ•H10Mn2 Precautions: Measured 560 430 32 118 !.The flux must be baked at 300-350' C for 2h before use. value 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. Precautions: ! .The flux must be baked at 300-350' C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - -393 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld 392
JQ•SJ101NQ JQ•SJ101Q Conform to TBfT 237 4 Conform to ISO 14174-SAFB 1 Equivalent to ISO 14174-S AFB 4 lnstructions:JQ.SJ105Q is fluorine-alkali sintered flux with high alkalinity of about 3.2. The flux is round particle, with the particle size of 2.0 - 0.28mm lnstru挀琀ions:JQ.SJ101 NQ is fluorine-alkali sintered flux with the alkalinity of (1 O - 60 mesh). It is characterized by excellent welding performance, stable arc about 2.1. It is gray round particle, with the particle size of 2.0 - 0.28mm . burning, excellent slag removal performance in groove, and beautiful weld Joint (1 O - 60 mesh). It is special sintered flux for high-strength and atmospheric appearance. In addition, the deposited metal has high low te_mperature impact . corrosion resistant steel for railway vehicles with tensile strength grade of toughness. It is applicable to DC welding, and the welding wire Is connected with 1 550-600MPa. Arc burning is stable during welding, slag removal is easy, the weld !he positive pole. _______________ J 挀娀 _ - - - - - joint appearance is beautiful, and its deposited metal has high low temperature 1 Purpose:The flux is special flux for welding of steel used by bridges. Matched impact toughness. It can be used under AC and DC_, _and when DC Is selected for 1 with appropriate welding wires (such as JQ.H08MnE, JQ._H08Mn2E, JQ.H08Mn2R, 1 welding, the welding wire is connected with the posItIve pole. ------------------------ --J JQ.CJQ-1 and H60Q), it can be used for welding of a variety of low-alloy bridge 1 steels and steel for pressure vessels. ------------------------- - J I Purpose:Matched with JQ.TH550-NQ-III welding wire_, it can be us_ed for welding Chemical composition of flux ( % ) 1 of atmospheric corrosion resistant steel such as containers and rolling stock. 1 Al2Q3+MnO CaO+MgO CaF2 s p Items SiO2+TiO2 _____________________________ J � � Guarantee - - - - value 0. 050 0. 060 Measured Chemical composition of flux ( % ) 15. 8 43. 4 18. 5 22 0. 030 0. 030 value CaO+MgO Al2Q3+MnO CaF2 s p Items SiO2+TiO2 Mechanical properties of deposited metal (according to GB/T 5293) � � Guarantee - - - - Rm ReLIRpo.2 value Items A(%) KV2(J) 0. 050 0. 060 Matching (MPa) (MPa) welding wire Measured 17. 6 23. 2 0. 028 0. 027 23. 5 35. 5 value ° 415~ Guarantee �22 �34 (-20 C) �330 value 550 JQ•H08MnE Mechanical properties of deposited metal (according to TB/T2374-2008) ° Measured 470 380 190 (-20 C) 37 value ° 480~ Guarantee KV2(J) Rm ReLIRpo.2 �400 �22 �34 (-40 C) Items value 650 A(%) ° Matching JQ•H08Mn2E (MPa) (MPa) ° Measured -40 C welding wire 174 (-40 C) 560 450 28.5 value Guarantee ° �22 �60 �550 �450 480~ Guarantee value �400 �22 �34 (-40 C) JQ• TH550-NQ-䤀鈀 value 650 JQ•H08Mn2R Measured ° 575 460 29.5 142 Measured value 117 (-40 C) 580 470 32.5 value ° 480~ Guarantee �34 (-40 C) �400 �22 value 650 JQ.CJQ-1 ° Measured Precautions: 138 (-40 C) 600 529 29 value ! .The flux must be baked at 300-350' C for 2h before use. ° Guarantee 2.The rust, oil stain, water and other impurities of the weldment shall be C) �590 �490 �17 �47 (-40 value removed before welding. JQ•H60Q ° Measured 96 (-40 C) 685 580 25.5 value Precautions: ! .The flux must be baked at 300-350' C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -395 394 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•SJ101D JQ•SJ101FNH Conform to GBfT 5293 S 43A 2 FB-SU26 Conform to AWSAS.23 F7A4-ECG-G S 49A 4 FB-SU34 Equivalent to AWSAS.17 F6AO-EM12 F7A4-EH14 ISO17174-SAFB 1 lnstructions:JQ.SJ101 FNH is aluminum-alkali sintered flux with the alkalinity of about 2.5. It is white round particle, with the particle size of 2.0 - 0.28mm (10 - 60 lnstructions:JQ.SJ101 D is fluorine-alkali sintered flux with the alkalinity of about mesh). Arc burning is stable during welding, slag removal is easy, and the weld 1 2.2. It is gray round particle, with the particle size of 2.0 - 0.28mm (10 - 60 mesh). 1 joint appearance is beautiful. When matched with JQ.YJM500FNH submerged-arc Arc burning is stable during welding, slag removal is easy, the weld joint flux-cored welding wires, the deposited metal has excellent resistance to rural appearance is beautiful and its deposited metal has high low temperature impact atmospheric corrosion and meets the requirement of atmospheric corrosion 1 toughness. When DC is selected for welding, the welding wire is connected with 1 resistance index 1>6.5. Meanwhile, it has good impact toughness at low positive 1 the pole. ____________ ____ ______ J temperature of -40 ·c . _____________________ J Purpose:Matched with appropriate welding wires (such as JQ.H08MnA, JQ.H10Mn2, JQ.H08MnMoA and JQ.H08Mn2MoA), it can be applied to welding of Purpose:lt is used for welding of weathering resistant bridge steel structures of 1 various low-alloy structural steel, such as hulls, boiler pressure vessels and pipes. Q235q (D, E) FNH, Q345q (D, E) FNH and Q420q (D, E) FNH grades in rural 1 1 It is especially applicable to narrow gap welding and backing welding, and has atmospheric corrosion environment. 1 _____________________________ e or l g v I e or a c J �U䔀开 � 开㨀 � ✀℀� � � 开錀_ � 저턀 � ____________ ____ J Chemical composition of flux (%) Al2Q3+MnO CaO+MgO CaF2 s p Items SiO2+TiO2 Reference composition and measured value of the flux (%) � � - - - - Guarantee Al2Q3+MnO CaO+MgO CaF2 s p Items SiO2+TiO2 value 0. 050 0. 060 � � - - - - Measured Guarantee 40. 2 15. 2 0. 020 0. 030 19. 3 18. 5 value value 0. 050 0. 060 Measured 19. 1 43. 5 20. 3 22. 0 0. 018 0. 023 Mechanical properties of deposited metal (according to GB/T 5293-1999) value KV2(J) Rm ReLIRpo.2 Mechanical properties of deposited metal (according to GB!T 5293) A(%) ° (MPa) (MPa) e -40 C � KV2(J) Rm ReLIRpo.2 A(%) ° ° Guarantee �500 �400 �22. 0 �27 (MPa) (MPa) e -20 -40 C C value � JQ.y JM500FNH Measured 430~ Guarantee - 562 462 27.0 118 �20 �27 �330 value value 600 JQ•H08MnA Measured - 485 360 33 115 value Precautions: 490~ Guarantee - �27 �390 �18 value !.The flux must be baked at 300-350' C 昀漀r 2h before use. 670 JQ•H10Mn2 Measured 2.The rust, oil stain, water and other impurities of the weldment shall be - 525 425 33 115 value removed be昀漀re welding. Precautions: ! .The flux must be baked at 300-350' C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - -397 396 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d
JQ•SJ101 NHY JQ•SJ102 ⸀贀_______ _ Conform to AWSA5.23 F7A4-ECG-G Conform to GB昀吀 5293 S 49A 4 FB-SU34 S 69A4 FB-SUM31 Equivalent to AWSA5.17 F7A4-EH14 ISO 14174-SAFB 1 lnstructions:JQ.SJ101NHY is aluminum-alkali sintered flux with the alkalinity of lnstructions_:JQ.SJ 102 is_ fluorine-alkali sintered flux with high alkalinity of about about 3.0. It Is white round particle, with the particle size of 2.0 - 0.28mm (1 O - 60 3.5. The flux Is round particle, with the particle size of 2.0 - 0.28mm (10 - 60 mesh). I 1 mesh). Arc burnin_g Is stable during welding, slag removal is easy, and the weld It Is characterized by excellent welding performance, stable arc burning, excellent 1 Joint appearanc_e Is beautiful. When_matched with JQ.YJM500NHY submerged-arc slag_ removal perfor_mance in groove, and beautiful weld joint appearance. In 1 flux-cored welding wires, the deposited metal is excellent in low temperature add1t1on, the deposited metal has high low temperature impact toughness. It is 1 toughness while maintaining strength, has excellent resistance to marine applicable to DC welding, and the welding wire is connected with the positive pole. atmospheric corrosion and meets the requirement of weathering resistant alloy _____________________________ J I index V > 1.6. Purpose:Matched with appropriate welding wires (such as JQ.H08MnA, _____________________________ J JQ.H10Mn2 and JQ.H08MnMoA), it can be used for welding of a variety of 1 Purpose:lt is used for welding of weathering resistant bridge steel structures of low-alloy structural steels, high-strength hull structural steels and pressure vessel 1 Q235q (D, E) NHY, Q345q_(D, E) NHY and Q420q (D, E) NHY grades in marine steels. It can be used for multi-pass welding, double-sided single-pass welding, I 1 atmospheric corrosion environment. mult1-w1re welding and narrow-gap submerged arc welding. _____________________________ J _____________________________ J Chemical composition of flux (%) Items CaO+MgO Al2O3+MnO CaF2 s p SiO2+TiO2 Chemical composition of flux (%) � � Guarantee - - - - CaO+MgO Al203+Mn0 CaF2 s p Items Si02+Ti02 value 0.050 0.060 � � Measured - - - - Guarantee 18.8 22 0.033 0.032 43.5 15. 5 value value 0.035 0.040 Mechanical properties of deposited metal (according to GB/T5293 Measured 17. 1 14. 1 18. 3 0. 018 0.030 46. 5 value GB/T12470-2003) Mechanical properties of deposited metal (according to GB!T 5293-1999) KV2(J) Rm ReLIRpo.2 A(%) ° (MPa) (MPa) e -40 C � KV2(J) Rm ReLIRpo.2 A(%) 490~ Guarantee ° ° �390 �18 �27 (MPa) (MPa) e 20 -40 value - C C 670 � JQ•H10Mn2 Measured Guarantee 550 450 136 30 �490 �400 �22. 0 �60 �60 value value JQ.YJM500NHY 620~ Guarantee Measured �500 �15 �27 567 465 26.0 125 118 value 820 value JQ•H08MnMoA Measured 690 585 22 70 value 690~ Guarantee Precautions: �550 �27 �14 value 890 !.The flux must be baked at 300-350 ° C 昀漀r 2h before use. JQ•H08Mn2MoA Measured 2.The rust, oil stain, water and other impurities of the weldment shall be 790 675 21.5 55 value removed be昀漀re welding. Precautions: !.The flux must be baked at 300-350 ° C for 2h be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - 399 398 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Lld
JQ•SJ102GQ JQ•SJ102Ni Conform to GBfT 5293 S 49A 6 FB-SU34 Conform to GB fT 12470 S 83A4 FB-SUM31 Equivalent to AWSAS.17 F7A8-EH14 Equivalent to ISO 14174-SAFB 1 ISO 14174-SAFB4 lnstructions:JQ.SJ102Ni is fluorine-alkali sintered flux with high alkalinity of lnstructions:JQ.SJ102Ni is fluorine-alkali sintered flux with high alkalinity of about 3.5 . The flux is o昀昀-white round particle, with the particle size of 2.0 -0.28mm about 3.5 . The flux is o昀昀-white round particle, with the particle size of 2.0 -0.28mm 1 1 (10 - 60 mesh). It is characterized by excellent welding performance, stable arc (10 - 60 mesh). It is characterized by excellent welding performance, stable arc 1 burning and beautiful weld joint appearance. In addition, the deposited metal has burning and beautiful weld joint appearance. In addition, the deposited metal has high low temperature impact toughness. It is applicable to DC welding, and the high strength and low _tempera_ture impact tou_ghness. It _is applicable to DC 1 1 welding wire is connected with the positive pole. welding, and the welding wire Is connected with the posItIve pole. J _____________________________ J ______ Purpose:Matched with appropriate welding wires (such as JQ.H10Mn2, Purpose:Matched with appropriate welding wires (such as JQ.H10Mn2, JQ.H08MnMoA and JQ.H08Mn2MoA), it can be used for welding of a variety of JQ.H08MnMoA and JQ.H08Mn2MoA), it can be used for welding of a variety of low-alloy steels, high-strength hull structural steels and pressure vessel steels. I J low-alloy steels, high-strength hull structural steels and pressure vessel steels. I _____________________________ _____________________________ J Chemical composition of flux (%) Chemical composition of flux (%) Items CaO+MgO Al203+Mn0 CaF2 s p Si02+Ti02 CaO+MgO Al2Q3+MnO CaF2 s p Items SiO2+TiO2 � � - - - - Guarantee value 0. 050 0. 060 � � - - - - Guarantee Measured value 0. 050 0. 060 23 0.026 0.029 15 . 3 17. 5 43.8 value Measured 16 .2 43 23 0. 025 0.023 17. 5 value Mechanical properties of deposited metal (according to TB/T 12470-2003) KV2(J) Mechanical properties of deposited metal (according to GB!T 5293) Rm ReLIRpo.2 Items A(%) Matching ° (MPa) (MPa) welding wire -40 C KV2(J) Rm ReLIRpo.2 A(%) ° 830~ Guarantee (MPa) (MPa) e -60 �12 �740 �27 C � value 1030 JQ•H08Mn2MoA 490~ Guarantee Measured �18 �390 �27 15 865 48 750 value 670 value JQ•H10Mn2 Measured 580 480 29 76 value Precautions: 550~ Guarantee JQ•H08MnMoA �460 �27 �17 value !.The flux must be baked at 300-350' C 昀漀r 2h before use. 740 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. Precautions: ! .The flux must be baked at 300-350' C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - -401 - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - 400
JQ•SJ105 JQ•SJ105Q Conform to ISO 14174-SAFB 2 lnstructions:JQ.SJ105Q is fluorine-alkali sintered flux with high alkalinity of about 3.2. The flux is round particle, with the particle size of 2.0 - 0.28mm (10 - 60 mesh). It is characterized by excellent welding performance, stable arc lnstructions:JQ.SJ 105 is fluorine-alkali sintered flux for surfacing with the burning, excellent slag removal performance in groove, and beautiful weld joint alkalinity of about 3.5. The flux is round particle, with the particle size of 1 appearance. In addition, the deposited metal has high low temperature impact 2.0 - 0.28mm (10 - 60 mesh). It is characterized by excellent welding performance, 1 toughness. It is applicable to DC welding, and the welding wire is connected with 1 stable arc burning, easy slag removal, and beautiful surfacing layer appearance. In 1 positive pole. the addition, the deposited metal has excellent crack resistance. When matched with 1 ____ ____ ____________ __ J appropriate wear-resistant submerged-arc welding wire, ideal surface hardness Purpose:The flux is special flux for welding of steel used by bridges. Matched I can be obtained. In case of DC welding, the welding wire is connected with the 1 with appropriate welding wires (such as JQ.H08MnE, JQ.H08Mn2E, JQ.H08Mn2R, 1 negative pole. _____ __________ _____ ___ JQ.CJQ-1 and JQ.H60Q), it can be used for welding of a variety of low-alloy bridge 1 J s s ve re s r r l te d a I t ____ � � �℀℀ � 开㈀ ℀耀 � i �� � ___________ J ✀ⴀ _ Purpose:Matched with appropriate welding wires (such as WM-210 wear-resistant I Reference composition and measured value of the flux(%) 1 flux-cored alloy welding wire), it can be used for surfacing of rollers. Al2Q3+MnO CaO+MgO CaF2 s p SiO2+TiO2 Items � � - - - - Guarantee value 0. 050 0. 060 Measured 16. 0 45. 2 17. 8 22 0. 030 0. 026 Chemical composition of flux (%) value Mechanical properties of deposited metal Al2O3+MnO CaO+MgO CaF2 s p Items SiO2+TiO2 Rm ReLIRpo.2 � � Guarantee A(%) KV2(J) 33~37 18~22 10~20 25~30 value 0. 050 0. 060 (MPa) (MPa) e � ° 415~ Guarantee �34 (-20 C) �22 �330 value 550 JQ•H10MnE ° Measured Precautions: 475 185 (-20 C) 375 37 value !.The 昀氀ux must be baked at 300-350 ° C 昀漀r 2h before use. ° 480~ Guarantee �34 (-40 C) �400 �22 2.The rust, oil stain, water and other impurities of the weldment shall be value 650 JQ•H08Mn2E removed be昀漀re welding. ° Measured 565 460 166 (-40 C) 29 value ° 480~ Guarantee �400 �22 �34 (-40 C) value 650 JQ•H08Mn2R ° Measured 580 470 117 (-40 C) 32.5 value ° 480~ Guarantee �34 (-40 C) �400 �22 value 650 JQ.CJQ-1 ° Measured 122 (-40 C) 565 445 30.5 value ° Guarantee C) �590 �490 �17 �47 (-40 value JQ•H60Q ° Measured 116 (-40 C) 695 550 26 value Precautions: !.The 昀氀ux must be baked at 300-350 ° C 昀漀r 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed be昀漀re welding. 3 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 40 - 40 2
JQ•SJ121T JQ•SJ201 Conform to AWSA5.23 F9A8-EF1-F1 Conform to GBfT 5293 S 49A 4 FB-SU34 Equivalent to AWSA5.17 F7A4-EH14 ISO 14174-SAFB 1 1 lnstructions:JQ•SJ 121T is fluorine-alkali sintered flux with the particle size of 10 - 60 mesh. This flux has stable arc burning during welding, slag removal is easy,' 1 lnstructions:JQ.SJ201 is aluminum-alkali sintered flux. It is dark gray round the weld joint appearance is beautiful, and its deposited metal has high strength : 1 particle with the particle size of 2.0 - 0.28mm (10 - 60 mesh). Adopt DCRP and the and low temperature impact toughness. 1 maximum welding current is 700A. In addition, the arc is stable, the weld joint _____________________________ J 1 appearance is beautiful and the slag removal rate is excellent. The deposited 1 metal has high impact toughness. Purpose:Matched with appropriate welding wires (such as JQ.WEF1 ), it can be _____________________________ J used for welding of boiler drums of large power stations whose base metal is WB Purpose:Matched with welding wires such as JQ.H08MnA, JQ.H10Mn2, 1 36 or HY80, high pressure containers and steam pipes, which not only improves 1 JQ.H08MnMoA and JQ.H08Mn2MoA, it can be used for welding of a variety of low production e昀昀iciency, but also saves labor costs. 1 _____________________________ J alloy steels, especially suitable for welding of thick-plate structures with narrow 1 grooves or narrow gap. _____________________________ J Chemical composition of flux (%) Chemical composition of flux (%) Al2Q3+MnO CaF2 s p Items SiO2+TiO2 Al2Q3+MnO Items CaO+MgO CaF2 s p SiO2+TiO2 � � - - - Guarantee � � Guarantee - - - - value 0.050 0. 060 value 0. 050 0. 060 Measured 28-35 36-45 27-32 0.033 0.037 Measured value 6 42 36 0.033 0. 031 15.5 value Mechanical properties of deposited metal (620 ·c x 4h heat treatment) Mechanical properties of deposited metal (according to GB/T 5293) KV2(J) Rm ReLIRpo.2 KV2(J) Rm ReLIRpo.2 A(%) A(%) (MPa) (MPa) ° e O'C � (MPa) (MPa) e -40 C � 620~ Guarantee �60 �540 �17 490~ Guarantee value 760 JQ,H10Mn2 �18 �390 �27 value JQ,WEF1 670 I Measured 685 580 112, 118, 11� 24 value Precautions: ! .The flux must be baked at 300-350' C for 2h before use. Precautions: 2.The rust, oil stain, water and other impurities of the weldment shall be !.The flux must be baked at 300-350' C for 2h be昀漀re use. removed before welding. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. j j in Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - • 405 吀椀an 404 - - - - - - - - - - - 吀椀anin Golden Bridge Welding Materials Group Co.,䰀氀d
JQ•SJ402 JQ•SJ301 Conform to GB/T 5293 S 43A 2 CS-SUOBA S 43A 2 CS-SU26 Conform to GB⼀吀 5293 S 49A 0 FB-SU0BA Equivalent to AWSA5.17 F6A0-EL8 Equivalent to AWSA5.17 F?AZ-ELB F?A0-EM12 ISO 14174-SAMS 1 ISO 14174-SACS 1 lnstructions:JQ.SJ301 is silicon-calcium sintered flux with the alkalinity of about lnstructions:JQ.SJ402 is silicon-manganese acid sintered flux with the alkalinity 1.0. The flux is black round particle, with the particle size of 2.0 - 0.28mm (10 - of about 0.7. The flux is round particle, with the particle size of 2.0 - 0.28mm 1 60 mesh). It is characterized by excellent welding performance, stable arc burning, (10 - 60 mesh). It is characterized by excellent welding performance, stable arc 1 easy slag removal and beautiful weld joint appearance. The molten slag is short 1 burning,_ easy slag removal and beautiful weld joint appearance. It is not sensitive slag, and for submerged-arc_ welding of the short cambered surface, the slag does 1 1 to ImpuntIes on the weldment, such as rust, oxide film and oil stain during welding. not flow. Therefore, 11 Is particularly suitable for welding of various types of 1 1 It can be used under AC and DC, and when DC is selected for welding, the circumferential welds. It can be used under AC and DC, and when DC is selected 1 I welding wire Is connected with the positive pole. for welding th �el�n w_!re开开!s o㈀耀n t�d it� I� e_o�iv e91� � � � � 1 � ⸀숀 ______ J _____________________________ J Purpose:Matched with appropriate welding wires (such as JQ.H08A,JQ.H08MnA Purpose:Matched with JQ.H08A welding wire, it can used for welding of thin steel and H08MnMoA), it can be used for welding of ordinary structural steel, as well as 1 plates and medium-thickness steel plate structures made of low carbon steel or steel for boilers and pipes. It can be used for multi�pass welding, double-sided 1 I some l_ow alloy steel. It is use_d for welding of me_tal structures such as rolling stock single-pass welding and mult1-w1re welding, especially applicable to welding of 1 1 and mining machinery, especially applicable to high-speed welding of thin plates. pipes of various diameters. _____________________________ J _____________________________ J Chemical composition of flux (%) Chemical composition of flux (%) CaO+MgO Al2O3+MnO CaF2 s p Items SiO2+TiO2 CaO+MgO Al2O3+MnO s p Items SiO2+TiO2 � � - - - - Guarantee � � - - - Guarantee value 0. 050 0. 060 value 0. 050 0. 060 Measured 29. 5 24 28. 5 0. 031 0. 038 17. 7 Measured value 30. 5 10. 5 58. 5 0. 045 0. 023 value Mechanical properties of deposited metal (according to GB!T 5293) Mechanical properties of deposited metal (according to GB!T 5293) KV2(J) Rm ReLIRpo.2 KV2(J) A(%) Rm ReLIRpo.2 ° (MPa) (MPa) e A(%) 0 C ° � (MPa) (MPa) e -20 C � 490~ Guarantee �18 �390 �27 value 430~ 670 Guarantee �20 �330 �27 JQ•H08A value 600 Measured JQ•H08A 520 410 30 73 value Measured 380 86 485 32 value 430~ Guarantee �20 �330 �27 value 600 Precautions: JQ•H08MnA Measured !.The flux must be baked at 300-350 ° C 昀漀r 2h before use. 500 400 120 32 value 2.The rust, oil stain, water and other impurities of the weldment shall be removed be昀漀re welding. Precautions: ! .The flux must be baked at 300-350 ° C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. Tianjin Golden Bridge Welding Materials Group Co.,Lld 7 - - - - - - - - - • Tianjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - 40 - 40 6
JQ•SJ501 JQ•SJ303GS Conform to GBfT 5293 S 43A O AR-SU08A Conform to GBfT 5293 S 43A 2 AR-SU08A Equivalent to AWSA5.17 F6AZ-EL8 Equivalent to AWSA5.17 F6AO-EL8 ISO 14174-SAAR 1 ISO 14174-SAAR 1 lnstructions:JQ.SJ501 is aluminum-titanium acid sintered flux with the alkalinity lnstructions:JQ.SJ303GS is aluminum-silicon acid sintered flux with the alkalinity of about 0.5-0.8. The flux is round particle, with the particle size of 2.0 - 0.28mm of about 1.0. The flux is round particle, with the particle size of 2.0 - 0.28mm (10 - 60 mesh). It is characterized by excellent welding performance, stable arc (10 - 60 mesh). It is characterized by excellent welding performance, stable arc burning, easy slag removal and beautiful weld joint appearance. The flux has burning, easy slag removal and beautiful weld joint appearance. The flux has strong anti-porosity and is not sensitive to small amount of rust and high strong anti-porosity and is not sensitive to small amount of rust and high 1 temperature oxide film. It can be used under AC and DC, and when DC is temperature oxide film. It can be used under AC and DC, and when DC is 1 1 w_:ld r is o n ct_:d i t e o ti e ol.:.. ___ e c d_fo ng t e in selected for welding, the welding wire is connected with the positive pole. The � � � � � � � � � � 开㨀 㨀贀 E : � � � � ℀㨀 � J 1 㨀븀 welding speed can reach up to 2m/min ----------------------------- J Purpose:Matched with appropriate welding wires (such as JQ.H08A, JQ.H08MnA and JQ.H08MnMoA), it can be used for welding of low carbon steel and low alloy Purpose:Matched with appropriate welding wires (such as JQ.H08A,JQ.H08MnA 1 steel structures, such as ships, boilers and pressure vessels; it is especially and JQ.H08MnMoA), it can be used for welding of low carbon steel and low alloy 1 applicable to high-speed welding of thin plates. steel structures, such as ships, boilers and pressure vessels; it is especially 1 applicable to high-speed welding of thin plates. _____________________________ J _____________________________ J Chemical composition of flux (%) Chemical composition of flux (%) Al203+Mn0 CaF2 s p CaF2 Al203+Mn0 s p Si02+Ti02 Si02+Ti02 Items Items � � � � - - - - - - Guarantee Guarantee value 0. 050 0. 060 value 0. 050 0. 060 Measured Measured 30 0. 039 0. 041 59 8. 8 30 0. 022 0. 021 59 8. 8 value value Mechanical properties of deposited metal (according to GB/T 5293) Mechanical properties of deposited metal (according to GB/T 5293) KV2(J) Rm ReLIRpo.2 A(%) KV2(J) ° Rm ReLIRpo.2 (MPa) (MPa) e -2O C A(%) � (MPa) (MPa) e O'C � 430~ Guarantee �20 �27 �330 value 600 430~ Guarantee JQ•HO8A �20 �27 �330 value 600 Measured 450 JQ•HO8A 355 29 100 value Measured 460 375 99 29 value Precautions: Precautions: ! .The flux must be baked at 300-350' C for 2h before use. ! .The flux must be baked at 300-350' C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. removed before welding. 吀椀anjin 9 Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 40 - 40 8
JQ•SJ601 JQ•SJ602 Conform to NB/T 47018-2017 Conform to GB/T 17854 S F308 G-S308 Equivalent to ISO 14174-SAZ 2 lnstructions:JQ.SJ601 is special alkaline sintered flux for stainless steel and heat lnstru_ctions:JQ.SJ602_ is sintered flux for stainless steel welding strip electroslag resistant steel with the alkalinity of about 1.8. The flux is light green round particle, 1 surfacing: wrth the alkalrnrty of about 4.5 . The flux is white round particle with the 1 wrth the partrcl_e srze of 2.0 -0.28mm (10 -60 mesh).lt is characterized by 1 particle srze of 20 -80 mesh. It has such advantages_as excellent welding 1 excellent welding performance: easy slag removal and beautiful weld joint 1 performance, easy slag removal and beautiful weld Joint appearance. In addition 1 appearance. Whe_n matched wrth correspo_nding welding wire, the deposited metal 1 the deposited metal is characterized by low dilution rate, good corrosion resista�ce has the characterrstrcs of not rncreasrng Sr and C, and low Cr and Ni burning loss. 1 and good we_ar resrstan_c_e. Adopt DC power supply and the welding strip is 1 It can be used under AC and DC, and when DC rs selected for welding the welding I ' connected wrth the posrtrve pole during welding. 1 wire is connected with the positive pole. - J _____________________________ J Purpose:Matched with stainless steel welding strip, it is used for Purpose:Matched with welding wires such as JQ.MH308, JQ.MH308L and corrosion-resistant and wear-resistant surfacing, as well as welding of nuclear JQ._MH316L, it can be used for welding of important structures made of island reactors, hydrogenation reactors, pressure vessels, urea synthesis towers stainless steel and high-alloy heat resistant steel. I 1 and other important structures. - J _____________________________ J Reference composition of flux (%) Precautions: CaO+MgO Al203+Mn0 CaF2 s p Items Si02+Ti02 !.The flux must be baked at 300-350 ° C for 2h be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment shall be � � Reference 5~10 6~10 30~40 40~50 value removed before welding. 0.050 0.060 Mechanical properties of deposited metal (according to GB/T 5293) Rm A(%) (MPa) e � Guarantee �520 �30 JQ•MH308 value I Precautions: ! .The flux must be baked at 300-350 ° C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. 4 - - - - 11 - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - Q - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 4 1
SJ312 JQ•SJ34 Conform to CB⼀吀47018-2017 lnstructions:JQ.SJ312 is special sintered flux for carbon steel welding strip submerged-arc surfacing, and it is gray round particle with the particle size of lnstructions:JQ.SJ34 is fluorine-alkali sintered flux with high alkalinity of about 1 2.0 - 0.28mm (1 0 - 60 mesh). Arc burning is stable during welding. The flux is 2.0. The flux is round particle, with the particle size of 2.0 - 0.28mm (10 - 60 mesh). 1 sintered submerged-arc flux, it is characterized by excellent slag removal It has excellent welding performance, stable _arc burning, beautiful _weld joint 1 performance at high temperature. In addition, the surface of the weld metal is appearance, low metal dilution rate of surfacing layer, good corrosion resistance smooth, flat and beautiful, and the machining allowance after welding is small. 1 and wear resistance. _____________________________ J _____________________________ J Purpose:Use carbon steel strips containing low Sand P, such as JQ.HD04A, and 1 Purpose:The flux is special flux for stainless steel strip surfacing, and can be match with special SJ312 sintered flux. It is applied to strip surfacing of low carbon 1 used with HD308L, HD309L, HD347L and HD316L for important structures, such steel and part of low alloy steel. 1 as hydrogenation reactor and nuclear island reactor stainless steel surfacing. 1 _____________________________ J _____________________________ J Precautions: Measured value of the welding parameter !.The flux must be baked at 300-350 ° C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be speed Weldin urrent Weldin °ltage Weldin removed be昀漀re welding. Items � �) ℀J (cm min) Measured 30-32 13 750 value Precautions: !.The flux must be baked at 300-350 ° C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed be昀漀re welding. j j 3 in Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - • 吀椀an in Golden Bridge Welding Materials Group Co.,䰀氀d 吀椀an 41 - - - - - - - - - - - 41 2
JQ•SJ614 JQ•SJ601T Conform to GB S F308 G-308L Conform to GB昀吀 12470 S 49 2 FB-SU1CM2 Equivalent to ISO 14174-SAZ 2 AWS A5.23 F8P0-EB2R-B2R NBfT 47018.4-2017 lnstructions:JQ·SJ601 Tis special alkaline sintered flux for cryogenic stainless steel with the alkalinity of about 1.8. The flux is light green round particle, with the 1 lnstructions:JQ•SJ614 is fluorine-alkali sintered flux with the particle size of particle size of 2.0 - 0.28mm (10 - 60 mesh). It is characterized by excellent 10 - 60 mesh. This flux is characterized by low temper brittleness sensitivity, welding performance, easy slag removal and beautiful weld joint appearance. 1 excellent low temperature impact toughness, excellent hightemperature When matched with corresponding welding wire, the deposited metal has good 1 1 mechanical properties and large specification adaptability. impact toughness at -196 ·c. It can be used under AC and DC, and when DC is 1 _____________________________ J selected for welding, the welding wire is connected with the positive pole. _____________________________ J Purpose:lt can be matched with cryogenic stainless steel submerged arc welding 1 Purpose:Matched with appropriate welding wires (such as JQ.H14Cr1MoR), it wires such as JQ·MH308LT and JQ·MH316LT, to weld important 1 can be used for welding of pressure-bearing equipment such as coke towers and structures made of stainless steel and high-alloy heat resistant steel. gasifiers. 1 _____________________________ J _____________________________ J Chemical composition of flux (%) Chemical composition of flux (%) CaF2 Items Al2Q3+MnO s p SiO2+TiO2 CaO+MgO Al203+Mn0 CaF2 s p Si02+Ti02 Items � � � � Guarantee - - - Guarantee 5~9 6~11 35~45 35~45 value 0. 035 0.040 0. 035 0. 040 value Measured 20-30 30-40 20-35 0. 020 0.025 value Mechanical properties of deposited metal (690 ·c x20h heat treatment) Mechanical properties of deposited metal (according to GB!T 17854) KV2(J) Rm ReLIRpo.2 A(%) ° Rm Items (MPa) (MPa) e -20C A(%) � (MPa) 490~ Guarantee �400 �20 �54 value 660 JQ•H14Cr1 MoR �480 �30 JQ•MH308LT, JQ•MH316LT Measured 565 477 28 178 196, 193, value Precautions: Precautions: !.The flux must be baked at 300-350 ° C for 2h be昀漀re use. !.The flux must be baked at 300-350 ° C for 2h be昀漀re use. 2.The rust, oil stain, water and other impurities of the weldment shall be 2.The rust, oil stain, water and other impurities of the weldment shall be removed before welding. removed before welding. Co.,䰀氀d Materials Grou e Weldin in Golden Brid 414 - - - - - - - - - - - 吀椀an Co.,䰀氀d - - - - - - - - - - • 415 Materials Grou e Weldin in Golden Brid 吀椀an j g j p g g g p
JQ•SJ629 JQ•SJ616 AWS A5.23 䘀⸀7倀ⴀ1 O-ENi3-Ni3 NB昀吀 47018.4-2017 lnstructions:JQ·SJ616 is fluorine-alkali sintered flux with the alkalinity of about 1 lnstructions:JQ•SJ629 is alkaline sintered flux with the particle size of 10 - 60 2.8 and the particle size of 10 - 60 mesh. Content of impurities such as S and Pin 1 mesh. The flux has low impurity content and the weld joint has good process this flux is low and content of the di昀昀usible hydrogen is also low. In addition, it has 1 performance. good low temperature toughness and can be well formed in small linear energy I 1 welding. _____________________________ J _____________________________ J . . . . . . I Purpose:Matched with appropriate welding wires (such as JQ.H09MnN1DR), 11 can Purpose:Matched with appropriate welding wires (such as ER2209), it can be I be used for welding of ASME SA203Gr.B and 09MnNiDR low temperature steel. used for welding of duplex stainless steel, etc. 1 1 _____________________________ J _____________________________ J Chemical composition of flux (%) Chemical composition of flux(%) CaF2 CaF2 Al2Q3+MnO s p Al203+Mn0 s p Items Items SiO2+TiO2 Si02+Ti02 � � � � - - - - - - Guarantee Guarantee value value 0.035 0. 040 0. 060 0. 080 Measured Measured 22-32 33-44 21-31 0. 015 0.023 20-30 30-40 20-35 0. 034 0. 050 value value Mechanical properties of deposited metal (690 ·c x20h heat treatment) KV2(J) Rm ReLIRpo.2 A(%) ° Precautions: (MPa) (MPa) e -70 C � !.The flux must be baked at 300-350' C for 2h before use. 480~ Guarantee 2.The rust, oil stain, water and other impurities of the weldment shall be �400 �22 �54 value 660 removed before welding. JQ•H09MnNiDR Measured 150, 162, 540 450 29 170 value Precautions: !.The flux must be baked at 300-350' C 昀漀r 2h before use. 2.The rust, oil stain, water and other impurities of the weldment shall be removed be昀漀re welding. j 吀椀an 7 in Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - • 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - 41 - - - 41 6
JQ•SJ414N JQ•SJD107 lnstructions:JQ•SJD107 is special sintered flux with the particle size of 10 - 60 lnstructions:JQ•SJ414N is special sintered flux with the particle size of 10 - 60 mesh. The arc is stable during surfacing, the slag removal is easy, and the weld mesh. The arc is stable during surfacing, the slag removal is easy, and the weld joint appearance is beautiful. joint appearance is beautiful. I __________________ J - J Purpose:Matched with appropriate flux-cored welding wires (such as JQ.YDM227) 1 it is mainly used for repair of hot rollers and break-down rollers and for Purpose:Matched with appropriate flux-cored welding wires (such as 1 manufacturing of composite rollers. It can also be used for surfacing of important JQ.YDM414N), it is mainly used for hardfacing of continuous casting rollers. parts that are required to have high wear resistance, high temperature oxidation I 1 resistance, and resistance to cold and heat fatigue. - J Chemical composition of flux (%) Chemical composition of flux (%) CaF2 CaF2 Al2Q3+MnO s p Items Al2Q3+MnO s p Items Si02+Ti02 Si02+Ti02 � � � � - - - Guarantee - - - Guarantee value value 0. 060 0. 080 0. 060 0. 080 Measured Measured 25-32 30-40 25-30 0.034 0.045 26-30 32-42 26-32 0. 035 0. 046 value value Hardness of the deposited metal Hardness of the deposited metal HRC HRC Test item Test item Typical value Typical value 50~55 40~48 Precautions: Precautions: !.The flux must be baked at 300-350 ° C for 2h be昀漀re use. !.The flux must be baked at 300-350 ° C for 2h before use. 2.The rust, oil stain, water and other impurities of the weldment as well as fatigue layer metal 2.The rust, oil stain, water and other impurities of the weldment as well as 昀愀tigue layer metal shall be removed before welding. shall be removed before welding. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 41 - - - - - - - - - - - 41 8
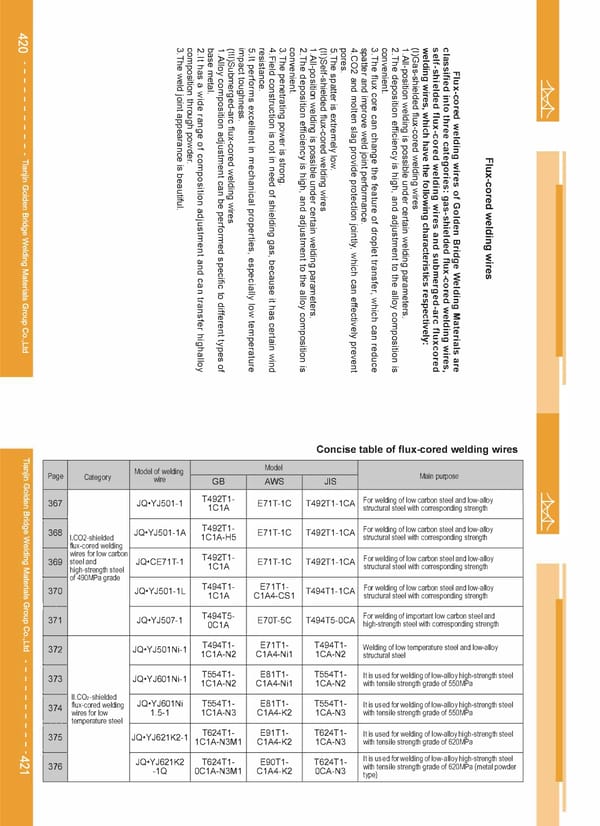
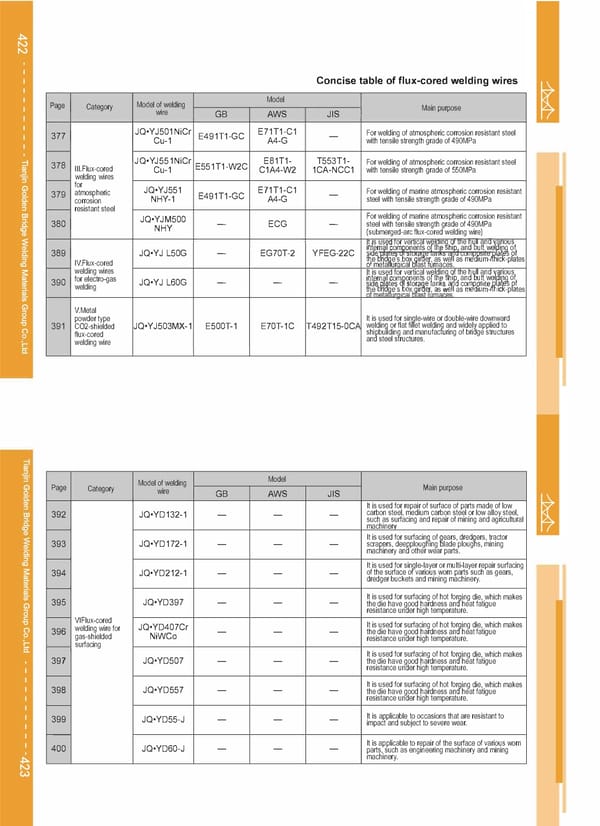
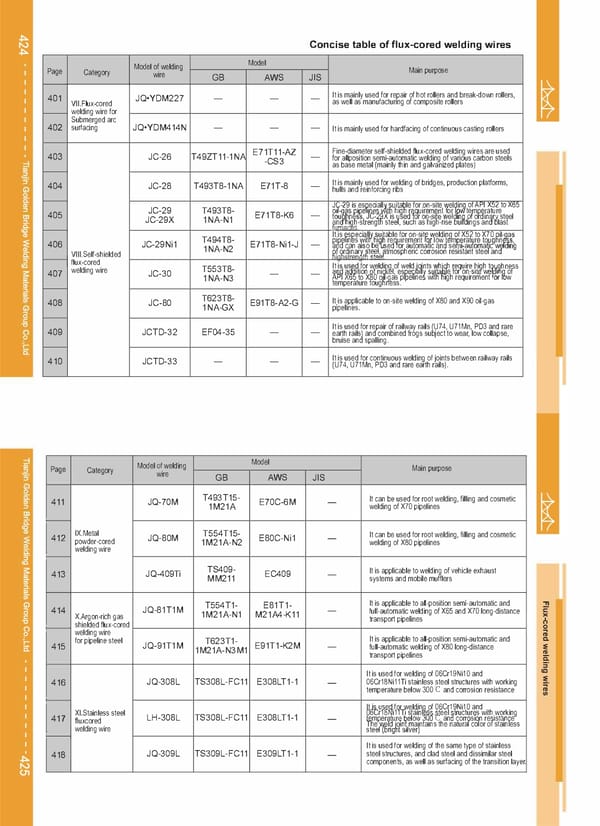
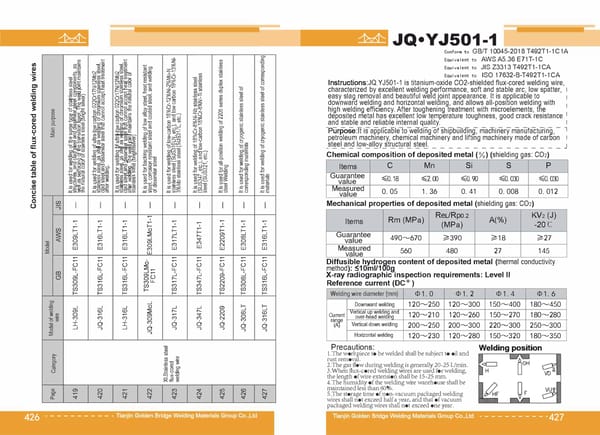
JQ•CE71T-1 JQ•YJ501-1A Conform to GB/T 10045-2018 T492T1-1C1A-H5 Conform to GB/T 10045-2018 T492T1-1C1A Equivalent to AWSA5.36 E71T-1C Equivalent to AWSA5.36 E71T-1C Equivalent to JIS Z3313 T492T1-1CA Equivalent to JIS Z3313 T492T1-1CA Equivalent to ISO 17632-B-T492T1-1CA Equivalent to ISO 17632-B-T 492T1-1CA lnstructions:JQ. Y J501-1 A is titanium-oxide ultra-low-hydrogen CO2 -shielded lnstructions:JQ.CE71T-1 is titanium-oxide CO2-shielded flux-cored welding wire, 1 1 flux-cored welding wire, and the di昀昀usible hydrogen content of deposited metal is characterized by excellent welding performance, soft and stable arc, low spatter, less than 5ml/1 0Og. It is characterized by excellent welding performance, soft and easy slag removal and beautiful weld joint appearance. It is applicable to 1 1 stable arc, low spatter, easy slag removal and beautiful weld joint appearance. It is downward welding and horizontal welaing, and allows all-position welding with I 1 applicable to downward welding and horizontal welding, and allows all-position high welding e昀昀iciency. After tougheninglreatment with microelements, 氀言e 1 welding with high welding e昀昀iciency. After toughening treatment with deposited metal has excellent low temperature toughness, good crack resistance 1 microelements, the deposited metal has excenent low temperature toughness, and stable and reliable internal quality._ _ _ _ _ _ _ _ _ _ _ _ _ _ _ good crack resistance and stable and reliable internal quality. _______ 1 Pur se:lt is applicable to welding of shipbuilding, machinery manufacturing, 瀀漀 Purpose:lt is applicable to welding of shipbuilding, machinery manufacturing, petroleum machinery, chemical machinery and lifting machinery made of carbon 1 petroleum machinery, chemical machinery and lifting machinery made of carbon steel and low-alloy structural steel. ________________ J steel and low-alloy structural steel. _____________________________ J Chemical composition of deposited metal(%) (shielding gas: CO2) Chemical composition of deposited metal (%) (shielding gas: CO2) Mn C Si s p Items Mn C Si s p Items fmtee Gu �J �2 �0.㌀稀 �0.愀쌀 �0.18 �O. 砀鄀 Guarantee , 1110 �0.0㌀䨀 �0.愀쌀 �o. 㤀 �0.18 �2. value Mea ured 0.05 1. 28 0.39 0.010 0.016 Measured J v甀ꌀl110 0.05 1. 38 0. 38 0.008 0.012 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) ReLIRpo.2 KV2 (J) ReLIRpo.2 KV2 (J) Rm (MPa) A(%) Rm (MPa) A(%) Items Items -20뀀䌀 -20뀀䌀 (MPa) (MPa) Guarantee Guarantee 490~670 490~670 �390 �18 �390 �18 �27 �27 value value Measured Measured 550 475 28 150 550 470 27 115 value value .. D1ffus1ble hydrogen content of deposited metal (thermal conduct1v1ty D1ffus1ble hydrogen content of deposited metal (thermal conduct1v1ty method): �5ml/10Og method): �1 0ml/1 00g X-ray radiographic inspection requirements: Level II X-ray radiographic inspection requirements: Level II + + Reference current (DC ) Reference current (De ) Welding wire diameter (mm) 䌀䐀 1. 0 䌀䐀 1. 2 䌀䐀 1. 4 Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Downward welding 120~250 120~300 150~400 Downward welding 120~300 150~400 180~450 Vertical up weld1 and Vertical up welding and � 120~210 120~260 150~270 Current 120~260 150~270 180~280 over-head wel Current ma over-head weldrna ran e ran e � Ve爀琀ical down welding � Ve爀琀ical down welding 200~250 200~300 220~300 (A 200~300 220~300 250~300 (A Horizontal welding 120~230 120~280 150~320 Horizontal welding 120~280 150~320 180~350 Precautions: Pre挀愀utions: Welding position Welding position ! .The workpiece to be welded shall be subject to oil and ! .The workpiece to be welded shall be subject to oil and rust removal. rust removal. 2.The gas flow during welding is generally 20-25 L/min. 2.The gas flow during welding is generally 20-25 L/min. 3.When flux-cored welding 眀椀res are used for welding, 3.When flux-cored welding 眀椀res are used for welding, the length of wire extension shall be 15-25 mm. the length of wire extension shall be 15-25 mm. 4.The 昀椀wnidity of the welding wire warehouse shall be 4.The 昀椀wnidity of the welding wire warehouse shall be maintained less than 60%. maintained less than 60%. 5.The storage time of non-vacuwn packaged welding 5.The storage time of non-vacuum packaged welding wires shall not exceed half a year, and that of vacuwn wires shall not exceed half a year, and that of vacuwn packaged welding wires shall not exceed one year. packaged welding wires shall not exceed one year. 吀툀anjin Golden Bridge Welding Materials Group Co.,䰀氀d
JQ•YJ501-1 L JQ•YJ507-1 Conform to GB/T 10045-2018 T494T1-1C1A Conform to GB/T 10045-2018 T 494 T5-0C 1 A Equivalent to AWS A5.36 E71T1-C1A4-CS1 Equivalent to AWS A5.36 E70T-5C Equivalent to JIS Z3313 T494T1-1CA Equivalent to JIS Z3313 T494T5-0CA Equivalent to ISO 17632-B-T494T1-1CA lnstructions:JQ.Y J501-1 L is titanium-oxide CO2-shielded flux-cored welding lnstructions:JQ.YJ507-1 is calcium oxide-calcium fluoride CO2-shielded wire, characterized by excellent welding performance, soft and stable arc, low flux-cored welding wire, characterized by excellent welding performance, soft and spatter, easy slag removal and beautiful weld joint appearance. It is applicable to stable arc, low spatter, easy slag removal and beautiful weld joint appearance. It downward welding and horizontal welding, and allows all-position welding with is applicable to downward welding, flat fillet welding, and horizontal weaving 1 high welding e昀昀iciency. After toughening lreatment with microelements, the welding to improve production efficiency. After tougnening treatment with 1 deposited metal has excellent low temperature toughness and good crack microelements, the deposited metal has excellent low temperature toughness and 1 resistance. good crack resistance. ____________ ________ Purpose:lt is applicable to welding of shipbuilding, machinery manufacturing, Purpose:lt is applicable to welding of shipbuilding, pressure vessel, machinery petroleum machinery, chemical machinery and lifting machinery made of car5on 1 manufacturing, petroleum machinery, chemical machinery and lifting machinery s i o t a o m in e s r c tr y al w l an e e st _ _ _ _ _ _ _ _ � ℀븀 � _i � � � � _p _ -9 � � � � �� � _ m�d㨀开 o�c�b�n 开㨀te�I �n�lo�-�101 �ru�t�a�t㨀开el�n �m _o�ny�s1!0�-- _1 _ 贀餀 e 尀鰀 1 __ Chemical composition of deposited metal (%) (shielding gas: CO2) Chemical composition of deposited metal(%) (shielding gas: CO2) C Mn Si s p Ni Items C Mn Si s p Items Guarantee �o. 㤀 �0-� �0.18 �2.m �a.挀洀 �o.c爀渀 Guarantee value �o. 㤀 �0.18 �2.m �o. cm �o.c爀渀 value Measured 0.05 1. 28 0.35 0.009 0. 011 0.42 Measured value 0.07 1. 48 0.34 0.010 0.015 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) ReLIRpo.2 KV2 (J) Rm (MPa) A(%) Items KV2 (J) ReLIRpo.2 (MPa) -40뀀䌀 Rm (MPa) A(%) Items (MPa) Guarantee -40뀀䌀 490~670 �18 �390 �27 value Guarantee 490~670 �390 �18 �27 Measured value 560 490 28 130 value M Tured 570 480 31 160 � � D1ffus1ble hydrogen content of deposited metal (thermal conduct1v1ty , 1ue method): 㨀㔀1 Oml/1 OOg + X-ray radiographic inspection requirements: Level II Reference current (DC ) + Reference current (DC ) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 6 䌀䐀 1. 4 Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 uownwara I Current 120~300 150~400 180~450 welding Downward welding 120~300 150~400 180~450 ran e � Flat fillet welding (A I vert1ca1 up we1aing ana 120~300 150~400 180~450 120~260 150~270 180~280 Current over-head weldinQ ran e � Ve爀琀ical down welding (A 200~300 200~300 250~300 Precautions: Welding position Horizontal welding 120~230 120~280 180~350 !.The workpiece to be welded shall be subject to oil and rust removal Precautions: 2.The gas flow during welding is generally 20-25 L/min. ! .The workpiece to be welded shall be subject to oil and 3.When flux-cored welding 眀椀res are used for welding, rust remov愀氀. the length of wire extension shall be 15-25 mm. 2.The gas flow during welding is generally 20-25 L/min. 4.The 昀椀wnidity of the welding wire warehouse shall be 3.When flux-cored welding wires are used for welding, maintained less than 60%. the length of wire extension shall be 15-25 mm. 5.The storage time of non-vacuum packaged welding 4.The 昀椀wnidity of the welding wire warehouse shall be wires shall not exceed half a ear, and that of vacuwn maintained less than 60%. r packaged welding wires shal not exceed one year. 5.The storage time of non-vacuwn packaged welding wires shall not exceed half a ear, and that of vacuum r packaged welding wires shal not exceed one year. 椀昀ianjin Golden Bridge Welding Materials Group Co.,Lld
- -娀樀= JQ•YJ601Ni-1 JQ•YJ501Ni-1 Conform to GB/T 10045-2018 T494T1-1C1A-N2 Conform to GB/T 10045-2018 T554T1-1C1A-N2 Equivalent to AWS A5.36 E71T1-C1A4-Ni1 Equivalent to AWSA5.36 E81T1-C1A4-Ni1 Equivalent to JIS Z3313 T494T1-1CA-N2 Equivalent to JIS Z3313 T554T1-1CA-N2 Equivalent to ISO 17632-B-T494T1-1CA-N2 Equivalent to ISO 17632-B-T554T1-1CA-N2 1 lnstructions:JQ.YJ601Ni-1 is titanium-oxide CO2-shielded flux-cored welding lnstructions:JQ.Y J501 Ni-1 is titanium-oxide CO2-shielded flux-cored welding wire, characterized by excellent welding performance, soft and stable arc, low wire, characterized by excellent welding performance, soft and stable arc, low 1 spatter, easy slag removal and beautiful weld joint appearance. All-position spatter, easy slag removal and beautiful weld joint appearance. It is applicable to 1 welding is possible and the welding e昀昀iciency is high. After toughening treatment downward welding and horizontal welding, and allows all-position welding with with m1croelements, the deposited metal has excellent low temperature toughness I high welding e昀昀iciency. After toughening lreatment with microelements, the 1 and good crack resistance. deposited metal has excellent low temperature toughness and good crack resistance. Purpose:lt is applicable to welding of structures made of low-alloy highstrength 1 Purpose:lt is applicable to welding of shipbuilding, machinery manufacturing, steel with tensile strength grade of550MPa, such as lifting machinery, bridges petroleum machinery, chemical machinery and lifting machinery made of car5on 1 1 and steel frame structures. steel and low-alloy structural steel in important positions. 1 _________ _____________________________ J Chemical composition of deposited metal(%) (shielding gas: CO2) Chemical composition of deposited metal (%) (shielding gas: CO2) Mn C Si s p Ni Mo Items Mn Items C Si s p Ni Mo 0.崀礀 Guarantee 0. 崀礀 �0.12 �0. �0.㔀 �1.75 �0.䨀餀 �0.䨀餀 Guarantee value �0.12 �0. �1.75 �0.㔀 �0.䨀餀 �-䨀砀 1. ㈀ value 1. 20 Measured - 0.04 1. 28 0.38 0.006 0. 011 0.90 - M ed value � �r�℀㨀 0.04 1. 32 0. 38 0.009 0.015 0.90 , . Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) KV2 (J) ReLIRpo.2 (MPa) ( ) Items Rm A % KV2 (J) ReLIRpo.2 (MPa) -40 䌀 Rm (MPa) ) ( Items A % (MPa) -40뀀䌀 Guarantee 490~670 �390 �27 value Guarantee 550~740 �460 �17 �27 value 570 510 27 120 Measured 620 560 25 105 1 us1 e y rogen con en o UC IVI y value method): 㨀㔀10ml/100g + Reference current (DC ) + Reference current (De ) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 6 䌀䐀 1. 4 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Welding wire diameter (mm) Downward welding 120~300 150~400 180~450 120~300 150~400 180~450 Downward welding ve爀琀 cal up we1a1ng and i Vertical up weldi l and 120~260 150~270 180~280 Current 退阀 over-head weldina 120~260 150~270 180~280 Current over-head wel inn ran e � ran e Ve爀琀ical down welding (A 200~300 220~300 250~300 � Vertical down welding 200~300 220~300 250~300 (A Horizontal welding 120~280 150~320 180~350 Horizontal welding 120~280 150~320 180~350 Precautions: position Welding Precautions: Welding position ! .The workpiece to be welded shall be subject to oil and !.The workpiece to be welded shall be subject to oil and rust removal rust removal 2.The gas flow during welding is generally 20-25 L/min. 2.The gas flow during welding is generally 20-25 L/min. 3.When flux-cored welding 眀椀res are used for welding, 3.When flux-cored welding 眀椀res are used for welding, the length of wire extension shall be 15-25 mm. the length of wire extension shall be 15-25 mm. 4.The 昀椀wnidity of the welding wire warehouse shall be 4.The 昀椀wnidity of the welding wire warehouse shall be maintained less than 60%. maintained less than 60%. 5.The storage time of non-vacuwn packaged welding 5.The storage time of non-vacuwn packaged welding wires shall not exceed half a year, and that of vacuwn wires shall not exceed half a year, and that of vacuwn packaged welding wires shall not exceed one year. packaged welding wires shall not exceed one year. . . . : ...
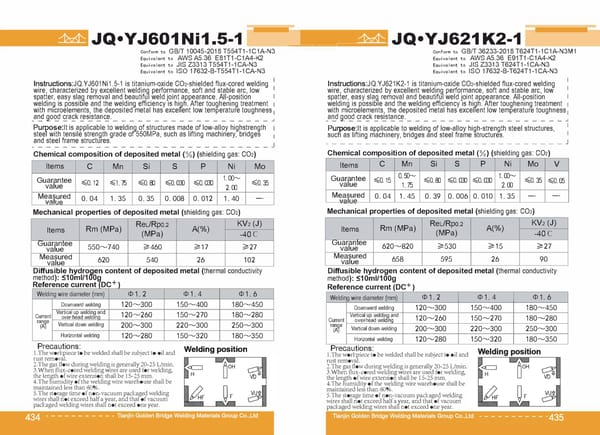
JQ•YJ621K2-1Q Conform to GB/T 36233-2018 T624T1-0C1A-N3M1 Conform to GB/T 10045-2018 T494T1-1C1A-NCC2 Equivalent to AWSA5.36 E90T1-C1A4-K2 Equivalent to AWSA5.36 E71T1-C1A4-G Equivalent to JIS Z3313 T624T1-0CA-N3 Equivalent to ISO 17632-B-T624T1-0CA-N3 lnstructions:JQ. Y J551 NiCrCu-1 is titanium-oxide CO2-shielded weathering 1 resistant steel flux-cored welding wire, characterized by excellent welding lnstructions:JQ.Y J621 K2-1 Q is metal powder-cored welding wire and applicable 1 performance, stable arc, easy srag removal, beautiful weld joint appearance and to automatic welding, semi-automatic welding, single-pass welding and multi-pass high welding e昀昀iciency, and applicable to downward welding and horizontal 1 welding; It is characlerized by high deposition e昀昀iciency, low welding spatter, little welding. It _allows all-positi_on welding and its deposited metal has excellent slag and stable arc. It has excellent resistance to primer and porosify. 1 atmospheric corrosion resistance. -----------------------------� 1 1 Pur se:lt is applicable to welding of structures made of 09CuPCrNi,09CuTiRe Purpose:lt is applicable to downward welding and flat fillet welding of structures � 1 1 and 09CuPRe steel, such as railway rolling stock, containers and bridges. suc琀椀 as shipbuifding, bridges, automobile manufacturing and steel beams. _____________________________ J _____________________________ J Chemical composition of deposited metal(%) (shielding gas: CO2) Chemical composition of deposited metal(%) (shielding gas: CO2) Items Items Mn C Mn Si s p Ni Cr Mo V C Si s p Ni Cr Cu 0.崀縀 1.言鈀 0.眀笀 0.뜀 0.餀딀 0. 1謀蔀 0. 2眀䤀 Guarantee Guarantee �0.昀錀 �0. 㔀 �0.15 �0.氀묀 �0.氀묀 �0.15 �0.氀氀 �.12 �0.氀묀 �0.氀묀 value value 1.75 2. 0. 1. 昀케 0. 0.⠀娀 0.㔀 Measured Measured - - - 0.04 1. 60 0.44 0.007 0.012 1. 45 0.042 0. 33 1. 25 0.009 0.010 0. 61 0.24 0. 35 value value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) KV2 (J) ReLIRpo.2 ReLIRpo.2 KV2 (J) Rm (MPa) A(%) Rm (MPa) A(%) Items Items (MPa) (MPa) -40뀀䌀 -40뀀䌀 Guarantee Guarantee 620~820 490~670 �530 �390 �18 �15 �27 �27 value value Measured Measured 650 570 26 80 596 525 25.5 80 value value + Diffusible hydrogen content of deposited metal (thermal conductivity Reference current (De ) method): �10ml/100g + Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Reference current (DC ) Downward welding 120~300 150~400 180~450 Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Vertical up weldi l and Current 焀阀 Downward 120~260 150~270 180~280 Current over-head wel 1n□ 150~350 170~400 200~450 ran e weldinq � I ran e (A � Vertical down welding 200~300 220~300 250~300 (A I Flat fillet welding 180~350 200~350 270~400 Horizontal welding 120~280 150~320 180~350 Precautions: Welding position ! .The workpiece to be welded shall be subject to oil and Precautions: Welding position rust remova1. ! .The workpiece to be welded shall be subject to oil and 2.The gas flow during welding is generally 20-25 L/min. rust remov愀氀. 3.When flux-cored welding wires are used for welding, 2.The gas flow during welding is generally 20-25 Umin. the length of wire extension shall be 15-25 mm. 3.When flux-cored welding wires are used for welding, 4.The 琀椀umidity of the welding wire warehouse shall be the length of wire extension shall be 15-25 mm. maintained less than 60%. 4.The 氀椀wnidity of the welding wire warehouse shall be 5.The storage time of non-vacuum packaged welding maintained less than 60%. wires shall not exceed half a year, and that of vacuwn 5.The storage time of non-vacuum packaged welding packaged welding wires shall not exceed one year. wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed one year. . . . : ...
JQ•YJ551 NiCrCu-1 JQ•YJ551NHY-1 Conform to GB/T 10045-2018 T494T1-1C1A-GX Conform to GB/T10045-2018 T554T1-1C1A-NCC3 Equivalent to AWSA5.36 E71T1-C1A4-G Equivalent to AWSA5.36 E81T1-C1A4-W2 Equivalent to JIS Z3320 T554T1-1CA-NCC1 lnstructions:JQ.YJ551NHY-1 is flux-cored welding wire for titaniumoxide lnstructions:JQ.Y J551 NiCrCu-1 is titanium-oxide CO2-shielded weathering CO2-shielded marine atmospheric corrosion resistant steel, characterized by resistant steel flux-cored welding wire, characterized by excellent welding excellent welding performance, stable arc, easy slag removal, beautiful weld joint performance, stable arc, easy srag removal, beautiful weld joint appearance and 1 appearance and-high welding e昀昀iciency, and applicable to downward welding and high welding e昀昀iciency, and applicable to downward welding and horizontal 1 horizontal welding. It allows all-position welding and its deposited metal has welding. It allows all-position welding and its deposited metal has excellent excellent marine atmospheric corrosion resistance. atmospheric corrosion resistance. 1 ------------------------------ Purpose:lt is ap䨀⤀licable to welding of weathering resistant steel structures with 1 Purpose:lt is applicable to welding of marine atmospheric corrosion resistant tensile_ strength of 550N/mm2, suc昀椀 as railway rolling stock, o昀昀shore engineering 1 1 steel, such as o昀昀shore engineering and bridges. and bridges. _____________________________ J _____________________________ J Chemical composition of deposited metal (%) (shielding gas: CO2) Chemical composition of deposited metal (%) (shielding gas: CO2) Mn Mn C Si s p Ni Cr Cu C Si s p Ni Mo Cu Items Items 0.20ⴀ䤀 0.崀礀 O.餀鼀 0.戀紀 0. 崀笀 2.崀礀 O. 餀鼀 Proper Guarantee Guarantee �0.㔀 �1.㔀 �0.12 �a.cm �a.cm �.10 �0.015 �0.㈀怀 amount value value 0. 㔀 0. 1. 昀케 0. 0. 75 3. 0. 75 Measured 0.04 0.40 1. 20 0.008 0.012 0.64 0.50 0.38 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) KV2 (J) ReLIRpo.2 ReLIRpo.2 KV2 (J) Rm (MPa) A(%) Rm (MPa) A(%) Test Test (MPa) (MPa) -40뀀䌀 -40뀀䌀 Guarantee Guarantee �17 �27 �490 550~740 �460 �400 �22 �60 "'' h ∀✀ value " Measured Measured 610 540 24 525 25 130 90 597 value value + + Reference current (DC ) Reference current (De ) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Downward welding 120~300 150~400 180~450 Downward welding 120~300 150~400 180~450 Vertical up weldi and Vertical up weldi and Current Current � 120~260 150~270 180~280 � 120~260 150~270 180~280 over-head wel 1n□ over-head wel inn ran e ran e � � (A (A Vertical down welding Vertical down welding 200~300 220~300 250~300 200~300 220~300 250~300 Horizontal welding Horizontal welding 120~280 150~320 180~350 120~280 150~320 180~350 Welding position Welding position Precautions: Precautions: ! .The workpiece to be welded shall be subject to oil and !.The workpiece to be welded shall be subject to oil and rust remov愀氀. rust removal. 2.The gas flow during welding is generally 20-25 L/min. 2.The gas flow during welding is generally 20-25 L/min. 3.When flux-cored welding wires are used for welding, 3.When flux-cored welding 眀椀res are used for welding, the length of wire extension shall be 15-25 mm. the length of wire extension shall be 15-25 mm. 4.The 氀椀wnidity of the welding wire warehouse shall be 4.The 琀椀umidity of the welding wire warehouse shall be maintained less than 60%. maintained less than 60%. 5.The storage time of non-vacuwn packaged welding 5.The storage time of non-vacuwn packaged welding wires shall not exceed half a year, and that of vacuum wires shall not exceed halfa year, and that of vacuum packaged welding wires shall not exceed one year. packaged welding wires shall not exceed one year. . .. : ...
JQ•YJLSOG JQ• Y JMSOONHY Conform to JIS Z3319 YFEG-22C Conform to AWS A5.32 ECG Equivalent to AWSA5.26 EG70T-2 1 lnstructions:JQ.YJL50G is flux-cored welding wire for electro-gas welding. It is lnstructions:JQ·Y JM500NHY is submerged-arc flux-cored welding wire for marine 1 characterized by excellent we_lding performance, stable arc, low spatter, easy slag 1 atmospheric corrosion resistant steel. Matched with JQ·SJ101 NHY sintered flux 1 removal and beautiful weld Joint appearance. The vertical up welding method is while ensuring strength, the deposited metal also has excellent low temperature' 1 1 adopted, the weld Joint Is formed at a time.and the welding e昀昀iciency is high. toughness, excellenfmarine atmos heric corrosion resistance, and meet the r _____________________________ J requirement of weathering resIstan alloy index V㨀氀1.6. _____________________________ J Purpose:lt is used for vertical w_elding of the hull and various internal component 7 of the sh_1p, nd butt welding of side plates of storage tanks and composite plates � I of the bridge s box girder, as well as med1um-th1ck-plates of metallurgical bfast 1 Purpose:lt is _used for welding of marine atmospheric corrosion resistant furnoc�. 1 2 steel with tensile strength of 5DON/mm , such as o昀昀shore engineering and bridges1 _____________________________ J Chemical composition of deposited metal (%) (Shielding gas: CO2) Items Mn C Si s p Mo Ti Ni Chemical composition of deposited metal (%) (shielding gas: CO2) Guarantee Mn C Si s p Ni Mo Cu Items �0.18 �O. 䬀氀 �2. �a.cm �a.cm �O.愀椀 �0. �0.㔀⤀ value 2 謀딀 0.踀였 Proper Guarantee Measured �0.㈀攀 �0.㨀ꄀ �1.㨀ꄀ �0.10 �0.015 0.06 0.25 1. 45 0.007 0.012 0. 15 0.03 0.50 amount value value 3. 0. 75 Mechanical properties of deposited metal Mechanical properties of deposited metal (shielding gas: CO2) ReL/Rpo.2 KV2 J ) ( Rm (MPa) A(%) Test 뀀䌀 (MPa) -20 ReLIRpo.2 KV2 J ) ( 2 Rm (N/mm ) A(%) Test 뀀䌀 Guarantee (MPa) -40 �520 �390 �20 �40 value Guarantee Measured �490 �400 �22 �60 580 470 25 90 value value Measured 567 465 26 118 Size of the welding test piece value Specifications of the test piece 0 Specification(mm) Angle ( ) Gap(mm) mm + Reference current (DC ) 1. 6 500X 150X 20 22.5 5 Welding wire diameter (mm) 嬀儀4_ 0 Schematic diagram of + Reference current (De ) electro-gas welding: Current range (A) 450~550 Welding wire diameter Welding current (A) Welding voltage (V) (mm) Precautions: ! .The work iece to be welded shall be subject to oil and rust removal. p 2.The hwni挀氀ity of the welding wire warehouse shall be maintained less 1. 6 320~400 32~40 than60% Note: Refer to the legend in the original sample.
JQ•YJL60G Conform to GB/T 10045-2018 T492T1-0C1A Conform to Enterprise StandardO12DJ5507-2017 Equivalent to AWSA5.36 E70T-1C Equivalent to JIS Z3313 T492T15-0CA Equivalent to ISO 17632-B-T492T15-0CA I lnstructions:JQ.Y JL60G is flux-cored welding wire for electro-gas welding. It is 1 1 lnstructions:JQ. Y J503MX-1 is metal powder-cored welding wire and applicable characterized by excellent welding performance, stable arc, low spatter, easy slag 1 1 to automatic welding, semi-automatic welding, single-pass welding and multi-pass removal and beautiful weld joint appearance. The vertical up welding method is I I welding; It is characlerized by high deposition e昀昀iciency, low welding spatter, little adopted, the weld joint is formed at a time, and the welding e昀昀iciency is high. 1 slag and stable arc. It has excellent resistance to primer and porosity. _____________________________ J Purpose:lt is used for vertical welding of the hull and various internal component� of the ship, and butt welding of side plates of storage tanks and composite plates I 1 of the bridge's box girder, as well as medium-thick-plates of metallurgical bfast Purpose:lt is applicable to downward welding and flat fillet welding of structures 1 I furnares. suc琀椀 as shipbuilding, bridges, automobile manufacturing and steel beams. - 开䨀 1 Chemical composition of deposited metal (%) (Shielding gas: CO2) Chemical composition of deposited metal(%) (Shielding gas: CO2) Items C Si Mn s p Ni Cr Mo Ti C Mn Si s p Items Guarantee Guarantee �2. �2. �0.㈀椀 �.10 �0.18 �2. �0.㈀攀 �0.愀쌀 �0.㌀稀 �0.㔀 �0.㔀 �o. ㈀攀 �.15 �o. 㤀 value value Measured Measured 0.06 0. 19 1. 41 0.005 0.010 1. 35 0.014 0. 14 0.05 0.05 1. 50 0. 54 0.007 0. 011 value value Mechanical properties of deposited metal Mechanical properties of deposited metal ReL/Rpo.2 KV2 (J) ReLIRpo.2 KV2 (J) Rm (MPa) A(%) Items Rm (MPa) A(%) Items -20뀀䌀 (MPa) -20뀀䌀 (MPa) Gua ntee Guarantee 490~670 �18 �390 �27 �p �610 �20 �490 �47 va1,11,, value ured Mea Measured 580 490 27 115 T 645 538 24 120 va ue 1 value Diffusible hydrogen content of deposited metal (thermal conductivity Size of the welding test piece method): 㨀㔀1 0ml/1 00g 0 Angle ( ) Gap(mm) Specification(mm) X-ray radiographic inspection requirements: Level II + Reference current (DC ) 1. 6 22.5 5 Welding wire diameter (mm) 嬀儀1.4 氀氀 1. 2 嬀儀1.6 + Schematic diagram of Reference current (DC ) Downward electro-gas welding: 150~350 170~400 200~450 Current weldina I ran e � Welding wire I Flat fillet welding (A 180~350 200~350 270~400 diameter Welding current (A) Welding voltage (V) (mm) Precautions: Welding position ! .The workpiece to be welded shall be subject to oil and rust remov愀氀. 1. 6 320~400 32~40 2.The gas flow during welding is generally 20-25 L/min. C02gas 3.When flux-cored weldin wires are used for welding, g Baffle at the the d elon ation length shall be 15-25 mm. g 爀礀 sliding side 4.The hwnidity of the welding wire warehouse shall be Cooling maintained less than 60%. water 5.The storage time of non-vacuwn packaged welding wires shall not exceed half a ear, and that of vacuum r packaged welding wires shal not exceed one year. . . . : ...
JQ•YD132-1 JQ•YD172-1 lnstructions:JQ.YD132-1 is CO2-shielded CrMo flux-cored welding wire for lnstructions:JQ.YD172-1 is CO2-shielded CrMo flux-cored welding wire surfacing. Arc for surfacing is stable and slag removal is easy. for surfacing. Arc for surfacing is stable and slag removal is easy. Purpose:lt is applicable to occasions that are resistant to impact and subject to 1 Purpose:lt is applicable to occasions that are resistant to impact and subject to 1 moderate wear. It is used for repair of surface of parts made of low carbon steel, moderate wear. It is used for surfacing of gears, dredger buckets, tractor scrapers, 1 I medium carbon steel or low alloy steel, such as surfacing and repair of mining and deep-ploughing blade ploughs, mining machinery and other wear parts. 1 I agricultural machinery. - ⸀䨀 - ⸀䨀 Chemical composition of deposited metal(%) (Shielding gas: CO2) Chemical composition of deposited metal(%) (Shielding gas: CO2) C Cr Mo C Cr Mo Items Items Guarantee Guarantee �1. 50 �2. 50 �0.50 �3. 00 �0.50 �2. 50 value value Hardness of the surfacing layer: HRC�30 Hardness of the surfacing layer: HRC�40 + + Reference current (DC ) Reference current (De ) Welding wire diameter (mm) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 6 䌀䐀 1. 2 䌀䐀 1. 6 䌀䐀 1. 4 䌀䐀 1. 4 Current range (A) 180~260 200~280 220~300 180~260 200~280 220~300 Current range (A) Precautions: Precautions: ! .The workpiece to be welded shall be subject to oil and rust removal. ! .The workpiece to be welded shall be subject to oil and rust removal. 2.The gas flow during welding is generally 20-25 L/min. 2.The gas flow during welding is generally 20-25 L/min. 3.When flux-cored welding wires are used for welding, the d elongation 3.When flux-cored welding wires are used for welding, the d elongation 爀礀 爀礀 length shall be 15-25 mm. length shall be 15-25 mm. 4.It shall be properly preheated to about 300 ∀䌀 before surfacing large 4.It shall be properly preheated to about 300 ∀䌀 before surfacing large workpiece. workpiece. 5.The humidity of the welding wire warehouse shall be maintained less 5.The humidity of the welding wire warehouse shall be maintained less than 60%. than60%. 6.The storage time of non-vacuum packaged welding wires shall not 6. The storage time of 0-vacu wn packaged welding wires shall not exceed half a year, and that of vacuwn packaged welding wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed one year. exceed one year.
JQ•YD212-1 JQ•YD397 lnstructions:JQ.YD397 is gas-shielded flux-cored welding wire for surfacing, for 1 lnstructions:JQ.YD212-1 is CO2-shielded CrMo flux-cored welding wire for which, the shielding gas is mixed gas of Ar+20%CO2. It has good welding 1 surfacing. Arc for surfacing is stable and slag removal is easy. performance, stable arc, low spatter, easy slag removal and no crack. It has very 1 1 good high temperature hardness and stable use performance. The test piece shall I 1 ----------------------------- be preheated to about 400 ·c before welding, and tempered at about 550 ·c after 1 ���-------------------------.J Purpose:lt is applicable to occasions that are resistant to impact and subject to severe wear. It is used for single-layer or multi-layer repair surfacing of the surface! . . . . . I Purpose:lt 1s mainly used for surfacing of hot forging dies. The base metal of the 1 of various worn parts such as gears, dredger buckets and mining machinery. 1 die is 5CrNiMo and 5CrMnMo, which makes the die have good hardness and heat - .J 1 fa g e es n t m t r e e ig t _ � � .伀栀 � � � �� � � 㨀开 开攀 � � ________ _____ 栀言 .J Chemical composition of deposited metal (%) (Shielding gas: CO2) Chemical composition of deposited metal (%) (Shielding gas: CO2) C Cr Mo Items C Mn Si Cr Mo Ni Items Guarantee 1. 00~ 0. 30~0. 60 Guarantee 堀最5_ 00 堀最4_ 00 堀最o_ 30 堀最3_ 00 堀最o_ 80 堀最2. 00 堀最5_ 00 value value 3.00 Hardness of the surfacing layer: HRC�50 + Reference current (DC ) Hardness of the deposited metal: (Shielding gas: Ar+20%CO2) Test item Welding wire diameter (mm) HRC 䌀䐀 1. 2 䌀䐀 1. 6 䌀䐀 1. 4 36~42 Current range (A) Typical value 180~260 200~280 220~300 + Reference current (DC ) Welding wire diameter (mm) Precautions: 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 ! .The workpiece to be welded shall be subject to oil and rust removal. 180~260 200~280 220~300 Current range (A) 2.The gas flow during welding is generally 20-25 Umin. 3.When flux-cored welding wires are used for welding, the d elongation 爀礀 length shall be 15-25 mm. 4.It shall be properly preheated to about 300 ∀䌀 before surfacing large Precautions: workpiece. ! .The workpiece to be welded shall be subject to oil and rust removal. 5.The hwnidity of the welding wire warehouse shall be maintained less 2.The gas flow during welding is generally 20-25 Umin. than60%. 3.When flux-cored welding wires are used for welding, the d elongation 爀礀 6. The storage time of non-vacu wn packaged welding wires shall not length shall be 15-25 mm. exceed half a year, and that of vacuum packaged welding wires shall not 4.The hwnidity of the welding wire warehouse shall be maintained less exceed one year. than60%. 5. The storage time of non-vacu wn packaged welding wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed one year.
JQ•YD507 JQ• YD407CrNiWCo lnstructions:JQ.YD407CrNiWCo is gas-shielded flux-cored welding wire for lnstructions:JQ.YD507 is CO2-shielded flux-cored welding wire for surfacing, 1 surfacing, for which, the shielding gas is mixed gas of Ar+20%CO2. It has good characterized by good welding performance, stable arc, low spatter, easy slag 1 welding performance, stable arc, low spatter, easy slag removal and no crack. It removal and no crack. It has very good high temperature hardness and stable use I has very good high temperature hardness and stable use performance. The test performance. The test piece shall be preheated to about 2oo·c before welding, piece shall be preheated to about 200 ·c before welding, and tempered at about and tempered at about 550 ·c after welding. _____________________________ J 550 ·c after welding. _____________________________ J 1 Purpose:lt is mainly used for surfacing of hot forging dies. The base metal of the Purpose:lt is mainly used for surfacing of hot forging dies. The base metal of the I die is 5CrNiMo and 5CrMnMo, which makes the die have good hardness and heat die is 5CrNiMo and 5CrMnMo, which makes the die have good hardness and heat I fatigue resistance under high temperature. fatigue resistance under high temperature. _____________________________ J _____________________________ J Chemical composition of deposited metal (%) (Shielding gas: CO2) Chemical composition of deposited metal (%) (Shielding gas: Ar+20% CO2) C Mn Si Cr w C Mn Si Cr w Items Items Mo Ni Co V Mo Ni Co V 1. 5⠀爀-, 1. 5⠀爀-, 2. 5⠀爀-, 1. S⠀爀-, � � � � � � � � � � � � � � Guarantee Guarantee value value 0.40 3. 0.50 2. 1. 2. 2.㔀 2. 0. 0.40 3. 0.50 3.50 1. 2. 2.50 2. 0. Hardness of the deposited metal Hardness of the deposited metal Test item Test item HRC HRC Typical value Typical value 43~47 48~52 + + Reference current (De ) Reference current (DC ) Welding wire diameter (mm) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Current range (A) Current range (A) 180~260 200~280 220~300 180~260 200~280 220~300 Precautions: Precautions: ! .The workpiece to be welded shall be subject to oil and rust removal. ! .The workpiece to be welded shall be subject to oil and rust removal. 2.The gas flow during welding is generally 20-25 Umin. 2.The gas flow during welding is generally 20-25 Umin. 3.When flux-cored welding wires are used 昀漀r welding, the d elongation 爀礀 3.When flux-cored welding wires are used for welding, the d elongation 爀礀 length shall be 15-25 mm. length shall be 15-25 mm. 4.The humidity of the welding wire warehouse shall be maintained less 4. The hwnidi ty of the welding wire warehouse shall be maintained less than60%. than60%. 5.The storage time of non-vacuwn packaged welding wires shall not 5. The storage time of non-vacu wn packaged welding wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed one year. exceed one year. 吀툀anjin Golden Bridge Welding Materials Group Co.,䰀氀d
JQ•YD557 JQ•YD55-J lnstructions:JQ.YD557 is gas-shielded flux-cored welding wire for surfacing, for lnstructions:JQ.YD55-J is gas-shielded alkaline flux-cored welding wire which, the shielding gas can be CO2 or mixed gas of Ar+20%CO2. It has good for surfacing. Arc for surfacing is stable and slag removal is easy. This welding performance, stable arc, low spatter, easy slag removal and no crack. It product has good crack resistance and is not prone to cracking in multilayer has very good high temperature hardness and stable use performance. The test surfacing. J piece shall be preheated to about 200 ·c before welding, and tempered at about 550 ·c after welding. _____________________________ J Purpose:lt is applicable to occasions that are resistant to impact and subject to severe wear. It is used for single-layer or multi-layer repair surfacing of the Purpose:lt is mainly used for surfacing of hot forging dies. The base metal of the surface of various worn parts such as gears, dredger buckets, engineering die is 5CrNiMo and 5CrMnMo, which makes the die have good hardness and heat machinery and mining machinery. fatigue resistance under high temperature. ⴀ✀ Chemical composition of deposited metal ( % ) (Shielding gas: Chemical composition of deposited metal ( % ) (Shielding gas: Ar+20%CO2) Ar+20%CO2) C Mn Si Cr w C s Mn Si Mo Items Mo Ni Co p Cr Items 2. 蔀 6. 0.40~ 4.0~ � � � � � � � � � � � Guarantee Guarantee value O.䨀관 3. 0. 4. 2. 1. 8.50 2. value 0. 70 0. ㌀0 2. 2. 0.030 8.0 2. Hardness of the surfacing layer: HRC�50 Hardness of the deposited metal + Test item Reference current (De ) HRC Welding wire diameter (mm) Typical value 53~57 (55±2) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Current range (A) 180~260 200~280 220~300 + Reference current (DC ) Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 Precautions: Current range (A) 180~260 200~280 220~300 ! .The workpiece to be welded shall be subject to oil and rust removal. 2.The gas flow during welding is generally 20-25 L/min. 3.When flux-cored welding wires are used for welding, the dry elongation length shall be 15-25 mm. Precautions: 4.It shall be properly preheated to about 300 ∀䌀 before surfacing large ! .The workpiece to be welded shall be subject to oil and rust removal. workpiece. 2.The gas flow during welding is generally 20-25 L/min. 5.The hwnidity of the welding wire warehouse shall be maintained less 3.When flux-cored welding wires are used for welding, the d elongation 爀礀 than 60%. length shall be 15-25 mm. 6.The storage time of non-vacuwn packaged welding wires shall not 4.The hwnidity of the welding wire warehouse shall be maintained less exceed half a year, and that of vacuwn packaged welding wires shall not than 60%. exceed one year. 5.The storage time of non-vacuwn packaged welding wires shall not exceed half a year, and that of vacuwn packaged welding wires shall not exceed one year.
JQ•YDM227 JQ•YD60-J lnstructions:JQ.YD60-J is gas-shielded alkaline flux-cored welding wire for lnstructions:JQ· YDM227 is submerged-arc flux-cored welding wire for roller surfacing. The product is used for surfacing on the low carbon steel substrate surfacing. The welding wire has strong crack resistance and its deposited metal by 4-5mm, and the hardness of the surfacing layer can reach about HRC60; This has excellent wear resistance and strong fatigue resistance. When matched with product is not suitable for multi-layer surfacing. Due to the high hardness of the JQ·SJD107 sintered flux for welding, the arc is stable, slag removal is easy, and surfacing layer, multi-layer surfacing is prone to cracking. the weld joint appearance is beautiful. Purpose:lt is mainly used for repair of hot rollers and break-down rollers, as well as manufacturing of composite rollers. It can also be used for surfacing of Purpose:lt is applicable to repair of the surface of various worn parts, such as important parts that are required to have high wear resistance, high temperature engineering machinery and mining machinery. oxidation resistance, and resistance to cold and heat fatigue. Chemical composition of deposited metal ( % ) (Shielding gas: Chemical composition of deposited metal ( % ) Ar+20%CO2) Items Items C Mn Si Cr C Mn Cr Mo s w Mo w V p 0. 崀縀 0.50ⴀ䤀 4. C爀ⴀ- 2. C爀ⴀ- 0.8~ 0.20~ 1. ~ 6. ~ 1. 50ⴀ䤀 0.3C爀ⴀ- � � � � Guarantee Guarantee value value 1. 20 3. 2. 8.0 4.0 2. 0 0.50 2. 8. 1.50 2.㔀 O.䨀관 0.030 0.030 Matching flux: JQ·SJD107 Hardness of the surfacing layer: HRC�58 Hardness of the deposited metal + Reference current (DC ) Test item HRC Welding wire diameter (mm) 䌀䐀 1. 2 䌀䐀 1. 4 䌀䐀 1. 6 50~55 Typical value Current range (A) 180~260 200~280 220~300 + Reference current (DC ) Welding wire diameter (mm) 䌀䐀3 . 2 䌀䐀4. 0 Precautions: Current range (A) 350~450 400~500 ! .The workpiece to be welded shall be subject to oil and rust removal. 2.The gas flow during welding is generally 20-25 Umin. 3.When flux-cored welding wires are used for welding, the length shall be 15-25 mm. 4.It shall be properly preheated to about 300 ∀䌀 before surfacing large Precautions: workpiece. ! .The workpiece to be welded shall be subject to oil and rust removal. 5.The hwnidity of the welding wire warehouse shall be maintained less 2.The hwnidity of the welding wire warehouse shall be maintained less than60%. than60%. 6. The storage time of non-vacu wn packaged welding wires shall not exceed half a year, and that of vacuum packaged welding wires shall not exceed one year.
JQ•YDM414N JC-26 Conform to GB/T 10045-2018 T49ZT11-1NA AWSA5.36 E71T11-AZ-CS3 lnstructions:JQ·YDM414N is submerged-arc flux-cored welding wire for roller lnstructions:JC-26 is fine-diameter self-shielded flux-cored welding wire, which 1 surfacing. The welding wire has good corrosion resistance, wear resistance and adopts DCSP. It is characterized by soft and stable arc, low spatter, beautiful thermal impact resistance. When matched with JQ·SJ414N sintered flux for appearance, easy slag removal, small amount of smoke, simple operation and welding, the arc is stable, slag removal is easy, and the weld joint appearance is good operative weldability. 1 ------------------------------ beautiful. Purpose:lt is used for all-position semi-automatic welding of various carbon steel 1 base metal (mainly thin and galvanized plates), and is applicable to convenient 1 Purpose:lt is mainly used for hardfacing of continuous casting rollers. operation at home. 1 Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) Mn Al Items C Si s p Items Mn C s Si Ni p Cr Mo N Guarantee �0.90 �O.氀氀 �2 �O. mi �a.mi �2. value 0.輀뜀 1. 뀀윀 12. 言言3.글蔀- 0.缀꤀ 0. 輀뜀 � � � Guarantee value Measured 0. 15 0.030 2. 1. 50 0.030 15. 5. 1. 0. 15 0.22 0.62 0. 23 0.007 0.008 1. 42 value Matching flux: JQ·SJ414N Mechanical properties of deposited metal Hardness of the deposited metal ReLIRpo.2 Rm (MPa) A(%) Items Test item (MPa) HRC Guarantee 490-670 �18 �390 40~48 Typical value value Measured 620 450 23 + value Reference current (DC ) Welding wire diameter (mm) Reference current (DC -) 䌀䐀3. 2 䌀䐀4. 0 瘀瘀e1a1ng wire a1ameter Welding voltage (V) Welding current (A) Current range (A) 350~450 400~500 (mm) 60~130 14~21 琀ꄀ0. 8 琀ꄀ0. 9 60~150 15~22 䌀䐀 1. 0 60~150 15~22 Precautions: ! .The workpiece to be welded shall be subject to oil and rust removal. 2.The hwnidity of the welding wire warehouse shall be maintained less Specifications of supplied goods: Welding position than60%. 㰀倀O. B, 㰀倀O. 9 , 稀1 0mm Packaging of supplied goods: !.Plastic tray, net weight !Kg/tray, 10 trays/box 2.Other packaging agreements
Conform to GB/T 10045-2018 T 493T8-1 NA-N 1 JC-28 AWS A5.29 E71T8-K6 Equivalent to Conform to GB/T 10045-2018 T493T8-1NA G B/T 10045-2018 T 493T8-1 NA-N 1 AWS A5.20 E71 T-8 AWS A5.29 E71T8-K6 lnstructions:JC-29 and JC-29X are low-alloy steel self-shielded flux-cored lnstructions:JC-28 is carbon steel self-shielded flux-cored welding wire, not in welding wires, not in need of shielding gas. It is characterized by excellent low need of shielding gas. It is characterized by excellent low temperature toughness temperature toughness of weld joints, high deposition e昀昀iciency, arc in spraying of weld joints, high deposition e昀昀iciency, arc in spraying shape with large shape with large penetrating power, easy operation, beautiful weld joint penetrating power, easy operation, beautiful weld joint appearance and easy slag 1 appearance and easy slag removal. Adopt DCSP and all-position welding is removal. Adopt DCSP and all-position welding is suitable. 1 suitable. Since the molten slag solidifies quickly, it is particularly suitable for 1 Purpose:JC-28 is mainly used for welding of bridges, production platforms, hulls vertical down welding. 1 1 reinforcing and ribs. _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Purpose:JC-29 is especially suitable for on-site welding of API X52 to X65 oil-gasI pipelines with high requirement for low temperature toughness. JC-29X is used for 1 Chemical composition of deposited metal ( % ) on-site welding of ordinary steel and highstrength steel, such as high-rise building� furnaces. blast and _____ _____ __________ _ J Items Al C Mn Si s p Chemical composition of deposited metal ( % ) Guarantee Model C Mn Si s Ni Items �0.堀贀 �0.氀氀 �2 �0.O氀氀 �O. O氀氀 �2. p Mo Al value O.餀딀 Guarantee Measured �0.12 �0.㠀 �0.O氀氀 �0.O氀氀 �0.氀椀 �1.㠀 �1.75 0.047 1. 50 0.26 0.003 0.011 0.90 value value 1. Measured JC-29 0.046 1. 27 0.26 0.004 0.013 0.60 0.012 0.85 value Mechanical properties of deposited metal Measured JC-29X 0.054 1. 34 0.34 0.005 0.015 0.50 0. 011 0.90 value KV2 (J) ReLIRpo.2 Rm (MPa) A(%) Items Mechanical properties of deposited metal (MPa) -30뀀䌀 KV2 (J) ReLIRpo.2 Rm Guarantee A(%) 490-670 �390 �18 �27 Items Model value (MPa) (MPa) -30뀀䌀 Measured 525 434 26 110, 115, 120 Guarantee value 490~670 �390 �18 �27 value Measured 531 437 28 146, 154, 164 JC-29 Reference current (DC -) value Measured 134, 542 445 26 123, 146 JC-29X Wire feeding value Welding wire diameter Welding current (A) Welding voltage (V) speed (in/min) - (mm) Reference current (DC ) Wire feeding 120~150 16~21 60~100 氀氀 1. 6 Welding wire diameter Welding current (A) Welding voltage (V) speed (in/min) (mm) 儀2_ 0 150~230 17~22 60~110 120~150 16~21 60~100 氀氀 1. 6 Welding position Specifications of supplied goods: 儀2_ 0 150~230 17~22 60~110 氀꼀1. 6mm' 氀꼀2. 0mm Welding position Specifications of supplied goods: Packaging of supplied goods: 氀脀 1. 6mm ' 氀脀 2. 0mm ! .Plastic tray, net weight 6Kg/tray 2.Barreled, 4 trays, net weight 24Kg/barrel Packaging of supplied goods: 3.0ther packaging agreements ! .Plastic tray, net weight 6Kg/tray 2.Barreled, 4 trays, net weight 24Kg/barrel 3.0ther packaging agreements . . . : . . . . . .
JC-29Ni1 JC-30 Conform to GB/T 10045-2018 T553T8-1 NA-N3 Conform to GB/T 10045-2018 T494T8-1 NA-N2 lnstructions:JC-30 is low-alloy steel self-shielded flux-cored welding wire, not in AWS A5.29 E71T8-Ni1-J lnstructions:JC-29Ni1 is low-alloy steel self-shielded flux-cored welding wire, not need of shielding gas. Low Ni content in the deposited metal makes it have 1 in need of shielding gas. Because the deposited metal contains 0.80% (1.10%) of 1 excellent low temperature toughness and good crack resistance. It is characterized 1 Ni, it has excellent low temperature toughness and good crack resistance. It is by high deposition e昀昀iciency, arc in spraying shape with large penetrating power, 1 1 characterized by high deposition e昀昀iciency, arc in spraying shape with large easy operation, beautiful weld joint appearance and easy slag removal. Adopt 1 1 penetrating power, easy operation, beautiful weld joint appearance and easy slag DCSP and all-position welding is suitable. Since the molten slag solidifies quickly, 1 1 removal. Adopt DCSP and all-position welding is suitable. Since the molten slag it is particularly suitable for vertical down welding. It can be used for welding of 1 solidifies quickly, it is particularly suitable for vertical down welding. It can be used thick plates and important structures with high rigidity. ----------------------------- 1 7 for welding of thick plates and important structures with high rigidity. -----------------------------� Purpose:lt is used for welding of weld joints which require high toughness and 1 Purpose:lt is used for welding of weld joints which require high toughness and addition of nickel, especially suitable for on-site welding of API X65 to X80 oil-gas 1 1 addition of nickel, especially suitable for on-site welding of API X52 to X70 oil-gas pipelines with high requirement for low temperature toughness. ______ J pipelines with high requirement for low temperature toughness. It can also be used 1 for automatic and semiautomatic welding of ordinary steel, atmospheric corrosion Chemical composition of deposited metal ( % ) 1 resistant steel and high strength steel, such as oil and gas transport pipelines, offshore platforms and storage tanks. 1 Al Items C Mn Si s p Ni Mo ------------------------------ Chemical composition of deposited metal ( % ) 1.縀윀 Guarantee �0.㠀 �a.cm �a.cm �1. �0.㌀㔀 �1.75 �0.12 value Al C Mn Si s p Ni Mo 2.m Items Measured 0.034 1. 33 0. 21 0.004 0.008 1. 62 0.027 0.83 0.鈀縀 Guarantee value �0.㠀 �a.cm �a.挀洀 �1. �0.㌀㔀 �1.75 �0.12 value 1.20 Measured 0.038 1. 15 0. 20 0.003 0.006 0.99 0.02 0. 81 Mechanical properties of deposited metal value Mechanical properties of deposited metal KV2 (J) ReLIRpo.2 Rm (MPa) A(%) Items (MPa) KV2 (J) -30뀀䌀 Rm ReLIRpo.2 A(%) Guarantee Items (MPa) (MPa) -40뀀䌀 -30뀀䌀 550~740 �460 �17 �27 value Guarantee Measured 490~ �18 �390 �27 �27 585 500 26 156, 165, 175 value value 670 Measured 515 420 27 175, 180, 178 150 135, 145, value Reference current (DC -) Reference current (DC -) Welding wire diameter Wire feeding Welding wire diameter Wire feeding Welding current (A) Welding voltage (V) Welding current (A) Welding voltage (V) (mm) speed (in/min) (mm) speed (in/min) 150~230 17~22 60~110 䌀䐀2. 0 120~150 16~21 60~100 䌀䐀 1. 6 䌀䐀 2. 0 150~230 17~22 60~110 Welding position Specifications of supplied goods: 㰀倀 2. 0mm Welding position Specifications of supplied goods: Packaging of supplied goods: 㰀倀 1. 6 , 㰀倀 2. O ! .Plastic tray, net weight 6Kg/tray 2.Barreled, 4 trays, net weight 24Kg/barrel Packaging of supplied goods: 3 .Other packaging agreements ! .Plastic tray, net weight 6Kg/tray 2.Barreled, 4 trays, net weight 24Kg/barrel 3 .Other packaging agreements
Conform to TB/T E F04-35 JCTD-32 JC-80 Conform to GB/T 36233-2018 T623T8-1 NA-GX AWS A5.36 E91T8-A2-G lnstructions:JC-80 is low-alloy steel self-shielded flux-cored welding wire specially developed for the new X80 pipeline steel. It has excellent and stable low lnstructions:JCTD-32 self-shielded flux-cored welding wire adopts DCSP for 1 1 temperature toughness and good crack resistance. It is characterized by high welding (which means the welding wire is connected with the ne_gative pole). The 1 1 deposition e昀昀iciency, arc in spraying shape with large penetrating power, easy arc is in spraying shape, the spatter is low and 11 has good welding performance. In 1 operation, beautiful weld joint appearance and easy slag removal. Adopt DCSP addition, it is characterized by continuous wire feeing, strong wind resistance, not and all-position welding is suitable. Since the molten slag solidifies quickly, it is 1 in need of gas shielding, high production e昀昀iciency, low comprehensive cost and 1 particularly suitable for vertical down welding. it o d e i g u ____________ J J � � � �� � � � __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 1 Purpose:I1 is applicable to on-site welding of X80 and X90 oil-gas pipelines. _____________________________ J Purpose:I1 is applicable to repair of railway rails (U7 4, U71 Mn, PD3 and rare . earth rails) and combined frogs subject to wear, low collapse, bruise and spalllng. Chemical composition of deposited metal ( % ) - - J Items C Mn Si s p Guarantee �0.15 1. 䌀堀r--2. 堀贀 �O.iO �a.挀洀 �o. O氀䨀 Chemical composition of deposited metal ( % ) value Measured 0.040 1. 42 0.016 0.003 0.008 Items C Si Mn Cr Ni Mo s p Al value Ni Cr Al Mo V Items 2. 堀騀., 0.崀礀 Q_글 0.崀紀 Guarantee �2. 堀儀 �0.15 �0.㔀 �a.挀洀 �a.挀洀 value Guarantee 1.㔀 1.10 0. 椀眀 3. 堀儀 3. 먀. 堀儀 �0.20 �1. �o. 20 �O.愀椀 value Measured 0. 12 0.35 1. 01 0.90 2. 11 0.45 0.002 0.015 1. 02 Measured value 3.88 0.025 1. 00 0.013 0.002 value Mechanical properties of deposited metal ReLIRpo.2 KV2 (J) Mechanical properties of deposited metal Rm (MPa) A(%) Items (MPa) -30뀀䌀 Br inel I AKU(J) hardness Guarantee Rm (MPa) A(%) Normal Items 620~820 �530 �15 �27 value temperature (HB) Measured Guarantee 685 600 22 110, 121, 125 value 300~350 �700 �27 �15 value Measured Reference current (DC -) 17 865 93, 95, 89 332 value Welding wire diameter Wire feeding Welding current (A) Welding voltage (V) (mm) speed (in/min) Specifications of supplied goods: 㰀倀 1. 6mm 150~260 17~23 60~100 䌀䐀2. 0 Precautions: !.Use upon unpacking. Welding position 2.When it is used for repair welding of steel r愀椀ls, rails shall be preheated Specifications of supplied goods: 㰀倀 2. 0mm at 350-400 ∀䌀. Packaging of supplied goods: 3 .DCSP is adopted for welding. ! .Plastic tray, net weight 6Kg/tray 2.Barreled, 4 trays, net weight 24Kg/barrel 3 .Other packaging agreements
JQ-70M JCTD-33 Conform to GB/T 10045-2018 T493T15-1M21A AWS A5.18 E70C-6M lnstructions:JQ-80M metal powder-cored welding wires have advantages of solid lnstructions:JCTD-33 self-shielded flux-cored welding wire adopts DCSP for 1 welding wires, such as little slag and high efficiency and those of ordinary 1 welding (which means the welding wire is connected with the negative pole). The flux-cored welding wires, such as fast melting speed, low spatter and good welding I arc is in spraying shape, the spatter is low and it has good welding performance. In 1 1 performance. At the same time, the arc has large penetrating power, the weld joint addition, it is characterized by strong wind resistance, not in need of gas shielding 1 1 appearance is beautiful and welding is high-speed and high-e昀昀iciency. The and continuous wire feeding. It can be used to achieve full-automatic welding of 1 deposited metal has low di昀昀usible hydrogen content, and excellent low temperature 1 track bond with high production efficiency, low comprehensive cost and good 1 . c t a an e welding uality. im a p rf r a _1 q ______ _ e_ � � 开儀 툁 � __g q � @S� � � ______________ _______________ __1 _ Purpose:lt is applicable to semi-automatic and full-automatic welding of 1 long-distance transport pipelines. It can be used for root welding, filling and 1 Purpose:lt is applicable to continuous welding of joints between railway rails cosmetic welding of X70 pipeline steel and applied to standard automated (U74, U71Mn, PD3 and rare earth rails). 1 production of automobile, engineering machinery and other industries. _____________________________ J -----------------------------� Chemical composition of deposited metal ( ¾ ) C Mn Si s p Mo Ni Items Chemical composition of deposited metal ( ¾ ) Guarantee �o. 䤀縀 �2 �o. cm �o.cm �O.頀대 �0.㔀 �0.18 Al C Si Mn Cr Ni Mo s p Items value 1.縀윀 0.崀縀 O.鼀먀 Measured Guarantee 0.027 1. 42 0.58 0.007 0.007 0.002 0.035 �o. cm �o. cm �2. �1.㔀 �0.㔀 �0.15 value value 1.㔀 2 0. 70 Mechanical properties of deposited metal Mechanical properties of deposited metal KV2 (J) ReLIRpo.2 AKu(J) Rm (MPa) Items A(%) Rm (MPa) A(%) Items (MPa) Normal temperature -30뀀䌀 Guarantee Guarantee �830 �10 �27 490-670 �18 �390 �27 value value Measured 545 458 29.5 138 150, 147, value Specifications of supplied goods: 㰀倀 2. 0mm Shielding gas: Ar+20¾CO2 Precautions: !.Use upon unpacking. 2.DCSP is adopted for welding. Welding specification: Polarity Diameter (mm) Current (A) Voltage (V) 氀氀 1. 2 140-300 16-32 DCRP
JQ-409Ti JQ-BOM Conform to GB/T 10045-2018 T554T15-1M21A-N2 Conform to GB/T 17853-2018 TS409-MM211 AWS A5.28 E80C-Ni1 AWS A5.22 EC409 lnstructions:JQ-80M metal powder-cored welding wires have advantages of solid 1 lnstructions:JQ-409Ti is a kind of metal powder-cored welding wire for stainless welding wires, such as little slag and high efficiency and those of ordinary flux-core℀픀 1 steel. Due to the addition of appropriate amount of Ti in the welding wire, the 1 welding wires, such as fast melting speed, low spatter and good welding molten bath has good fluidity, and the weld metal has good oxidation and corrosion 1 performance. At the same time, the arc has large penetrating power, the weld joint 1 resistance. It is characterized by soft and stable welding arc, low spatter, almost no I appearance is beautiful and welding is high-speed and high-e昀昀iciency. The 1 slag, beautiful weld joint appearance, high deposition e昀昀iciency, stable wire feeding I deposited metal has low di昀昀usible hydrogen content, and excellent low temperature I and excellent welding performance. e a c . a p a n s rf t r m i 1 _________________ 䔀开 � � � 저뜀 � y � � � � 1 � � � ________ _______ _ 1 Purpose:lt is applicable to welding of vehicle exhaust systems and mobile Purpose:lt is applicable to semi-automatic and full-automatic welding of mu昀昀lers long-distance transport pipelines. It can be used for root welding, filling and _____________________________ J 1 cosmetic welding of X80 pipeline steel and applied to standard automated 1 pr�d�tion of automobile, engineering machinery and other industries. _____ Chemical composition of deposited metal ( % ) C Mn Si s p Mo Cu Cr Ni Ti Items Chemical composition of deposited metal ( % ) 礀樀~ ~ 10.5 1 Guarantee Items C Mn Si s p Mo Ni 琀甀o.漀漀 琀甀o.漀漀 琀甀o.漀漀 琀甀o.爀툀 琀甀o.爀툀 琀甀o_ 75 琀甀o_ 75 琀甀o. ꤀輀 value 1.5 13.5 0.崀脀 Guarantee Measured 琀甀o_ 氀餀 琀甀o_ ㌀㔀 琀甀1.75 琀甀0.12 琀甀o. 㠀 琀甀o.氀묀 0.02 0.43 0.52 0.006 0.008 0.015 0.020 11. 5 0.006 0.80 value value 1. 20 Measured 0. 061 0.96 0.27 0.008 0.009 0. 13 0.88 value Mechanical properties of deposited metal Rm (MPa) A(%) Test Mechanical properties of deposited metal Measured 475 18 value KV2 (J) ReLIRpo.2 Rm (MPa) A(%) Items (MPa) -40뀀䌀 Shielding gas: 98% Ar+2%O2 or pure Ar Guarantee 550-740 �460 �17 �27 Welding specification: value Measured 639 562 29 100, 132, 121 value Polarity Diameter (mm) Current (A) Voltage (V) Shielding gas: Ar+20%CO2 1. 2 120-280 17-32 DCRP Welding specification: Specifications of supplied goods: 㰀倀 1 2mm Welding position Diameter (mm) Polarity Current (A) Voltage (V) 䌀䐀 1. 2 DCRP 140-300 16-32
JQ-81T1M Conform to GB/T 36233-2018 T623T1-1 M21A-N3M1 Conform to GB/T 10045-2018 T554T1-1M21A-N1 AWSA5.29 E91T1-K2M AWSA5.36 E81T1-M21A4-K11 lnstructions:JQ-91T1 M is applicable to vertical up all-position welding. In the lnstructions:JQ-81 T1 M is applicable to vertical up all-position welding. In the 1 welding process, molten droplets are small and of spray transfer, the arc is soft 1 welding process, molten droplets are small and of spray transfer, the arc is soft and stable, the amount of smoke is small and there is almost no spatter. In addition! and stable, the amount of smoke is small and there is almost no spatter. In additionl, 1 111s easy to remove slag, and it has good depth of fusion, as well as flat and 111s easy to remove slag, and it has good depth of fusion, as well as flat and 1 1 beautiful weld joint appearance. It has good mechanical properties and crack beautiful weld joint appearance. It has good mechanical properties and crack resistance, especially stable low temperature toughness. Its ductile-brittle 1 resistance, and the ductile-brittle transition temperature is -50 ·c. 1 tem℀먀erature 开ansition 5 is -4 ·c. ______ ______ _____ Purpose:11 is applicable to all-position semi-automatic and fullautomatic welding 1 Purpose:11 is applicable to all-position semi-automatic and fullautomatic welding � 1 f 65 and X70 long-distance transport pipelines. ㈀蜀 开㼀 1 ____________ of X80 long-distance transport pipelines. _____________________________ J Chemical composition of deposited metal ( % ) Chemical composition of deposited metal ( % ) C Mn Si s p Mo Ni Items C Mn Si s Cr p Mo Ni V Items O.餀딀 Guarantee �0.㌀㔀 �0.15 �1.75 �0.㠀 �a.cm �a.cm value 1.堀꼀 0.崀縀 1.縀 Guarantee �0.㌀㔀 �0.15 �0.㠀 �a.cm �0.15 �a.cm �O.愀椀 value Measured 1. 75 2. 堀儀 0.045 1. 43 0. 27 0.008 0.014 0. 01 0. 70 value Measured 0.043 1. 28 0.25 0.006 0.023 0.008 0.005 1. 78 0.017 value Mechanical properties of deposited metal Mechanical properties of deposited metal KV2 (J) ReLIRpo.2 Items Rm (MPa) A(%) KV2 (J) ReLIRpo.2 Items (MPa) Rm (MPa) A(%) -4oc · (MPa) -3oc · Guarantee 550~740 �460 �17 �27 Guarantee value 620~820 �530 �15 �27 value Measured 613 540 25.5 136, 141, 127 Measured value 650 580 24.0 105, 112, 109 value Shielding gas: Ar+20%CO2 Shielding gas: Ar+20%CO2 + Reference current (DC ) + Reference current (DC ) Welding wire diameter Welding voltage (V) Welding current (A) Welding wire diameter (mm) Welding voltage (V) Welding current (A) (mm) 140~300 16~32 䌀䐀1. 2 140~300 16~32 䌀䐀 1. 2 Specifications of supplied goods: 㰀倀 1. 2mm Welding position Packaging of supplied goods: Welding position Specifications of supplied goods: 㰀倀 1. 2mm ! .Plastic tray, net weight SKg/tray 2.Barreled, 5 trays, net weight 25Kg/barrel Packaging of supplied goods: 3 .Other packaging agreements ! .Plastic tray, net weight SKg/tray 2.Barreled, 5 trays, net weight 25Kg/barrel 3.0ther packaging agreements
LH-308L JQ-308L Conform to GB/T 17853-2018 TS308L-FC11 Conform to GB/T 17853-2018 TS308L-FC11 AWSA5.22 E308LT1-1 AWSA5.22 E308LT1-1 lnstructions:LH-308L is CO2 - shielded stainless steel flux-cored welding wire. The lnstructions:JQ-308L is CO2 - shielded stainless steel flux-cored welding wire, outstanding feature of this product lies with that the weld joint appearance retains 1 characterized by soft and stable arc, low spatter, beautiful appearance, easy slag the original color of stainless steel (bright silver), without oxidization tint after 1 removal, good welding performance and all-position welding. The deposited welding and is smooth and beautiful, which reduces the cleaning procedure of weld 1 metal has good mechanical properties and resistance to intergranular corrosion. joint after welding of conventional stainless steel welding materials. In addition, it 1 1 ------------------------------ also has good welding performance, such as soft and stable arc, low spatter and 1 easy slag removal. The deposited metal has good mechanical properties and Purpose:lt is used for welding of 06Cr19Ni10 and 06Cr18Ni11 Ti stainless steel 1 1 resistance to intergranular corrosion. -----------------------------� structures with working temperature below 300 ·c and corrosion resistance It is 1 used for welding of stainless steel materials such as 301, 302, 304, 304L, 308 Purpose:lt is used for welding of 06Cr19Ni10 and 06Cr18Ni11Ti stainless steel 1 and 308L. structures with working temperature below 300 ·c and corrosion resistance It is 1 used for welding of stainless steel materials such as 301, 302, 304, 304L, 308, and 308L, and especially suitable for occasions where there are high requirements for I Shielding gas: CO2 1 weld joint appearance. Chemical composition of deposited metal(%) (Shielding gas: CO2) Shielding gas: CO2 Items C Mn Si Ni Cr s p Mo Cu 0.� 9. er-, 18. Cr-- Chemical composition of deposited metal(%) (Shielding gas: CO2) Guarantee �1. �.75 �0.愀쌀 �0.㐀怀 �0. 㐀 �o. 75 value 2.㔀 12.0 21.0 C Mn Si Ni Cr s p Mo Cu Items Measured 0.029 1. 40 0.36 10. 3 19. 33 0.003 0.023 0.024 0.022 value 0.� 9. er-, 18. Cr-- Guarantee �1. �o. 㐀怀 �0. 㐀 �o.爀툀 �0.75 �o. 75 value 2.㔀 12.0 21.0 Measured Mechanical properties of deposited metal (shielding gas: CO2) 0.022 1. 42 0.42 10.02 19. 12 0.003 0.020 0.020 0. 021 value Items Rm (MPa) A(%) Mechanical properties of deposited metal (shielding gas: CO2) Guarantee �520 �25 value Items Rm (MPa) A(%) Measured 550 43.5 value Guarantee �520 �25 value 㰀倀 1. 4mm 㰀倀 1. 6mm Specifications of supplied goods: 㰀倀 1. 2mm Measured 548 44.5 value Welding position 㰀倀 1. 4mm 㰀倀 1 6mm Specifications of supplied goods: 㰀倀 1 2mm Welding position Tianjin Golden Bridge Welding Materials Group Co.,䰀氀d - - - - - - - - - - - 468
LH-309L JQ-309L Conform to GB/T 17853-2018 TS309L-FC11 Conform to GB/T 17853-2018 TS309L-FC11 AWS A5.22 E309L T1-1 AWS A5.22 E309L T1-1 lnstructions:LH-316L is CO2 - shielded stainless steel flux-cored welding wire. The1 lnstructions:JQ-309L is CO2 - shielded stainless steel flux-cored welding wire, outstanding feature of this product lies with that the weld joint appearance retains characterized by soft and stable arc, low spatter, beautiful appearance, easy slag 1 the original color of stainless steel (bright silver), without oxidization tint after removal, good welding performance and all-position welding. The deposited 1 welding and is smooth and beautiful, which reduces the cleaning procedure of metal has good crack resistance. 1 weld joint after welding of conventional stainless steel welding materials. In additio , � Purpose:lt is used for welding of the same type of stainless steel structures, clad it also has good welding performance, such as soft and stable arc, low spatter and 1 easy slag removal. The deposited metal has good crack resistance. steel and dissimilar steel components manufactured by synthetic fiber and _____ � 1 petrochemical equipment, as well as surfacing of the transition layer of the inner Purpose:lt is used for welding of the same type of stainless steel structures, clad 1 wall of nuclear reactor and pressure vessel and welding of components inside the 1 steel and dissimilar steel components manufactured by synthetic fiber and 1 tower. 1 petrochemical equipment, as well as surfacing of the transition layer of the inner 1 wall of nuclear reactor and pressure vessel and welding of components inside the 1 tower, especially suitable for occasions where there are high requirements for Shielding gas: CO2 weld joint appearance. -----------------------------� Chemical composition of deposited metal(%) (Shielding gas: CO2) Shielding gas: CO2 Items C Mn Si Ni Cr s p Mo Cu Chemical composition of deposited metal(%) (Shielding gas: CO2) 12 Cr-- ㈀㈀. 鈀鸀 o.� Guarantee �1. �0. 㐀 �0.愀쌀 �0.㐀怀 �o. 75 �0.75 value 2. 㔀 14.0 ㈀椀. 0 Items C Mn Si Ni Cr s p Mo Cu Measured 0.035 1. 25 0.58 12. 40 24. 15 0.004 0.023 0.02 0.02 value O.� 12 Cr-- 22 鈀鸀 Guarantee �1. �0. 㐀 �0.愀쌀 �0.㐀怀 �o. 75 �0.75 value 14.0 2.㔀 25.0 Measured Mechanical properties of deposited metal (shielding gas: CO2) 0.024 1. 27 0.59 12. 48 23. 66 0.004 0.019 0.02 0.02 value Items Rm (MPa) A(%) Mechanical properties of deposited metal (shielding gas: CO2) Guarantee �520 �25 value Items Rm (MPa) A(%) Measured 560 41.5 value Guarantee �520 �25 value 氀꼀 1. 4 氀꼀 1. 6 Specifications of supplied goods: 氀꼀 1. 2 Measured 565 37.5 value Welding position 氀꼀 1. 4mm 氀꼀 1. 6mm Specifications of supplied goods: 氀꼀 1. 2mm Welding position 4 70 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
LH-316L JQ-316L Conform to GB/T 17853-2018 TS316L-FC11 Conform to GB/T 17853-2018 TS316L-FC11 AWSA5.22 E316LT1-1 AWSA5.22 E316LT1-1 lnstructions:LH-316L is CO2 - shielded stainless steel flux-cored welding wire. The outstanding feature of this product lies with that the weld joint appearance retains lnstructions:JQ-316L is CO2-shielded stainless steel flux-cored welding wire 1 with good welding performance and allows all-position welding. The deposited the original color of stainless steel (bright silver), without oxidization tint after 1 welding and is smooth and beautiful, which reduces the cleaning procedure of weld metal has good heat, corrosion and crack resistance. 1 joint after welding of conventional stainless steel welding materials. In addition, it 1 ------------------------------ also has good welding performance, such as soft and stable arc, low spatter and 1 easy slag removal. The deposited metal has good heat, corrosion and crack resistance. Purpose:lt is used for welding of ultra-low carbon 022Cr17Ni12Mo2 stainless steel, as well as welding of chromium stainless steel, clad steel and dissimilar steel that cannot accept heat treatment after welding. Purpose:lt is used for welding of ultra-low carbon 022Cr17Ni12Mo2 stainless steel, as well as welding of chromium stainless steel, clad steel and dissimilar 1 steel which cannot accept heat treatment after welding, especially suitable for 1 occasions where there are high requirements for weld joint appearance. Shielding gas: CO2 _____________________________ J Chemical composition of deposited metal(%) (Shielding gas: CO2) Shielding gas: CO2 C Mn Si Ni Cr Mo s p Cu Items 11. Cr-- 17. Cr-- 2. er-, 0.� Guarantee Chemical composition of deposited metal(%) (Shielding gas: CO2) �0. 㐀 �1. �0. 㜀㔀 �0.㌀怀 �0.㐀怀 value 2.� 14.0 20.0 3.0 Items C Mn Si Ni Cr Mo s p Cu Measured 0. 031 1. 30 0.35 12 18. 65 2.42 0.005 0.023 0.025 value O.� 11. Cr-- 17. Cr-- 2. er-, Guarantee �0. 㐀 �1. �0.㐀怀 �o. 0㌀ �0.75 value 2� 14.0 20.0 3.0 Measured Mechanical properties of deposited metal (shielding gas: CO2) 0.022 1. 47 0.49 12.07 18.48 2. 51 0.003 0.020 0.025 value Items Rm (MPa) A(%) Mechanical properties of deposited metal (shielding gas: CO2) Guarantee �485 �25 value Items Rm (MPa) A(%) Measured 540 42.5 value Guarantee �485 �30 㰀倀 1. 4 㰀倀 1. 6 Specifications of supplied goods: 㰀倀 1. 2 value Measured 545 40.5 value Welding position 㰀倀 1. 4 㰀倀 1. 6 Specifications of supplied goods: 㰀倀 1. 2 Welding position 472 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials G爀漀up Co.,Ltd
JQ-309MoL JQ-317L Conform to GB/T 17853-2018 TS309LMo-FC11 Conform to GB/T 17853-2018 TS317L-FC11 AWSA5.22 E309LMoT1-1 AWSA5.22 E317LT1-1 I lnstructions:JQ-317L is CO2 - shielded stainless steel flux-cored welding wire, 1 lnstructions:JQ-309Mol is CO2 - shielded stainless steel flux-cored welding wire, characterized by soft and stable arc, low spatter, beautiful appearance, easy slag characterized by soft and stable arc, low spatter, beautiful appearance, easy slag 1 removal, good welding performance and allposition welding. Since the austenite removal, good welding performance and all-position welding. The deposited 1 structure of the deposited metal contains ferrite, it has good crack resistance. metal has good mechanical properties and resistance to intergranular corrosion. 1 ------------------------------ 1 Purpose:lt is used for welding of stainless steel containers of the same type that are resistant to sulfuric acid medium (ammonium sulfate) corrosion, as well as welding of stainless steel lining, clad steel and dissimilar steel. Purpose:lt is applicable to welding of low-carbon 18%Cr-12%Ni-2%Mo-N stainless steel (SUS316LN, etc.), and low carbon 19%Cr-13%Ni-3%Mo stainless steel (SUS317L, etc.). I Shielding gas: CO2 _____________________________ J Chemical composition of deposited metal(%) (Shielding gas: CO2) Chemical composition of deposited metal (%) (Shielding gas: CO2) C Mn Si Ni Cr Mo s p Cu Items C Mn Si Ni Cr Mo s p Cu Items 2. er--, 12. 攀爀--, 21. er--, o.� Guarantee �0.㌀怀 �0.Ⰰ怀 �0. 㐀 �1. �o. 75 value 2.� 16.0 2i0 3. 0 O.� 12. er--, 18. er--, 3. er--, Guarantee �0.㐀怀 �0. 㐀 �o. 0㌀ �0.75 �1. value Measured 14.0 21.0 2.� 4.0 0. 031 1. 40 0.56 12.50 23.00 2.32 0.004 0.022 0.02 value Measured 0.030 1. 25 0.56 13 19. 15 3.4 0.004 0.021 0.018 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) Items Rm (MPa) A(%) Items Rm (MPa) A(%) Guarantee �15 �520 value Guarantee �520 �20 Measured value 680 32 value Measured 565 38 value 㰀倀 1 4mm 㰀倀 1. 6mm Specifications of supplied goods: 㰀倀 1. 2mm 㰀倀 1. 4mm 㰀倀 1. 6mm Specifications of supplied goods: 㰀倀 1. 2mm Welding position Welding position 4 7 4 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
JQ-347L JQ-2209 Conform to GB/T 17853-2018 TS347L-FC11 Conform to GB/T 17853-2018 TS2209-FC11 AWSA5.22 E347T1-1 AWS A5.22 E2209T1-1 lnstructio_ns:JQ-2209 is CO2 - shielded stainless steel flux-cored welding wire lnstructions:JQ-347L is CO2 - shielded stainless steel flux-cored welding whose main composItIon Is 22Cr-9N1-3Mo-N. As an austenitic-ferritic duplex wire, characterized by soft and stable arc, low spatter, beautiful appearance, stainless steel flux-cored welding wire, 11 allows all-position welding. Since easy sla_g removal, good weld_ing performan_ce and all-position welding. Nb austenIte phase Is wel_l-balanced with ferrite phase in the deposited metal, the content in JQ-347L can e昀昀ectively improve its corrosion resistance, depos1t_ed metal combines the comprehensive properties of austenitic stainless 1 especially the intergranular corrosion resistance. steel_ with the stress corrosion resistance of ferritic stainless steel. It has good 1 welding performance - stable arc, beautiful appearance, extremely low spatter and 1 high X-Ray pass rate. _____________________________ J Purpose:I1 is applicable to welding of 18%Cr-8%Ni-Nb stainless steel (SUS347, etc.), and low-carbon 18%Cr-8%Ni-Ti stainless steel (SUS321,etc.). Purpose:I1 is applicable to welding of UNS S31803 (namely, SUS2205) duplex stainless steel in petrochemical and marine engineering fields. -----------------------------� Chemical composition of deposited metal(%) (Shielding gas: CO2) Chemical composition of deposited metal(%) (Shielding gas: CO2) Items C Mn Si Ni Cr Nb+Ta s p Cu Items C Mn Si Ni Cr Mo s p N Cu axe 0.輀縀 9. er-, 18. Cr-- Guarantee �1. �-ml �0.㐀怀 �0. 㐀 �0.75 value 2.㔀 11.0 21.0 ~1.0 0. 輀縀 21. Cr-- 25~ 0. ~ 7.5~ Guarantee �1. �a.mi �.75 �0.㐀怀 �0. 㐀 value Measured 2 10.0 24.0 4.0 0. 娀氀 0.029 1. 33 0.69 10.46 19.57 0.48 0.003 0.021 0.02 value Measured 0.034 1. 14 0.50 9.24 22.45 3.4 0.005 0.022 0. 12 0. 01 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) Items Rm (MPa) A(%) Items Rm (MPa) A(%) Guarantee �520 �25 value Guarantee �690 �15 Measured value 590 40.5 value Measured 820 26 value 㰀倀 1. 4mm 㰀倀 1. 6mm Specifications of supplied goods: 㰀倀 1. 2mm Welding position Welding position
JQ-308LT Conform to GB/T 17853-2018 TS308L-FC11 Conform to GB/T 17853-2018 TS316L-FC11 AWS A5.22 E308L T1-1 AWSA5.22 E316LT1-1 lnstructions:JQ-308LT is stainless steel flux-cored welding wire specially designed lnstructions:JQ-316LT is stainless steel flux-cored welding wire specially 1 for ultra-low temperature cryogenic welding. The arc is soft and stable, the molten designed for ultra-low temperature cryogenic welding. The arc is soft and stable, 1 droplets are small and of _even transition, the spatter is extremely low, the slag the molten drople_ts are small and _of even transition, the spatter is extremely low, 1 remo_val Is easy, the welding performance is good, and all-position welding is the s_lag _removal Is easy, the welding performance is good, and all-position possible. The weld metal structure is optimized, and it has good and stable low welding Is possible. The weld metal structure is optimized, and it has good and temperature impact performance at ultralow temperature of -196 ·c, meeting the stable low temperature impact performance at ultralow temperature of -196 ·c, rigorous requirement that the lateral expansion of the impact specimen shall be meeting the rigorous requirement that the lateral expansion of the impact 1 >0.38mm. _____________________________ J �pecimen shall 0. 38mm. be > ____ ____________ __ 1 J Purpose:lt is mainly used for welding of 304L, 308L and other stainless steel structural materials u_sed in CNG (compressed natural gas), LNG (liquefied natural I Purpose:lt is mainly used for welding of 316 and 316L stainless steel structural 1 gas) and LPG (liquefied petroleum gas) storage and transportation equipment materials u_sed i_n CNG (compressed natural gas), LNG (liquefied natural gas) fields under cryogenic environment. and LPG (liquefied p_etroleum gas) storage and transportation equipment fields un . c e c o e n e r 1 � � � � � � � �栀뜀 Shielding gas: CO2 � _ _ ______ ______ ______ Shielding gas: CO2 Chemical composition of deposited metal(%) (Shielding gas: CO2) Chemical composition of deposited metal(%) (Shielding gas: CO2) Items C Mn Si Ni Cr s p Mo Cu Items C Mn Si Ni Cr Mo s p Cu O.� 9.� 18.� Guarantee �1.m �a.cm �0.㐀怀 �0.75 �0.75 �0. 㐀 value 2� 12.0 21.0 o.� 11.� 17.� 2� Guarantee �O. 㜀㔀 �1.m �O. cm �0.㐀怀 �0. 㐀 value Measured 2.� 14.0 娀氀. 0 3. 0.027 1. 39 0.39 10. 1 19. 12 0.003 0.025 0.020 0.020 value Measured 0.028 1. 32 0.38 11. 98 18.42 2.39 0.006 0.022 0.02 value Mechanical properties of deposited metal (shielding gas: CO2) Mechanical properties of deposited metal (shielding gas: CO2) KV2 (J) Items Rm (MPa) A(%) KV2 (J) -196뀀䌀 Items Rm (MPa) A(%) -196뀀䌀 Guarantee �520 �25 �31 value Guarantee �25 �485 �31 value Measured 548 38 40 39, 42, value Measured 543 41, 40, 39 41 value 氀꼀 1. 4mm 氀꼀 1. 6mm Specifications of supplied goods: 氀꼀 1. 2mm 氀꼀 1. 4mm 氀꼀 1 6mm Specifications of supplied goods: 氀꼀 1 2mm Welding position Welding position
JQ•SAl4043 - --- 㨀娀 ⴀ㨀 ⴀ㨀 ⸀尀 _ _ __ _ __ _ _ _ ⸀⸀ t GB/T 08 58 SAl 4043 1 o onform C AWS A5.10 ER4043 Aluminum and aluminum alloy welding wires lnstructions:SAl4043 is a kind of aluminum-silicon welding wire with large Relying on a series of advantages such as light weight, low price and ! universality whose deposited metal has good hot crack resistance while _ _ _ recyclability, aluminum profiles are widely ap lied to railway locomotIves, _ p maintaining certain mechanical properties. However, In case of anodI2Ing, the electrical chemical and food machinery, welding or surfacing in light alloy weld metal is di昀昀erent in color from the base metal. processing industry, ships, sports equipment, dies, furniture, containers, _ bicycles, aluminum scooters, chemical pressure vessels, mIlItary equi ment p _ _ production, nuclear industry, refrigeration industry, boilers and other fields. _ Accordingly, the above industries will also use corresponding aluminum and Purpose:lt is applicable to welding of aluminum alloy workpieces and castings aluminum alloy welding wire. other than aluminum-magnesium alloy. In addIlIon, 11 can be applied to ships, _ chemical, food, automobile manufacturing, vessel, container manufacturing and other industries. Gas shielded welding wire model and executive standard American standard Page Product model National standard and model and model Chemical composition of welding wire(%) 428 JQ•SAl4043 GB/T 10858-2008 SAi 4043 A5.10 ER4043 Si Fe Cu Mn Items JQ•SAl4047 GB/T 10858-2008 SAi 4047 A5.10 ER4047 429 Guarantee �0. 30 �0. 05 4.50-6.00 �0. 80 value 430 JQ•SAl5356 GB/T 10858-2008 SAi 5356 A5.10 ER5356 Measured 5. 18 0. 15 0.009 0.009 value 431 JQ•SAl5183 GB/T 10858-2008 SAi 5183 A5.10 ER5183 Items Mg Zn Ti Be - 432 JQ•SAl5087 GB/T 10858-2008 SAi 5087 �uarantee �0. 05 �0. 10 �0. 20 �0. 0003 value Measured 0.007 0.005 0.068 0.0001 value Argon arc welding wire model and executive standard Welding position American standard Precautions: National standard and model Product model and model ! .Impurities such as oxide film and oil stain on the welding edge of the workpiece and the surface of the JQ•HS4043 GB/T 10858-2008 SAi 4043 A5.10 ER4043 welding wire shall be thoroughly removed be昀漀re welding. 2.In the welding process, a subplate can be used to hold JQ•HS4047 GB/T 10858-2008 SAi 4047 A5.10 ER4047 the molten metal to ensure formation of the weld joint. 3 .Oxyacetylene gas welding must be matched with JQ•HS5356 GB/T 10858-2008 SAi 5356 A5.10 ER5356 aluminwn gas welding flux. JQ•HS5183 GB/T 10858-2008 SAi 5183 A5.10 ER5183 - JQ•HS5087 GB/T 10858-2008 SAi 5087 㐀㠀0 - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd
JQ•SAl4047 JQ•SAl5356 Conform to GB/T 10858 SAi 4047 Conform to GB/T 10858 SAi 5356 AWS A5.10 ER4047 AWS A5.10 ER5356 lnstructions:SAl5356 is aluminum-magnesium alloy welding wire containing lnstructions:SAl4047 is aluminum-silicon eutectic alloy welding wire, with small amount of Ti and 5% of magnesium. As a kind of widely applied universal weldability and weld joint characteristics similar to those of_ SAl404_3. It has . welding material, it has good corrosion resistance and hot crack resistance, as excellent welding performance, the weld Joint appearance Is beautiful and bright, well as high strength. This welding material is characterized by excellent welding the arc is stable and the spatter is low. pe爀昀ormance, stable arc, beautiful weld joint appearance and low spatter. I _ _ _________I Purpose:lt is applicable to welding of aluminum-magnesium alloy. It is also adopted for welding of aluminum-zinc-magnesium alloy, repair welding of Purpose:lt is applicable to welding of cast aluminum and aluminumsilicon, aluminum-magnesium castings, as well as welding of aluminum-magnesium aluminum-magnesium, alumInum-magnesIum-sIlIcon, alumInummanganese manganese alloy and aluminum-magnesiumsilicon alloy. It is the aluminum alloy and other alloys. welding wire with the largest consumption. ________ J Chemical composition of welding wire (%) Chemical composition of welding wire (%) Si Fe Cu Mn Si Fe Cu Mn Mg Items Items Guarantee Guarantee �0. 30 �0. 15 �0. 25 �0. 40 11.0-13.0 �0.80 �0. 10 0.05-0. 20 4.50-5.50 value value Measured Measured 12. 1 0. 13 0.007 0. 011 0.06 0. 13 0.010 0. 13 4.88 value value Items Items Mg Zn Be Cr Zn Ti Be Guarantee Guarantee �0.10 �0. 20 �0. 0003 0.05-0. 20 �0. 10 0.06-0.20 �0. 0003 value value Measured Measured 0.009 0.005 0. 0001 0.08 0.008 0. 11 0.0001 value value Welding position Welding position Precautions: Precautions: ! .Impurities such as oxide film and oil stain on the ! .Impurities such as oxide film and oil stain on the welding edge of the workpiece and the surface of the welding edge of the workpiece and the surface of the welding wire shall be thoroughly removed be昀漀re welding. welding wire shall be thoroughly removed before 2.In the welding process, a subplate can be used to hold welding. the molten metal to ensure formation of the weld joint. 2.In the welding process, a subplate can be used to hold the molten metal to ensure formation of the weld joint. 3.0xyacetylene gas welding must be matched with alwninum gas welding flux. 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 482
JQ•SAl5183 JQ•SAl5087 Conform to GB/T 10858 SAi 5183 Conform to GB/T 10858 SAi 5087 AWSA5.10 ER5183 lnstructions:JQ.SAl5183 is used for welding of base metal which contains high lnstru挀琀ions:JQ.SAl5087 is a kind of aluminum-magnesium alloy welding wire aluminum and magnesium content and requires high tensile strength. It is used containing about 4.5% of Mg and small amount of Mn, Cr and Zr. It is widely for welding of 5083 and 5654 base metal, and pe爀昀orms excellent in seawater applied to welding of aluminum alloy structures that require high strength and corrosion resistance. This welding material is characterized by excellent welding good crack resistance, bending resistance and corrosion resistance. pe爀昀ormance, stable arc, beautiful weld joint appearance and low spatter. _I _____________________________ J Purpose:JQ.SAl5087 is applicable to welding of aluminum-magnesium alloy, Purpose:JQ.SAl5183 is applicable to welding of aluminum-magnesium alloy, as such as military equipment production, storage tanks, shipbuilding, marine well as welding of ship structures, o昀昀shore platforms, cryogenic vessels, railway engineering and aviation. locomotives and the automotive industry. ___________________ J Chemical composition of welding wire(%) Chemical composition of welding wire(%) Mg Si Fe Cu Mn Si Fe Cu Mn Mg Items Items Guarantee Guarantee 0.50-1.00 4. 30-5. 20 0. 70-1. 10 4.50-5. 20 堀最o_ 40 堀最o_ 40 堀最o_ 25 堀最o_ 40 堀最o_ 05 堀最o_ 10 value value Items Items Cr Zn Ti Be Cr Zn Ti Zr Be Guarantee Guarantee 0.05-0. 25 0.05-0. 20 0. 10-0. 20 堀最o_ 25 堀最o_ 15 堀最o_ 25 堀最o_ 15 堀最o_ 0003 堀最o_ 0003 value value Welding position Welding position Precautions: Precautions: ! .Impurities such as oxide film and oil stain on the ! .Impurities such as oxide film and oil stain on the welding edge of the workpiece and the surface of the welding edge of the workpiece and the surface of the welding wire shall be thoroughly removed before welding. welding wire shall be thoroughly removed before welding. 2.In the welding process, a subplate can be used to hold 2.In the welding process, a subplate can be used to hold the molten metal to ensure formation of the weld joint. the molten metal to ensure formation of the weld joint. 484 - - - - - - - - - - - 吀椀anjin Golden Bridge Welding Materials Group Co.,䰀氀d
Quoted standards Symbol description GB vode of Chinese Standard Yield strength (u per yield strength) unit � ReH (MPa) or (N/mm ) ode of International Organization for C ISO tandardization ,tandard code of American 1 \ GB/T 5117-2012 Unalloyed and fine grain steel welding rod AWS Yield strength (lower yield strength) unit Weldina Societv Rel 2 (MPa) or (N/mm ) 2, GB/T 5118-2012 Heat resistant steel welding rod JIS ode of Japanese Industrial Standard C 3, GB/T 32533-2016 High-strength steel welding rod JB A Elongation (elongation after fracture)(%) ode of Mechanical Industrial Standard v 4, GB/T 983-2012 Stainless steel welding rod tandard code of the ferrous S YB 5, GB/T 984-2001 Impact absorbed energy of V-notch specimer Surfacing welding rod netalluraical indust爀瘀 KV2 under 2mm pendulum blade ,tandard code of the railway TB 6, GB/T 10044-2006 Cast iron welding rod and welding wire ransportation industry 7, GB/T 8110-2008 Carbon steel and low alloy steel welding wire ccs Pcm ode of China Classification Society Carbon equivalent v for gasshielded arc welding LR "ode of Lloyd's Register of Shipping = 8, GB/T 10045-2018 flux cored welding wire for non-alloy and fine Strength unit (MPa) 1kgf/mm2 9.8 Mpa MPa ABS ode of American Bureau of Shipping v grain steels BV 9, GB/T 36233-2018 flux cored welding wire for high-strength steels Code of Bureau Veritas 2 2 = MPa Strength unit (N/mm ) 1MPa 1 N/mm vode of Del Norske Veritas and 10, GB/T 17853-2018 Stainless steel flux-cored welding wire DNV-GL Germanischer Llovd 11, GB/T 5293-2018 Solid wire electrodes, flux cored welding wire NK j Code of Nippon Kaii Kyokai = and electrode/flux combinations for (Impact) absorbed energy unit (J) 1J 0.102kgf m submerged arc welding of non-alloy and fine KR vode of Korean Register of Shipping grain steels vode of Technischen HiV HRC Rockwell hardness scale C 12, GB/T 12470-2018 Solid wire electrodes, flux cored welding wire berwachungs-Vereine U and electrode/flux combinations for HB Russian Maritime Register of Shipping RS Brinell hardness submerged arc welding of creep-resisting steels HV Vickers hardness ode of Registro Italiano Navale C Rina Solid wire electrodes, flux cored welding wire 13, GB/T 17854-2018 ode of P吀⸀ Biro Klasifikasi and electrode/flux combinations for BKI Indonesia (Persero) Welding method using CO2 as shielding gas submerged arc welding of stainless steels CO2 welding ode of European Unity v CE Solid wire electrodes, flux cored welding wire 14, GB/T 36034-2018 and electrode/flux combinations for Ar+C02 Argon-rich shielding gas DB "ode of Deutsche Bahn AG submerged arc welding of high strength steels 15, GB/T 36037-2018 Fluxes for submerged arc welding and AC power supply SMAW AC Welding rod arc welding electroslag welding CRP, the welding material is Consumable electrode inert gas-shielded D + MIG Dc Stainless steel welding materials that are onnected with the positive pole arc welding 16, GB/T 29713-2013 resistant to atmospheric corrosion for railway CSP the welding material is connected U , TIG Tungsten argon arc welding DC vehicles ith the negative pole w 1 7, Specification of China Classification Society Materials and Welding 2009 version 2 SAW Submerged arc welding Rm Tensile strength unit (MPa) or (N/mm ) 18, TB/T 2374-2008 Welding material quality regulations MAG Active gas-shielded arc welding 19, GB/T 10858-2008 Aluminum and aluminum alloy welding wire ield strength (stipulated Y RP0.2 EGW Electro-gas welding non-proportional extension strength) 2 unit (MPa) or (N/mm ) ESW Electroslag welding j j in Golden Bridge Welding Materials Group Co.,Ltd Tian - in Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - • 7 吀椀an - - - - - - - - - 48 48 - 6
I.List of Those Certified by the Classification Society rrance KUSSla cnma Indonesia National America No爀眀ay/䜀攀m KOrea �t l,Y � Britain LR Japan NK Golden Bridge , BV RS ccs ABS KR BKI onv DN嘀昀笀愀L standard model Level Level Level Level Level Level Level Level Level model J421 (J38.12) E4313 2m KMW2 2 2 2 2 2 E4303 KMW3 J422(J40.50) 3 m 3 3 3 3 3 J421X( J38.10) 2 J421Fe(J38.14) 2 E4303 KMW3 T-50 3 3 3 E4315 J427(J4847) 3H10 3H10 > ∀䌀 ∀䌀 18 01F J ✀∀ g E5024 2Y 2Ym 2Y 2Y 2Y � (J3 .62 e18) 㨀昀 䌀䰀 㬀⸀· J502 E5003 2Y K 53 E5016 J506(J48.56) 3YH10 3YH10 3YH10 3YH10 3YmH15 �笀쨀 E5018 3YmH15 J506Fe(J48.56 Fe) 3YH10 3YH10 3YH10 3YH10 J506Fe-1(J48.56 Fe-1) 4YH5 4YmH5 4YH5 4YH5 E5018-1 KMW53 E5015 J507(J48.57) 3YH10 3YH10 3YH10 3YH10 3YH10 3YH10 3YmH15 H10 J607RH E6015-G 4Y㔀 H10 Ill 3 3Y鰀謀10 ㌀夀S䴀䠀10 JQ·MG50-6(CO2) ER50-6 3YSH10 3YSH15 3YSH10 �i��o �% YMSH10 (琀⤀ JQ MG?0S-6 ER50-6 3YS 3YSH15 3YSA ER50-G JQ·MG50-Ti 3YS 3YSA �ranee Kussia China America Korea Indonesia ⴀ笀o爀眀ay/Genn Italy National Britain LR Japan NK Golden Bridge BV ACC "" C㰀錀I RS l,m,n'""�' rr挀㬀 KR standard model Level Level Level Level Level Level Level Level Level Level model IIIYM JQYJ501-1 5 3YSMH10 3 3YSH10 3YSMH10 3YSH10 3YSH10 E501T-1 3YSH10 3Y鰀謀10 � 1 SH10 i� c 3Y40SMH10 (semiautomatic) rt\�昀漀 IIIYM 3YSA JQ CE71T-1 䄀蘀YH10 E501T-1 3YSH10 3YSH10 S(H10) H10 IVYM �iW1㌀挀 rt\�fo 4YSA E501T-1 L 4YSH10 4YSH10 JQ YJ501-1L S(H10) H10 IIIYM 3YSG KSW53 3 A 3YSMH5 SA3YH5 E501T-1 JQ·YJ501-1A 3YSH5 3YSH5 �� (C)H5 SH5 G(C)H5 I VYM E491 4YSA 1- JQ·YJ501Ni-1 4YSH10 4YSH10 S4YH10 t � S(H10) i�匀昀c Ni1 H10 IIIYMS 3YSA E500T-1 JQ· 3YMSH1C Y J503MX-1 3YSH10 3YSH10 3YSH10 (H10) H10 I VYM JQ·YJ601Ni15-1 E551T1-䬀㈀C > S(H10) ∀䌀 ∀䌀 ✀∀ JC-30 E551T8-K2 2Y 㨀昀 䌀䰀 㬀⸀· 3YSA JC-29Ni1 E491T猀⸀Ni1J 3YSH10 H10 IIIM, IIYT KAW3M JQ· H08A/JQ.SJ301 M M 3M,2YT 3 3YSH10 3 IIIYM KAW3M JQ H08MnA/JQ.SJ101 3M 3M,2YT 3M,3YT 3YM IIIYTM KAW53M JQ· H 10Mn2/JQ.SJ 101 3YM,3YT 3YM,3YT 3YM,3YT 3YM,3YT 3YM 3YMT VL308 A102 E308-16 E308-16 308 E308L-16 A002 E3 㠀L-16 VL308L 304L 304Lm 308L A302 E309-16 E309-16 VL309 309 E309L A062 E309L-16 309L �Mnrr VL309L KD309L 309L -16
Appendix Appendix ✀氀 言蠀 II.Golden Bridge Welding Materials Package Weight Table Inner Outer Varieties of welding materials packaging packaging Remarks g g (K ) (K ) 昀관 5 Kg 20 Kg 㸀관 Carbon steel welding rod M 5 Kg 20 Kg Low alloy steel welding rod Heat resistant low temperature steel 5 Kg 20 Kg welding rod Vacuum 20 Kg Stainless steel welding rod 2 Kg packaging 5 Kg 20 Kg Su爀昀acing welding rod 开䨀 开䨀 开䨀 2 Kg 20 Kg Z208, Z238 ⼀儀 � 堀儀 爀輀 䌀䐀 Cast iron � 昀관 0 0 M M M 㸀ⴀ 㸀ⴀ welding rod 开䨀 开䨀 开䨀 Z308, Z408, Z508 1 Kg 10 Kg > > > Vacuum 20 Kg 2 Kg Cellulose pipe welding wire packaging Carbon steel. 20kg 氀ꠀ0.8 15Kg/ piece low alloy steel Solid gasshielded 开䨀 开䨀 开䨀 Stainless steel 15kg 氀ꠀ0.8 12.5Kg/piece 堀儀 爀輀 welding wire 䌀䐀 㸀관 0 0 � M M M M ⼀儀 ⼀儀 Barreled 3501250kg Vacuum 15 Kg Carbon steel, packaging low alloy steel vacuum gas-shielded /250 200 Kg Kg packaging ⼀儀 ⼀儀 ⼀儀 Flux-cored 开䨀 开䨀 开䨀 ⼀儀 氀ꠀ2.0vacuum 㸀관 welding wire 6 Kg 24Kg 愀Ⰰ 䌀䐀 Self-shielded 瀀帀 㸀관 M packaQinQ 0 0 M M M M Vacuum 12.5 Kg Stainless steel � � packaging ' � 䌀䐀 䌀䐀 25/50/100/200/250 � � 0 0 Submerged arc welding wire � � s s 䰀伀 䰀伀 /300/350 堀儀 愀Ⰰ 0 0 愀㨀 愀㨀 0 0 䰀伀 䰀伀 w w M M 䰀唀 䰀唀 5 Kg Carbon steel w w Argon arc welding wire 5 Kg Stainless steel � 25 Kg 0 Sintered flux 开䨀 开䨀 开䨀 䌀䐀 䰀伀 堀儀 愀Ⰰ 䌀䐀 N � 0 0 0 嘀倀 N 䰀伀 M M M 0 ?Kg/axis Gas-shielded packaging 欀娀 Aluminum and 嘀倀 琀瘀 a a a 0 aluminum alloy � 言蠀 言蠀 言蠀 言蠀 Argon arc packaging welding wire 5Kg/box a 言蠀 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -491 490 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
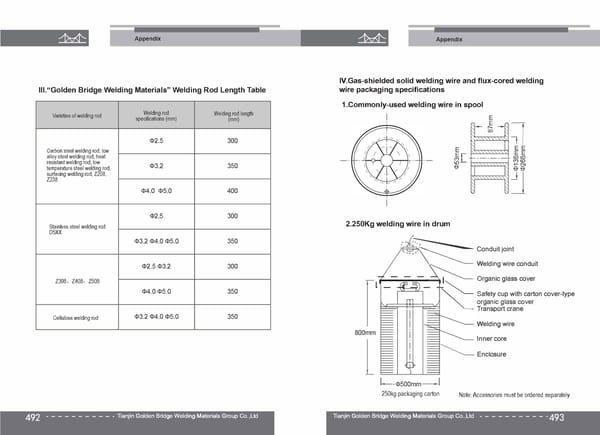
Appendix Appendix V.Model preparation instructions of Golden Bridge welding Interpretation of the welding rod model 50 J 7 RH 䜀⤀one letter 氀儀Two numbers @one number @Multiple letters Tensile strength grade of the First letter Model Remarks deposited metal (MPa) 䜀⤀Categories of welding rods J42X �420 ㈀儀Tensne strength gracfe or alloy type of the deposited metal @Types of coafings and categories of the power supply J50X �490 @Additional alloying elements or purposes of welding rods �540 J55X Categories of welding rods J60X �590 The third number represents the type of the J Categories of welding rods J70X �690 First letter coating and the category of the power supply J Structural steel welding rod J75X �740 R Heat resistant steel welding rods J80X �780 w Low-temperature steel welding rod J85X �830 Chromium stainless steel G weldinn rods J10X �980 Ausienmc sm1rness s1ee1 weldina rods Tensile strength grade of the First letter Model Remarks deposited metal (MPa) Surfacing welding rod z Cast iron welding rod R1XX Mo~0.5 The second number R2XX Cr~0.5 Mo~0.5 represents di昀昀erent models of main chemical Types of welding rod coatings and categories of the power supply R3XX Cr1 ~2 Mo0.5~1 composition grade of the same deposited metal and Categories of the Categories of the R Type of Type of R4XX Cr~2.5 Mo~1 the third number power power Model Model coating coating supply for welding supply for welding represents the type of the R5XX Cr~5 Mo~0.5 coating and the category of the power supply Not prescribed J xxo J XX5 Not prescribed Cellulose type DC or AC R6XX Cr~9 Mo~1 R?XX Cr~11 Mo~1 Low-hydrogen Titanium oxide J XX1 J XX6 DC or AC DC or AC potassium type type Tensile strength grade of the First letter Model Remarks deposited metal (MPa) Low-hydrogen Titanium-calcium DC or AC J XX2 J XX? DCRP sodium type type W60X -60 Ilmenite type J XX3 zxx8 DC or AC Graphite type DC or AC -70 W70X The third number represents the type of the w W80X -80 coating and the category J XX4 J XX9 DC or AC Iron oxide type DC or AC Salt base type of the power supply W90X -90 W10X -100 494 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -495
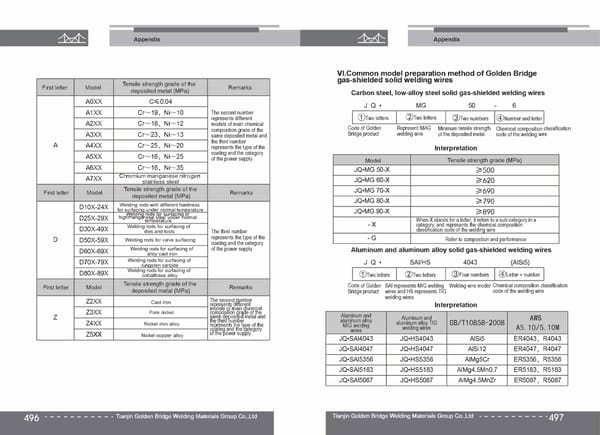
Appendix Appendix VII.Model preparation method of Golden Bridge flux-cored welding wires Interpretation of models of commonly-used flux-cored welding wires Categories (!)Structural steel, heat resistant steel, flux-cored welding wires for of welding Model Tensile strength grade (MPa) Remarks surfacing wires YJ50X-X 琀ꀀ4ao YJ 50 Ni j Q. The third number represents the type of YJ YJ55X-X 琀ꀀ550 the flux core 䜀⤀ @ @ Multiple Number Two letters Two numbers One numbers Two letters letters and letter YJ60X-X 琀ꀀ590 Categories Main chemical composition of welding Model Remarks 䜀⤀code of Golden Bridge product grade of the deposited metal (%) ⸀娀;,cc �Represent categories of flux-cored welding wires R1XX-X Mo~0.5 @Tensile strength grade or alloy type of the deposited metal @Types of flux core R2XX-X Cr~0.5 Mo~0.5 The third number @Additional alloying element YR represents the type of the flux core @characteristics of each category of welding wires R3XX-X Cr1~2 Mo0.5~1 Categories of flux-cored welding wires R4XX-X Cr~2.5 Mo~1 Categories Letter Name of the welding wire Main purpose or main chemical of welding Model Remarks composition �ires Flux-cored welding wires for YJ The third number structural steel Welding rods with different hardness for YR YD1XX-X represents the type of su爀昀acing under normal temperature Flux-cored welding wires for the flux core YD surfacing Flux-cored weldin wires for YR � heat resistant stee (ll)Stainless steel flux-cored welding wires Types of flux core 308L j Q Types of flux core Model 䜀⤀Two letters �Number and letter Titanium oxide type YJ XX1 䜀⤀Code of Golden Bridge product YJ XX2 Titanium-calcium type �Internationally universal chemical composition classification code of the deposited YJ XX? Calcium oxide-fluoride type metal 498 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -499
Appendix Appendix VIII.Common model preparation method of Golden Bridge submerged arc welding wires - flux IX.Storage of welding materials (!)Submerged arc welding wires (carbon steel, low alloy steel and stainless steel) (!)Welding rods J Q H 08 Mn2Mo A 1. Precautions 䜀⤀ @ @ (1 )Welding rods shall be kept in a ventilated and dry warehouse, where the relative @ Multiple letters � Two letters One letter numbers Two and numbers One letter humidity of the air shall be controlled below 60%. In addition, the stacked welding rods shall be kept 30cm away from the ground and wall. 䜀⤀ code of Golden Bridge product (2)Welding rods shall be stored based on their models and specifications, avoiding � mixing. Represent submerged arc welding wires (3)Be careful not to damage the coating during carrying and stacking and pay more @ carbon content of welding wires attention to welding rods covered with coatings with poor strength: such as @ Percentage value of the approximate content of the element stainless steel welding rods, surfacing welding rods, and cast iron welding rods, to @ A-high-quality steel containing low S and P content which special attention shall be paid. Avoid too high welding rod stacking. E - welding wires require extremely low S and P content 2.lnfluence of welding rods affected with damp After welding rods are affected with damp, the color of the coating usually turns dark and the colliding welding rods lose the silvery metallic sound. Sometimes salts separate out to make the welding rod display "white flowers". Influence of welding (ll)Submerged arc flux rods affected with damp on the welding process: SJ 01 Ni j Q (1 )Arc is unstable, spatter increases and particles are too large. (2)Depth of fusion is large and undercut is easy to occur. 䜀⤀ @ @ � @ Multiple (3)Slag coverage is poor and weld ripples are rough. Two letters One numbers Two letters Two numbers letters (4)Slag removal is difficult. Influence of welding rods affected with damp on the welding quality: 䜀⤀ code of Golden Bridge product (1 )It is easy to cause weld cracks and pores, especially for alkaline welding rods. � Sintered flux for submerged arc welding (2)Values corresponding to mechanical properties are usually low. @ 3.Drying of welding rods Flux and slag series @ (1 )The welding rods are affected with damp after storage for a long time, but the Model No. of flux of the same slag series type core wire does not rust and the coating does not go bad, and they can maintain @ Additional alloying elements or special prope爀琀ies and purposes their original performance after drying, not affecting use. Meaning of the first number in the model of the sintered flux Flux model Slag series type SJ1堀堀 Fluorine-alkali type SJ2堀堀 High aluminum type SJ3堀堀 Silicon-calcium type SJ4堀堀 Silicon-manganese type SJ5堀堀 Aluminum-titanium type SJ6堀堀 Other types Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - - - - - - - - - - • 500 501
Appendix Appendix D紀餀ing conditions for welding rods covered with various types (3)Avoid throwing and leaving about and protect the package from damage in the of coating are as below (reference value): handling process. Once the package is damaged, it may cause welding wires to absorb moisture and get rusty. Acid welding Baking temperature of 150 - 200 c and heat preservation for 1 h · rods (4)For barreled welding wires, absolutely forbid rolling barrels during handling and upending or tilting the barrels, so as to avoid intertwining of welding wires inside for Alkaline welding Baking temperature of 350 - 400 c and heat preservation for 1 h · rods smooth use. Cellulose welding (5)Avoid too high welding wire stacking. Baking temperature of 80 ∀䌀 and heat preservation for 1.5 - 2h rod (6)Under normal circumstances, drying is not necessary for flux-cored welding Graphite welding wires, which shall be used up as soon as possible after unpacking. When welding Baking temperature of 200 ∀䌀 and heat preservation for 1 h rods wires that are not used up are to be placed in the wire feeder overnight, it is required to cover the wire feeder (wire reel) with canvas, plastic cloth or other items to reduce the contact with moisture in the air. (?)CO2 used for protection of flux-cored welding wires shall be pure anhydrous (2)Avoid too high and too low baking temperature. If temperature is too low, gas. moisture cannot be removed; 吀漀o high temperature will make the coating prone to 2.lnfluence of welding wires affected with damp cracking, crisping or shedding, or results in changes in the composition of the Welding wires affected with damp can increase the diffusible hydrogen content in coating, further affecting the welding quality. the deposited metal, causing such defects as pits and pores, and the welding (3)Alkaline welding rods after drying shall not be exposed outdoor for more than 4h. performance and the mechanical properties of the weld metal will become worse. (4)The coating of the welding rod frequently subject to repeated drying is easy to The weld joint may crack in a severe case. shed. (lll)Flux for submerged arc welding 4.Scrapping of welding rods 1.The flux is generally in bags, which shall be transported properly to When the core wire gets rusty and the coatings stick together, peel off, and are prevent damage to the package; severely affected with damp (especially low-hydrogen welding rods, heat resistant 2.The flux shall be stored in a dry room with indoor temperature of steel welding rods and low-temperature steel welding rods), such welding rods 5-5 ∀䌀 to prevent damp from affecting the welding quality, and it is not shall not be used again and shall be scrapped. allowed to be placed in a high temperature, high humidity environment. (ll)Welding wires 3.Before use, the flux shall be baked according to the parameters 1.Precautions specified in the instructions. When baked, the flux is scattered in the ( 1 )Welding wires shall be kept in a ventilated and dry warehouse exclusive for storage of welding materials, where the relative humidity of the air shall be disk and the thickness is 50mm at most. controlled below 60%. In addition, the stacked welding wires shall be kept 30cm away from the ground and wall. (2)Welding rods shall be stored based on their models and specifications, avoiding mixing. Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 3 - - - - - - - - - 50 50 - 2
Appendix Appendix Strength limit Vickers Brinell Rockwell hardness Shore X.Hardness Number Comparison Table (approximate hardness hardness hardness B C value) MPa HV HV HS HRB HRC Strength limit Vickers Brinell Rockwell hardness Shore 397 420 57 1382 42.7 (approximate hardness hardness hardness B C value) MPa HV HV HS HRB HRC 410 388 41.8 1342 97 940 68.0 55 400 379 40.8 1313 67.5 96 920 369 390 1274 39.8 (110.0) 95 900 67.0 380 360 38.8 52 1244 880 66.4 93 350 1205 37.7 370 (109.0) 92 860 65.9 341 360 36.6 50 1176 65.3 840 91 350 331 35.5 1146 (108.0) 90 820 64.7 340 322 34.4 47 1107 800 64.0 88 330 1078 33.3 313 (107.0) 780 87 63.3 45 320 32.2 1039 303 760 62.5 86 310 31.0 1009 294 (105.5) 61.8 84 740 300 284 29.8 970 42 83 720 61.0 280 29.2 960 295 (104.4) 700 60.1 81 290 275 28.5 41 941 59.7 690 285 270 27.8 921 (103.5) 680 59.2 80 2273 280 265 27.1 40 902 670 58.8 2234 261 26.4 892 275 79 (102.0) 660 58.3 2195 270 256 25.6 872 38 650 57.8 2166 265 252 24.8 853 77 (101.0) 640 57.3 2126 260 24.0 833 247 37 630 56.8 2097 23.1 823 255 243 75 99.5 620 56.3 2058 250 238 22.2 804 36 55.7 610 2028 21.3 784 245 233 74 600 55.2 1989 240 228 98.1 20.3 764 34 590 54.7 1960 230 219 735 96.7 (18.0) 33 580 54.1 1920 72 95.0 220 209 696 (15.7) 32 53.6 1891 570 210 200 666 93.4 13.4) 30 71 560 53.0 1852 91.5 200 190 637 (11.0) 29 550 505 52.3 1823 89.5 190 181 608 (8.5) 28 69 540 51.7 496 1793 180 171 87.1 578 (6.0) 26 1754 488 51.1 530 170 162 85.0 549 (3.0) 25 67 50.5 520 480 1725 519 160 152 81.7 (0.0) 24 49.8 510 473 1685 78.7 150 490 143 22 66 500 465 49.1 1656 451 140 75.0 133 21 456 490 1617 48.4 130 124 71.2 431 20 64 480 47.7 1587 448 120 114 66.7 392 441 1548 46.9 470 110 105 62.3 62 460 46.1 1529 433 95 105 56.2 1480 450 45.3 425 52.0 90 95 59 44.5 440 415 1458 90 86 48.0 43.6 1411 405 430 85 81 41.0 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -505 504 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
Appendix Appendix The maximum hardness Hmax of the welding heat affected zone XI.Common Units and Conversion Table (H䄀娀) can be obtained by means of graph and formula ta1s(S) 500 4 Pressure value conversion table 2 2 Alm Psi mmHg N/m Dynes/cm 5 2 3 2 1 0.1 N/m 1.013x10 6.895x10 1.333x10 > 400 2 6 4 3 : Dynes/cm 10 1 1.013x10 6.895x10 1.333x10 i I 7 2 2 Alm 1 - 9.869x10 6.804x10- 1.316x10- 5 2 Psi 14.70 1 1.450x 10-4 1.450x10- 1.934x10- I 300 � 3 2 mmHg(0∀䌀) 51.71 1 7.6010 7.501x10- 7.501 x10-4 Energy conversion table J kW.h Kgf.m kcal 200---�---�--娀蜀ⴀⴀ 0.25 0.30 0.35 7 1 Pcm(%) -4 - 1 - 2.77778x10 1.01972x10 2.38889x 10 6 2 5 3.600x10 1 3.67098x 10 8.6000x10 6 3 9.80665 - - 2.72407x10 1 2.34270x 10 3 Relationship between Hmax and t8/5 and Pcm 3 2 4.18605x 10 1.16279x10- 4.26858x 10 1 + H max= 140 1089Pcm-8 .2t8/5 + + 夀蘀 Ni Mo Cu Cr Mn + + + Si + + + p Conversion of unit of work B Impact value unit conversion % ( ) C S cm = 30 20 20 20 20 ° ° 2 2 2 (N·m) (kgf·m/cm ) (ft·lbf/in ) ) (ft lbf) (kgf·m) (N·m/m t8/5=800 C-500 C cooling time 3 1 1 0.102 0.7376 4.75x10- 0.102x10-4 B Steel:18MnMoNb , 14MnMoNb , 10WMoVNb, 16Mn, 98067 9.807 1 7.233 1 46.65 15MnV, 12CrNi3MoV 2102.9 1.356 0.1383 1 0.021 1 Plate thickness:16~36mm Temperature unit conversion C 9 X" "F=( +32) °C=5 CF-32) / 9 5 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - • 7 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 50 - - - - - - - - - 50 - 6
Appendix Appendix XIII.International standard on the diffusible hydrogen XII.Length Unit Conversion Table(mm and inch) content of welding materials (deposited metal) in mm in mm (ISO 3690) ml/100g 1/64 0.3969 33/64 13.0969 HIIW (mercury method) 1/32 0.7938 17/32 13.4938 HGB (glycerol method) 3/64 1.1906 35/64 13.8906 >15 >9 High hydrogen 1/16 1.5875 9/16 14.2875 1.9844 37/64 14.6844 5/64 Medium hydrogen 琀甀15>10 琀甀9>5 5 3/32 2.3812 19/32 15.0812 2.7781 39/64 15.4781 7/64 Low hydrogen 琀甀5 5>2 琀甀10>5 3.175 5/8 1/8 15.875 Ultra-low hydrogen 琀甀5 琀甀2 9/64 41/64 16.2719 3.5719 3.9688 21/32 16.6688 5/32 11/64 4.3656 43/64 17.0656 3/16 4.7625 11/16 17.4625 XIV.Preheating temperature required is determined based 13/64 5.1596 17.8594 45/64 on carbon equivalent Pcm of steel, diffusible hydrogen 7/32 5.5562 23/32 18.2562 content [H] of the specific welding material and plate 15/64 47/64 18.6531 5.9531 thickness 㔀 19.05 6.35 3/4 1/4 17/64 6.7469 49/64 19.4469 9/32 7.1438 25/32 19.8438 0爀글1 : T CC) =1400Pc-392 (established according to low alloy steel of Japan) 19/64 7.5406 51/64 20.2406 7.9375 5/16 13/16 20.6375 䤀椀 ( H) _ 8.3344 53/64 21/64 21.0344 + + Pc Pcm - 600 㘀 11/32 8.7312 27/32 21.4313 55/64 23/64 9.1281 21.8281 � + Mn+Cr+Cu 鸀 � 茀씀+ + + + + SB p =C (⼀툀o) cm 3 7/8 9.525 22.225 3/8 0 20 60 15 10 25/64 9.9219 57/64 22.6219 13/32 10.3188 29/32 23.0188 ( H ) Diffusible hydrogen content in the deposited metal 27/64 10.7156 23.4156 59/64 (glycerol method ml/1 OOg) 7/16 11.1125 15/16 23.8125 29/64 11.5094 61/64 24.2094 O --Plate thickness (mm) 15/32 11.9062 31/32 24.6062 31/64 12.3031 61/64 25.0031 1/2 12.7 1 25.4 + + + O. 14 R m 4. 73 o -214 17. 7 ( H) Formula 2 T CC) =324 Pcm (established according to 16Mn, 15 MnV, 15 MnVN, 18 MnMoNb, 14MnMoNbB and other low alloy steels of China) in 1 2 3 4 5 6 7 8 9 Rm -Tensile strength of the welded steel (MPa) 25.4 mm 50.8 76.2 101.6 127.0 152.4 177.8 203.2 228.6 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 9 Tianjin Golden Bridge Welding Materials Group Co.,Ltd - 50 - - - - - - - - - 50 - 8
Appendix Appendix (Reheat cracks) refer to stress relief annealing cracks. Refer to the intergranular XV.Common welding defects cracks generated in the heat affected zone due to postweld heat treatm_ent or use under high temperature in the highstrength weld zone, for which, the main reasons may be: There are various weld joint defects, and the common defects inside 1. The heat treatment conditions for stress-relief annealing are improper. and outside the weld joint can be summarized as follows: 2.lnfluence of alloy composition. Elements such as chromium, molybdenum, I.Weld joint size is not in line with the requirements vanadium and boron may be able to increase reheat cracks. . . . Rough weld ripples, uneven appearance, too low or too high weld Joint . 3.The welding material and welding specification selected are improper. strengthening height, inconsistent width of weld ripples, sin le-s1de fillet wel_d and � 4.Unreasonable structure design results in large stress concentration. too large amount of sag all belong to defects that the weld Joint size Is not in line Ill. Pore with the requirements, for which, the reasons may be: In the welding process, cavity generates inside or on the surface of the weld metal 1.lmproper angle of the weldment groove or uneven assembly clearance. because the gas fails to timely escape, for which, the reasons may be: 2.Too large or too small welding current and inappropriate welding specification 1 .Welding rods and flux are not dry enough. . . . selected. 2.The welding process is not stable enough, the arc voltage Is too high, the arc Is 3.Non-uniform welding rod manipulation speed and improper welding rod (weld too long, the welding speed is too fast or the welding current is too small. handle) angle. 3.Oil, rust and other impurities on the surface of the filler metal and the base metal II.Cracks are not thoroughly cleared. . . . The shape of the crack end is sh_arp and the stress concentration is serious, which 4.The backward method is not adopted for melting the arc strike point. imposes large influence on bearing alternating and impact loads and static tensile 5.The preheating temperature is too low . . . force. It is the most dangerous defect of the weld Joint. There are three types of 6.The positions respectively for arc strike and arc extingu1sh1n are not staggered. � cracks, namely, cold crack, hot crack and reheat crack based on causes. 7.The weld zone is poorly protected and the molten bath area_ Is too large._ .. (Cold cracks) refer to cracks generated below 200 ·c , which is closely related 8.The AC power supply is prone to generating pores, while the poss1b1hty of to hydrogen and for which, the main reasons may be: generating pores by DCRP is the minimum. . 1.Preheating temperature selected for large and thick workpieces and IV. Overlap . slow cooling measures taken after welding are not appropriate. In the welding process, the molten metal flows to the un-melted base metal outside 2.The welding material selected is not suitable. . the weld joint and form the metal tumor, which _changes the cross-sectional area of 3.The welded joint has large rigidity and the process Is not reason_able. the weld joint and is unfavorable to the dynamic load. The reasons may be: 4.Brittle and hard structure is generated at and next to the weld Joint. 1.The arc is too long and the current for backing welding is too_ large. . . 5.The welding specification selected is improper. 2. The current is too large during vertical welding and the welding rod swing Is not (Hot cracks) refer to cracks (dominated by solidification cracks) appropriate. . generated above 300 ·c, for which, the main reasons may be: 3.The weld joint assembly clearance Is too large. . 1.lnfluence of composition. It is easy to occur in the process of welding pure V.Arc crater austenitic steel, some high-nickel alloy steel and non-ferrous metal. The weld joint has obvious misrun and concave at the end of welding. The reasons 2.The weld joint contains many harmful impurity elements such as sulfur. may be: . . . . . 3.Welding conditions and joint forms are not properly selected. (Reheat cracks) 1.Arc extinguishing is improperly operated, and the arc extinguishing time Is too refer to stress relief annealing cracks. Refer to the intergranular cracks generated short. in the heat affected zone due to postweld 2.When the automatic welding is performed, wire feeding and the power supply are cut off at the same time, rather than stopping wire feeding before disconnecting the power supply. Q - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd 5 - - - - - - - - - - -5 1 11
Appendix Appendix XVI.Common straight carbon steel standard and VI.Undercut comparison between new and old low-alloy structural steel After the arc melts the base metal at the edge of the weld joint, it is not standards supplemented by the weld metal, thus leaving a gap. The undercut reduces the Chemical composition and mechanical properties of ordinary carbon force-bearing cross section of the joint, which weakens strength of the joint and steel results in stress concentration, making damage possible to the undercut position. The reasons may be: Chemical composition(%) Chemical composition(%) 1.The current is too large, the arc is too long, the speed of welding rod manipulation Steel Grade is improper, and the arc heat is too much. Rm ReH 椀㔀5 grade C Mn Si s p KV2 (J) 2.The voltage for submerged arc welding is too low and the welding speed is too MPa MPa (%) high. 琀甀 琀甀 琀甀 琀甀 琀甀 � � 315 - - - 3.The angle of inclination of welding rods and wires is incorrect. Q195 0.12 0.50 0.30 0.040 0.035 195 33 430 VII. Slag inclusion - - Ⰰ匀0.0㔀 A Non-metallic inclusions are present inside the weld metal or on the fusion line. The 琀甀 琀甀 琀甀 琀甀 � � 335 - - Q215 ° slag inclusion will affect mechanical properties, and the degree of influence is 0.15 1.20 0.35 0.045 215 31 450 B Ⰰ匀0㐀攀 �27 20 C related to the number and shape of the inclusions. The reasons may be: - - 琀甀 1.Each layer of welding slag is not thoroughly removed during multilayer welding. A Ⰰ匀00㔀 琀甀0.22 - 0.045 2.There is thick rust on the weldment. ° 370 琀甀0.20 Ⰰ匀0㐀攀 B 20 C 琀甀 琀甀 � � 3.The physical properties of coating of the welding rod are inappropriate. ~ - Q235 ° 1.40 0.35 235 26 4.The shape of the weld layer is poor and the groove angle is not properly C Ⰰ匀0㐀怀 Ⰰ匀0040 �27 0 C 琀甀 500 - 娀쀀 designed. ° 0.17 Ⰰ匀00㌀㔀 Ⰰ匀0㌀攀 D -20 C 5.The ratio of the width of fusion to the depth of fusion of the weld joint is too small, and the undercut is too deep. - - Ⰰ匀0㐀攀 A 昀甀024 Ⰰ匀00㔀 6.The current is too small and the welding speed is too fast, so the slag is unable ° 410 琀甀021 Ⰰ匀0㐀攀 Ⰰ匀0㐀攀 B 20 C to float out in time. 琀甀 琀甀 � � ~ Q275 娀쀀 ° VIII.Lack of penetration 1.50 0.35 275 22 C �27 Ⰰ匀0㐀怀 Ⰰ匀0㐀怀 0 C 琀甀 540 - There is regional incomplete fusion between base metals or between the base - ° 0.20 Ⰰ匀00㌀㔀 Ⰰ匀0㌀攀 D -20 C metal and the deposited metal. It generally exists at the weld joint root of single-sided welding, which is sensitive to stress concentration and imposes great influence on strength fatigue and other properties. The reasons may be: Comparison between new and old standards for low-alloy 1.The groove design is poor, the angle is small, the truncated edge is large, and the structural steel gap is small. 2.The angle of welding rods and wires is incorrect. GB/T 1591-2008 GB 1591-88 3.The current is too small, the voltage is too low, the welding speed is too fast, the arc is too long, and there is magnetic blow. 09MnV, 09MnNb, 09Mn2, 12Mn Q295 4.Thick rust on the weldment is not removed. 12MnV, 14MnNb, 16Mn, 16MnRe Q345 5.Welding deviation during submerged arc welding. 15MnV, 15MnTi, 16MnNb, 14MnMoNb Q390 Q420 15MnVN, 14MnVTiRe, 14MnMoVN Q460 18MnMoNb, 15MnMoV, 14MnMoVB *Q650 14MnMoNbB *--Standard of the Ministry of Metallurgy 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 3 - - - - - - - - - - - 51 51 2
Appendix Appendix XVII.Welding rods recommended for commonly-used XVIII.Consumption of filler materials carbon steel and low-alloy stee National standard Base metal model Model of welding rod models of weldinq rods 1.Calculation of the consumption of filler materials Q235-A.F, Q235ⴀ䄀, Q235ⴀ㠀, 10, 20, HRB235 E4303 J422 The amount of welding materials required can be calculated E4316 J426 according to the following requirements: 20R, 20g, 20G E4315 J427 W=-D- 1-L E5003 J502 HRB335 (20MnSi) W707 09MnNiD, 09MnNiDR Wherein, W -weight of welding rods required (kg); D-Weight of the deposited metal (kg); E5016 J506 Q345, 16Mn, 16MnR, 16Mn® L-Loss rate of welding materials(%). E5015 J507 E5016-G J506RH 16MnD, 16MnDR 15MnNiDR E5015-G J507RH 2.Fillet weld E5016 J506 Q390, 15MnVR, 20MnMoD E5015 J507 Weight of Weight of welding materials E5515-G J557 deposited required by unit size of weld Size of metal for unit joint (g/mm) fillet E6016-D1 J606 size of 20MnMoNb, 18MnMoNbR weld L Fl oored So weld joint \� 鈀ﰀ Welding we mg we 1ng E6015-D1 J607 (g/mm) rod wire wire 12CrMo E5515-B1 R207 3 0.04 0.07 0.05 0.04 15CrMo, 15CrMoR E5515-B2 R307 Horizontal fillet weld 12Cr1MoV E5515-B2-V R317 5 0.09 0.17 0.12 0.10 12Cr2Mo, 12Cr2Mo1R E6015-B3 R407 6 0.16 0.29 0.20 0.18 1Cr5Mo E5MoV-15 R507 Welding rods recommended for different carbon steel and low-alloy 8 0.25 0.45 0.31 0.27 � steel phase welding National standard Category Joint steel grade Model of welding rod models of welding rods 10 0.36 0.65 0.44 0.39 � L Q235-A + Q345(16Mn) E4316 J426 �� 20, 20R + 16MnR E4315 J427 13 0.63 1.15 0.79 0.70 �� Q235-A + 18MnMoNbR E5015 J507 varbon steel, low alloy teel and low alloy steel 16 0.99 1.79 1.23 1.10 s 16MnR + 15MnMoV phase welding E5015 J507 16MnR + 18MnMoNbR 19 1.42 2.58 1.73 1.58 E5015 J507 15MnVR + 20MnMo 20MnMo + 18MnMoNbR E5515-G J557 25 2.53 4.60 3.16 2.81 Q235-A + 15CrMo Carbon steel, E4315 J427 carbon manganese Q235-A + 1 Cr5Mo low alloy *Including welding slag and spatter loss steel and 16MnR+15CrMo, 12Cr1 MoV E5015 J507 chromiummolybdenum 15MnMoV+ 12CrMo, 15CrMo low alloy E7015-D2 J707 steel phase welding 15MnMoV+ 12Cr1 MoV Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - -515 514 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd
Appendix Appendix 3.Butt weld XIX.Recommended groove shapes of welding rod arc welding based on plate thickness t of Wei We ht of we � Groove butt weld of � � � SI( _met I d ro re ire f/ � � Size of weld joint (mm) r unit s z o r single-sided welding f w un1t_siz r 㼀爀 y wed Joint /g7mm) Joint gmm R=0.07 Groove shapes Shape and size (mm) Plate thickness(mm) h Root Pla r t t th1c ewe �tre椀匀en ��� stre✀椀,en ��� �t �J 0 ness ead 9ft - - 0. 13 0. 24 0 I I I 娀鴀� 5 10 1. 59 1. 59 0. 16 0.06 0. 30 I 1. 2 I shape g For double-sided welding, if the 1. 59 0. 19 0. 34 0.04 0.07 weld leg at the top of welding is 6 11 2. 38 0. 06 0. 21 0 10 0. 39 � g=O planed or gouged and then welding is performed, 31 8g of deposited 0. 23 0. 40 0. 05 0. 09 8 13 1. 69 metal (equivalent to about 59g I I I I 0.25 0. 45 0. 13 0.07 welding rods) will be increased. 2. 38 g 2 , 1 1. 2~5. 0 R=0.07 I shape - - ⸀⸀ g=t/ 2 0. 18 0. 31 0 I 6 3 1 0 79 0. 20 0. 36 0. 02 0. 04 ⴀⴀ t= 琀☀� �I 0 79 0.06 0. 54 0.30 0.03 3 ° 5 10 70 1. 59 0.32 0. 10 0.06 0. 58 I R \蜀销 1. 59 0.39 0.08 0. 15 0. 70 5.0~12.0 V shape 6 11 � 12 2. 38 0 79 0.43 0. 21 0. \ j 됁᠀ f=1.6 g I -1ⴀ餀- g=0.8~1.6 1 59 6 13 0. 37 5. 26 0. 21 0. 22 0 ° ° 5 1 - V-shaped groove butt 12 weld 8 38 2. 7.9 0.38 0.46 0. 26 0. 68 12. 0~20. 0 U shape f=3.2 t � ! � ° g=1.6~3.2 I 60 9-氀阀- 18 1 3. 10.52 10 0.59 0. 42 0. 74 04 R•OO椀圀 ° 60 1 71 13 3. 18 1. 30 0. 73 0.95 14. 17 \ t;L �ꌀ栀 20.0~25.0 X shape f=O - � I \ � g=0 16 3. 18 12 1. 1. 17. 83 2.5 2. 01 ~1.6 40 g - >L 19 3. 18 62 97 1. 1. 21. 51 2.89 3.5 25.0~30.0 H shape f=3.2 3.34 28.91 25 5. 96 3. 18 2.87 5.14 g=1.6~3.2 d€P 9-� R= Strengthening height *Including welding slag and spatter loss 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld - - - - - - - - - - - 7 吀椀anjin Golden Bridge Welding Materials Group Co.,Lld 51 - - - - - - - - - - - 51 6
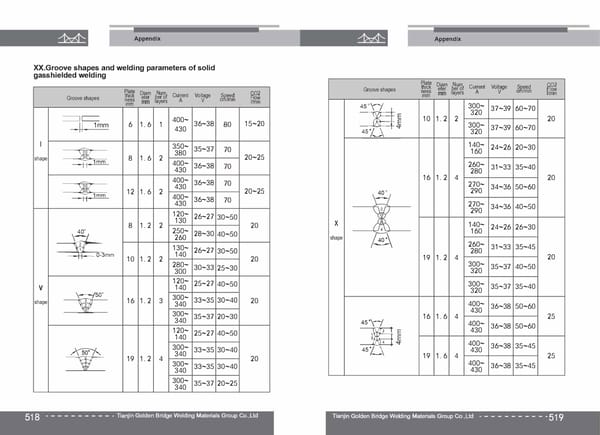
Appendix Appendix Vertical welding butt Fillet welding Pia Root � th1c Diameter Current Vol ge low Groove shapes 稀礀 ness mm Pia 搀氀⼀圀m A r2min s f . � mm I� Diameter th1c Current Vol ge wJf3 Groove shapes 稀礀 mm �爀刀r㨀 n m�i min A mm r㨀㬀 � 1. 6 0 0.9 75~85 17~18 50~60 㴀관㴀관 1. 3 0.9 85~90 18~19 45~50 2. 3 3. 5~LI 0.9 130~150 19~20 35~40 2. 3 � 1. 5 1. 2 120~130 18~19 50~60 3. 2 4~4. 5 1. 2 150~200 21~24 35~45 15 Vertical down welding 4.0 2.0 1. 2 140~160 19~20 35~40 18.0 14 ( 1 layer) 1 20 4. 5 5~5. 5 1. 2 200~250 24~26 40~50 G � 19.5 11 (21ayer) 140 6 5~5. 5 1. 2 200~250 24~26 40~50 22 2.4 1. 2 19.5 8.2 (31ayer) 140 O䈀䨀 19.5 5.5 ( 41ayer) 140 8 7~8 1. 2 260~300 28~34 25~35 20 Vertical up welding 19.0 4.0 (Slayer) 1 30 m 12 7~8 1. 2 260~300 28~34 25~35 g 2. 3 3. 5~LI 0.9 100~150 19~20 35~40 Horizontal welding butt 3. 2 4~5 1. 2 150~200 21~25 35~45 25 Pia Root Num �02 � th1c I ameter D Current Vol ge er of Groove shapes low 稀礀 ness mm � 搀氀⼀圀m ayers A min 4. 5 5~5. 5 1. 2 150~200 21~25 30~40 mm 1 130~140 19~20 18~22 6 6~7 1. 2 300~350 30~36 40~45 6 2 1. 0 2~ 150~160 20~21 15~25 � i J 8 6~7 1. 2 300~350 30~36 40~45 20 g 1 130~140 19~20 18~22 12 2 1. 0 2~ 150~160 20~21 15~25 12 8~9 1. 6 430~450 38~40 40~45 240~260 25~29 30~40 1~4 2. 3 0.9 100~130 20~21 45~50 15 0 1. 2 /✀⸀ 3. 2 1. 2 150~180 20~22 35~40 15 䰀伀 5~ 200~240 24~26 40~50 &�· 4. 5 1. 2 200~250 24~26 40~50 p� 吀椀anjin Golden Bridge Welding Materials Group Co.,Ltd - Tianjin Golden Bridge Welding Materials Group Co.,䰀琀d - - - - - - - - - - - - - - - - - - - - 520 -521
Appendix Appendix 堀蘀I. Groove shape and welding process parameters of CO2- Fillet welding shielded flux-cored welding Sif3ot Pia� Root Diameter Vol稀礀ge Current we leg th1c Location Groove shapes Diameter low Current Vol稀礀ge f爀刀r㨀가爀渀 Groove shapes Location mm mm ness A r2 min mm 搀氀㨀뤀m A mm 4 1. 2 180~250 23~26 35~50 1. 2 150~250 22~29 20~75 3. 2 0 1. 2 �40~280 25V28 45~65 1. 6 180~250 20~26 20~75 6 G Dow爀挀ward 1. 6 Q70~350 26~31 45~75 1. 2 180~280 23~31 15~70 wedmg 㔀怀 4.5 0 Q70~320 1. 2 27~30 30~45 b �t 1. 6 200~300 21~30 20~75 � 8 -� 1. 6 300~400 27~32 30~45 6 0~2 1. 6 200~350 21~33 15~75 4 1. 2 180~240 22~26 50~80 9 0~2 1. 6 250~380 24~35 20~70 �挀Ⰰ 5 1. 2 200~250 23~28 50~80 Vtical 12 1~2 1. 6 300~400 26~37 20~70 � we9愀⼀Rg ° 1. 2 210~270 24~30 50~80 1. 2 200~300 24~32 15~35 50 � 퀀謀 6 = 12 0 㔀怀 1. 6 220~280 23~29 45~75 1. 6 300~400 26~37 15~35 � A 1. 2 180~220 23~28 5~16 1. 2 250~300 26~32 15~40 Vertiꘀ頀1 up � 8~13 16~25 0 wel mg 1. 6 180~240 21~28 4~17 1. 6 350~400 29~37 15~40 ° 50 \-I 1. 2 200~300 24~32 15~45 16 0 愀Ⰰ 6 1. 2 �30~260 26~30 50~65 1. 6 300~400 26~37 15~45 � 1 layer Ove\c氀⼀ead 1. 2 250~300 26~32 15~45 鼀찀 we mg ° 19~35 0 娀렀50 8 1. 6 350~400 29~37 15~45 䰀䘀 Q30~260 1. 2 26~30 30~35 2 layers 0~1. 5 1. 2 150~250 22~29 35~55 6 0~2 1. 6 200~350 21~33 30~55 + � a 9 1~2 1. 6 250~400 24~37 30~55 ㈀℀挀Ⰰ " " = -� 1. 2 200~300 24~32 30~50 爀琀- 12 2~3 1. 6 300~400 26~37 30~50 1. 2 250~300 26~32 25~50 2~3 19~35 0-1 Gt� 1. 6 350~400 29~37 25~50 G 1. 2 150~220 22~28 4~15 最㸀 2~3 9 1. 6 180~230 20~27 4~15 昀1~2 �� 1. 2 180~230 23~29 4~16 �开最 2~3 19~35 1. 6 200~240 21~28 4~16 /ꠀ툀\ Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - • 3 5 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 2 - - - - - - - - - 5 - 22
Appendix Appendix Here are the causes and solutions for these three defects in 堀蘀II.Generation and prevention of general welding defects welding: To welders: I.Weld joint cracking Welders, Hi. J422 welding rods manufactured by our company Causes for cracking of the weld joint during welding are as have good welding process. In addition, its operation,mechanical below:stress, restraining force, rigidity, chemical composition, properties and chemical composition not only fully meet the reserved gap of the weld joint, current, weld bead and cleanliness requirements of national standard (GB/T5117-1995), but also of the base metal. All these factors may result in cracking of the obtain recognition of classification societies in eight countries, weld joint. Although causes are various, cracking of the weld joint including China (CCS), UK (LR), France (BV), the United States may be attributed to multiple factors in each occasion, or (ABS),Norway (DNV), Germany (GL), Japan (NK) and South attributed to two or three factors. However, regardless of how Korea (KR).Our company is the first in the industry passing the many factors, there must be one main factor. There are also cases ISO9000 international quality assurance system certification, and in which all conditions impose no influence and only one factor it guarantees that each batch of welding rods and each one it results in cracking of the weld joint. Therefore, when the weld joint manufactured are fully consistent with the quality standard. cracks, it is a must to correctly analyze the main and secondary J422 welding rods manufactured by our company have the factors resulting in cracking first and then take corresponding advantage of good crack resistance, that is, the weld joint measures to solve this problem based on the above analysis. generally does not have crack or split. The weld joint formed in the welding process refers to the weld Both crack and split refer to the cracking of the weld joint. In joint formed by the molten welding rod and base metal under high general, those that are hardly observed by naked eyes refer to temperature due to current. In this process, the welding rod and cracks;Those that can be easily seen are splits. the base metal turn into high-temperature liquid from solid, which Quality of the weld joint depends on four aspects: is accompanied by thermal expansion and then liquid turns into 1.Welding structure solid accompanied by cold contraction. Thermal expansion and 2.Welding specification cold extraction naturally makes the welding structure generate 3.Base metal stress. Some welding structures are inherently restrained and 4.Welding rod rigid. The above four aspects decide whether the quality of generated In the welding process, solid turns into liquid (so-called molten weld joints is good and satisfies quality requirements, or not. iron) and then liquid turns into solid, namely, weld joint is formed. Quality of the weld joint refers to: mechanical properties, Liquid turns into solid (that is, molten iron turns into grains). The chemical composition, crack or split, pores and undercut. In the process in which molten iron turns into grains is the crystallization welding process,crack or split, pores, undercut and other defects process. occasionally occur to the weld joint. The position of the base metal with lower temperature starts to crystallize first, and then crystallization gradually extends to the 524 - - - - - - - - - - - Tianjin Golden Bridge Welding Materials Group Co.,Ltd Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - • 525
Appendix Appendix middle position, and finally occurs in the middle of the weld joint. and welding rods of large specifications being applied to the first Due to the effect of thermal expansion and cold contraction, the weld bead. For a whole large structure, the dispersed welding welding structure is a昀昀ected by stress or restraining force or shall be applied to all the weld joints. Otherwise, although there is rigidity, so that grains of the base metal cannot connect together. no cracking weld joint, there is excessive residual stress. What to do when the reserved gap of the weld joint is too In less severe cases, small crack may appear in the middle of the weld joint, while in severe cases, obvious split may appear. Even large? Adopt welding rods of small specifications and small current and then perform welding along one side of the weld joint if the chemical composition of the base metal and the welding rod good, crack or split may occur due to the restraining force and (one-sided su爀昀acing), or perform welding simultaneously on both is rigidity of the welded structure, as well as the stress generated in sides (two-sided surfacing),which depends on the reserved gap of the welding process. If the chemical composition of the base the weld joint, thickness of the base metal and depth of the weld metal and the welding rod is poor (high carbon, sulfur and joint. phosphorus content); or reserved gap of the weld joint is too large, For the welding structure whose chemical composition of the too many impurities exist at the edge of the weld joint, the current base metal is poor, in addition to several factors above, it is also necessary to select low-hydrogen welding rods, such as J426, is too large, the welding speed is too fast or too low, the weld bead J427, J506 and J507, because these welding rods have excellent is too wide, etc., cracking of the weld joint will be worse. Cracking crack resistance. However, the above method to prevent cracking of the weld joint occurred on the welding engineering site is mostly attributed to stress, restraining force and rigidity. It can be said that of the weld joint is also required. When the base metal or thick stress, restraining force and rigidity are the main factors for plate is made of medium carbon steel and other alloy steels, low cracking of the weld joint. hydrogen welding rods must be used. The effective way to solve cracking of the weld joint attributed II.Pore stress, restraining force and rigidity is to: Adopt fixed welding or The general cause for pores of the welding joint is dirty welded to dispersed welding. The so-called fixed welding is: First of all, position, in which, there is rust, oil stain or welding slag. Therefore, adopt small current, string bead, short-distance welding to fix all besides removing impurities observed on the surface, it is also weld joints of the weldment or the weld joint at important position. required to dry internal moisture through gas welding at the edge This makes it difficult for the weldment to generate large stress. of the weld joint of base metal before welding for the weld joint Even if the weldment is fixed everywhere, it is not allowed to weld subject to X-ray detection. The common cause for pores of the forward from the same position, let alone adopting large current welding joint is too large current. Shapes of weld joints are diverse: Such as downward welding, vertical welding, horizontal and welding rods of large specifications. Welding shall be performed at different locations so as to avoid too much heat in welding, overhead welding, flat fillet welding, ve爀琀ical fillet welding, local position. For rigid structures with restraining force, the same thickness of the base metal, groove shape, multilayer welding and method can be adopted as a solution. cosmetic welding. In order to avoid generation of pores in weld The so-called dispersed welding means performing welding at joints of any types, in addition to cleaning the weld groove, the different locations, absolutely forbidding sequential welding of current must be adjusted appropriately in the welding process. large structure from the same position. How to determine the standard of appropriate current? Please For large structures, in addition to fixed welding first followed note that, the coverage volume of the molten slag is better to be half of the volume of the molten bath, absolutely for bidding less by dispersed welding, it is also required to prevent large current Tianjin Golden Bridge Welding Materials Group Co.,Ltd - - - - - - - - - - - 7 - Tianjin Golden Bridge Welding Materials Group Co.,Ltd 52 - - - - - - - 52 - - - 6